Изобретение относится к обработке материалов резанием, а именно к зажимным устройствам для автоматизированного закрепления деталей на металлорежущих станках как универсальных, установленных автономно, так и встроенных в автоматические линии или роботизированные комплексы.
Цель изобретения - повышение надежности работы устройства.
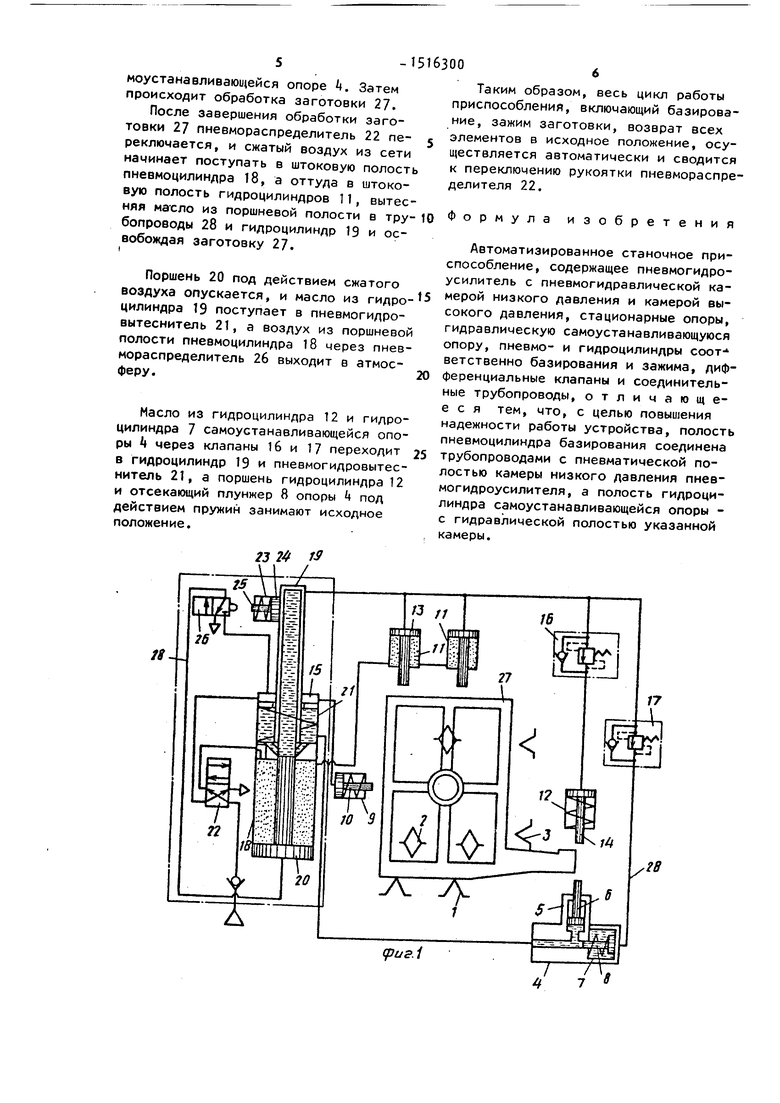
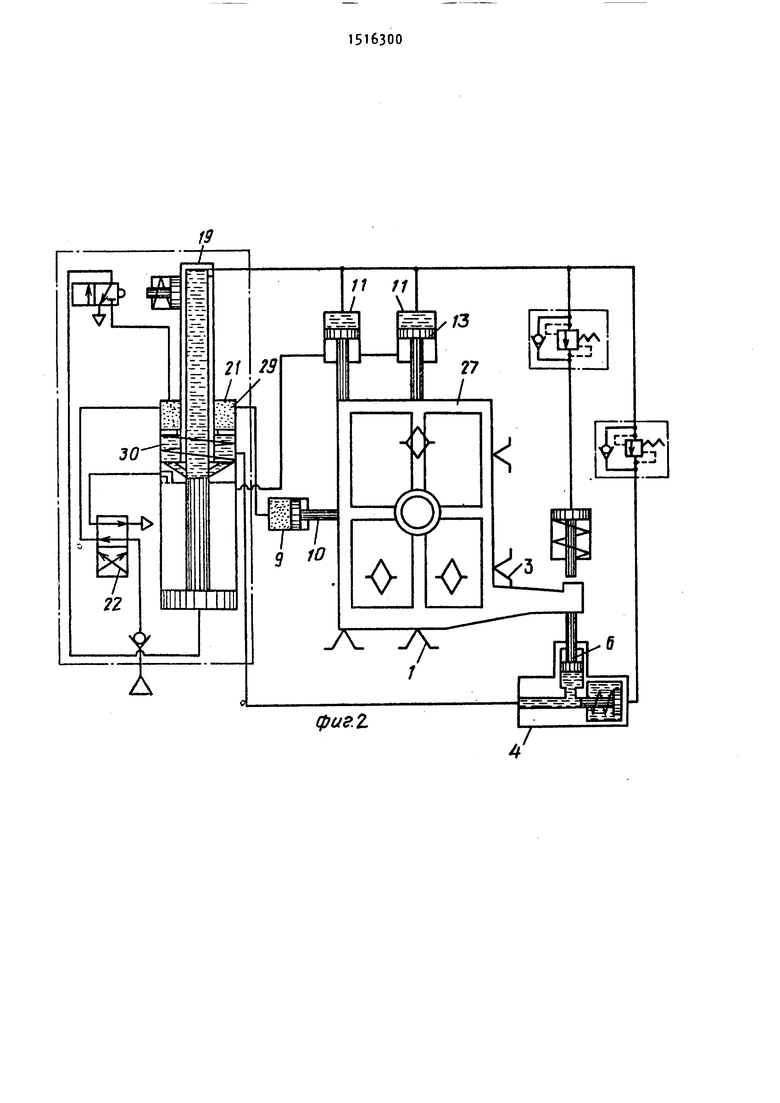
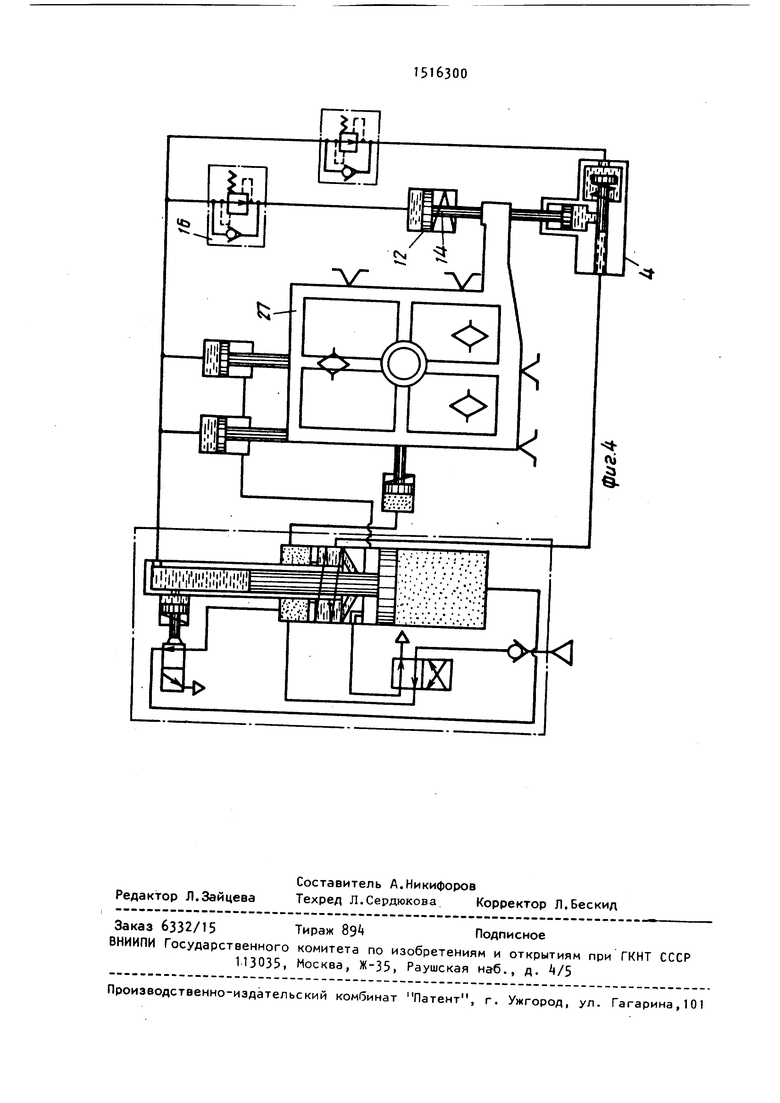
На фиг.1 изображена схема автоматизированного станочного приспособления в исходном положении; на фиг.2 - то же, в положении базирования и предварительного зажима заготовки; на фиг.З - то же, в положении промежуточного зажима и окончательной установки самоустанавливающейся опоры на фиг. - то же, в положении окончательного зажима заготовки.
Автоматизированное станочное приспособление содержит стационарные опоры 1, опорные планки 2, боковые упоры 3, самоустанавливающуюся опору , содержащую гидроцилиндр 5 с выдвижным опорным штоком 6 и гидроцилиндр 7 с отсекающим плунжером 8, базирующий пневмоцилиндр 9 со штоком 10, зажимные гидроцилиндры 11 и 12 со штоками 13 и 1, пневмогидро- усилитель 15 и дифференциальные клапаны 16 и 17. Пневмогидроусилитель 15 содержит пневмоцилиндр 18, гидроцилиндр 19, поршень 20 и пневмогидрав- лическую камеру низкого давления - пневмогидровытеснитель 21. На пневмо гидроусилителе 15 смонтированы пнев- мораспределитель 22, индикатор 23 давления с подпружиненным поршнем 2 и штоком 25 и пневмораспределитель 2б. В приспособлении закрепляется заготовка 27. Указанные элементы пневмогидравлической схемы соединяются трубопроводами 28. Пневмогидровытеснитель 21 имеет пневматическую полость 29, соединенную трубопроводом 28 с полостью гидроцилиндра 5 опоры k, и гидравлическую полость 30 соединенную трубопроводом 28 с полостью пневмоцилиндра 9 базирования заготовки 27.
Автоматизированное станочное приспособление работает следующим образом.
В исходном положении сжатый воздух через пневмораспределитель 22 подается в штоковую полость пневмоцилиндра 18 пневмогидроусилителя 15,
0
5
0
5
0
5
0
5
0
5
а затем в штоковые полости зажимных гидроцилиндров 11. Поршень 20 пневмо- цилиндра 18, поршень пневмоцилиндра 9, поршни гидроцилиндров 11 и 12 и отсекающий плунжер 8 находятся в крайних нерабочих положениях. После установки заготовки 27 на опорные планки 2 переключают пневмораспределитель 22 (фиг.2).
Сжатый воздух поступает в верхнюю полость 29 пневмогидровытеснителя 21, а затем в поршневую полость пневмоцилиндра 9, шток 10 которого перемещает заготовку 27 до касания с боковыми упорами 3. Под действием сжатого воздуха масло из пневмогидровытеснителя 21 поступает через гидроцилиндр 19 в поршневые полости гидро- щилиндров 11, штоки 13 которых осуществляют предварительный прижим заготовки 27 к стационарным опорам 1, и в самоустанавливающуюся опору , перемещая шток 6 до упора в заготовку 27.
Так как штоки пневмоцилиндра 9 и гидроцилиндров 11 прижимают заготовку 27 к боковым упорам 3 и стационарным опорам 1, а шток 6 самоустанавливающейся опоры 4 упирается в заготовку 27, давление в системе начинает возрастать.
При определенном давлении срабатывает индикатор 23 давления (фиг.З), поршень 2. и шток 25 которого включают пневмораспределитель 2б. Сжатый воздух из пневмогидровытеснителя 21 через пневмораспределитель 26 поступает в поршневую полость пневмоцилиндра 18, перемещая поршень 20 вверх. При перемещении поршня 20 повышается давление масла в гидроцилиндре 19 и в связанных с ним трубопроводах 28. По достижении определенного давления масла в трубопроводах 28 открывается дифференциальный клапан 17, настроенный на более низкое давление,- чем кла- клапан 1б. Масло из полости 30 поступает в гидроцилиндр 7 самоустанавливающейся опоры А и перемещает отсекающий плунжер 8 до перекрытия входного отверстия гидроцилиндра 5, обеспечивая фиксацию штока 6. При дальнейшем повышении давления срабатывает дифференциальный клапан 16 (фиг.). Масло начинает поступать в поршневую полость гидроцилиндра 12, шток I которого прижимает заготовку 27 « самоустанавливающейся опоре Ц, Затем происходит обработка заготовки 27.
После завершения обработки заготовки 27 пневмораспределитель 22 пе- реключается, и сжатый воздух из сети начинает поступать в штоковую полость пневмоцилиндра 18, а оттуда в штоковую полость гидроцилиндров 11, вытесняя ма сло из поршневой полости в тру- бопроводы 28 и гидроцилиндр 19 и освобождая заготовку 27.
Поршень 20 под действием сжатого воздуха опускается, и масло из гидроцилиндра 19 поступает в пневмогидро- вытеснитель 21, а воздух из поршневой полости пневмоцилиндра 18 через пневмораспределитель 2б выходит в атмосферу.
Масло из гидроцилиндра 12 и гидро- цилиндра 7 самоустанавливающейся опоры А через клапаны 16 и 17 переходит в гидроцилиндр 19 и пневмогидровытес- нитель 21, а поршень гидроцилиндра 12 и отсекающий плунжер 8 опоры 4 под действием пружин занимают исходное положение.
23 2 13
Таким образом, весь цикл работы приспособления, включающий базирование, зажим заготовки, возврат всех элементов в исходное положение, осуществляется автоматически и сводится к переключению рукоятки пневмораспре- делителя 22.
Формула изобретения
Автоматизированное станочное приспособление, содержащее пневмогидро- усилитель с пневмогидравлической камерой низкого давления и камерой высокого давления, стационарные опоры, гидравлическую самоустанавливающуюся опору, пневмо- и гидроцилиндры соот- ветственно базирования и зажима, дифференциальные клапаны и соединительные трубопроводы, отличающееся тем, что, с целью повышения надежности работы устройства, полость пневмоцилиндра базирования соединена трубопроводами с пневматической полостью камеры низкого давления пнев- могидроусилителя, а полость гидроцилиндра самоустанавливающейся опоры - с гидравлической полостью указанной камеры.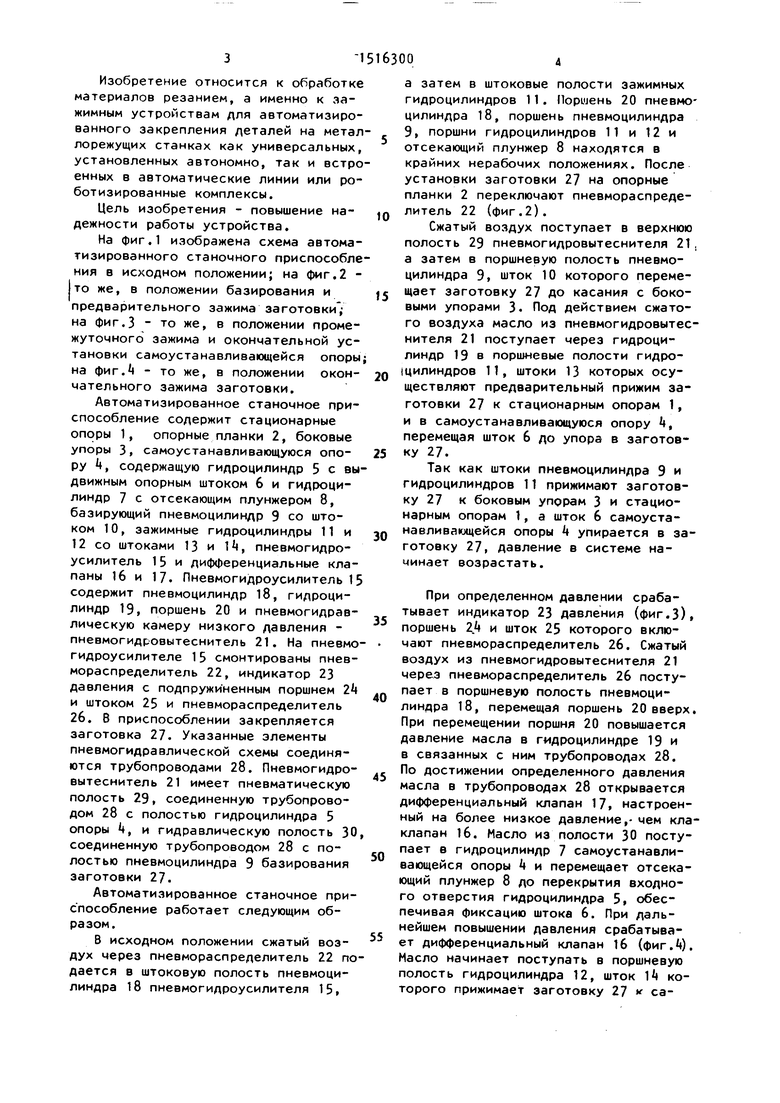
| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЕМНИК ПЯТНИКА ВАГОНА | 2009 |
|
RU2397891C1 |
| Устройство для прессования тонких таблеток из порошковых материалов | 1982 |
|
SU1076985A1 |
| Пневмогидравлический привод зажимных приспособлений | 1981 |
|
SU973956A1 |
| Пневмогидравлический следящий привод | 1988 |
|
SU1572990A1 |
| Пневмогидравлический насос-мультипликатор | 1986 |
|
SU1370328A1 |
| Система управления гидравлическим нажимным устройством автомат-стана | 1980 |
|
SU901668A1 |
| Пневмогидравлическая система | 1985 |
|
SU1328143A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Поворотный стол | 1978 |
|
SU854682A1 |
Изобретение относится к обработке материалов резанием, а именно к зажимным устройствам для автоматизированного закрепления деталей на металлорежущих станках, встроенных в автоматические линии или роботизированные комплексы. Изобретение позволяет повысить надежность работы приспособления. Деталь 27 размещается на опорных планках 2, боковых упорах 3 и стационарных опорах 1. Самоустанавливающаяся опора 4 содержит гидроцилиндр 5 со штоком 6 и плунжером 8. Базирование и закрепление заготовки 27 производится с помощью соответственно пневмо-9 и гидро-11, 12 цилиндров. Пневмогидроусилитель содержит пневмоцилиндр 18, гидроцилиндр 19, пневмогидравлическую камеру низкого давления - пневмогидровытеснитель 21 с пневматической полостью 29 и гидравлической полостью. Полость 29 соединена трубопроводом 28 с полостью гидроцилиндра 5 самоустанавливающейся опоры 4, а полость 30 - трубопроводом 28 с полостью пневмоцилиндра 9. При подаче сжатого воздуха автоматически происходит базирование заготовки 27, предварительное ее закрепление, подвод к ней самоустанавливающейся опоры 4 и окончательное закрепление заготовки 27. 4 ил.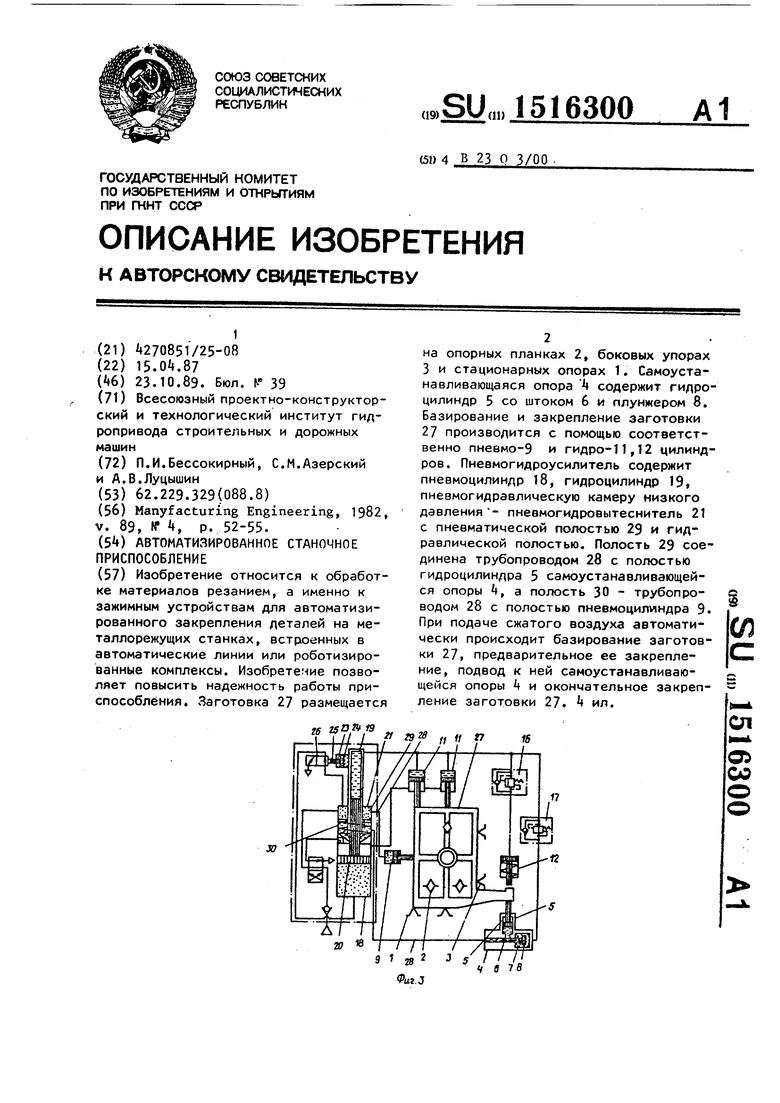
| Manyfacturxng Engineering, 1982, V | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
