Изобретение относится к оборудованию машин для сварки трением, в частности к приводу их исполнительных цилиндров.
Цель иэобрете11ия упрощение управления сварочной машиной, повышение надежности и упрощение конструкции ее привода.
Предлагаемая конструкция пневмо- гидравлического привода позволяет управлять несколькими исполнительными цилиндрами при подключении их на силовых перемещениях к полости вы- ского давления мультипликатора с применением минимального количества распределительных элементов: пневмо- распределителя, гидрораспределителя и направляющего золотника, что упрощает конструкцию привода, причем все указанные распределительные элементы имеют по две позиции переключения, а следовательно, и минималь
ное количество электромагнитов (по
одному каналу каждый) управления э
ми распределительными элементами,
что упрощает управление сварочной
маши-ной.
Для возврата цилиндра суппорта исходное положение используется энгия сжатого воздуха, что упрощает конструкцию (не требует пружины) и повышает надежность привода.
Введение в схему двухпозиционно направляющего золотника и его связ с другими элементами привода упрощают управление сварочной машиной, так как это исключает перемещение одного цилиндра до отвода в исходн положение второго, т.е. не только исключает подвод резца суппорта в зону стыка во время сварки в зажат положении невращающейся заготовки, но и блокирует захват зажимными элментами невращающегося зажимного устройства вращающегося сваренного изделия во время удаления с него гта, что повьштает надежность привод
На фиг.1 схематично изображена машина для сварки трением, oбщJiй вид; на фиг.2 - схема пневмогидравлическо- го привода этой машины.
Машина для сварки трением содержит корпус 1, в котором смонтирован шпиндель 2 с электромагнитным приводом осевого сжатия (не показан). На корпусе Т машиНЕ) также установлены зажимное устройство 3 невращающейся
0
5
5 линии
заготовки с приводным цилиндром.4 и суппорт 5 с приводным цилиндром 6 и резцом 7. Пневмораспределитель 8 при- Еюда машины подключен к напорной и отподной пненмомагйстралям 9 и 10. Линия 11 пневмораспределиталя 8 подключена к полости 12 низкого давления пневмогидравлическог о мультипликатора 13, а тнтя 14 - к промежуточной полости 15 мультипликатора 13, поршневой полости цилиндра 4 привода зажатия невращающейся заготовки и линии 16 управления управляемого об5 ратного клапана 17.
Вход клапана 17 сообщен с гидроемкостью 18 подпитки, а его выход - с полостью 19 высокого давления мультипликатора 13.
0 Штоковая полость цилиндра 6 привода суппорта по пневмолинии 20 непосредственно сообщена с напорной пнев- момагистралью 9, а поршневая полость цилиндра 6 непосредственно по гидро- 21 и через дроссель 22 - с выходами двухпозиционного гидрораспределителя 23. Полость 19 высокого давления мультипликатора 13 по гидролинии 24 сообщена с входом двухпозиционного направляющего золотника 25, один выход которого по гидролинии 26 подключен к штоковой полости цилиндра 4 привода зажатия, а другой выход- по гидролинии 27 к входу гидрораспределителя 23.
Пневмогидравлический привод машины для сварки трением работает следующим образом в следующей последовательности,
В исходном положении включены электромагниты пневмораспределителя 8 и направляющего золотника 25, а электромагнит гидрораспределителя 23 .обесточен. При этом шток испол0
45 нительного цилиндра 4 выдвинут, -что соответствует разжатому положению зажимного устройства 3 невращающейся
50
55
цилиндра 6 втянут, что соответствует отведенному положению резца 7 суппорта 5.,
Для зажатия невращающейся заготовки в зажимном устройстве 3 отключается электромагнит пневмораспределителя 8, Сжатый воздух из напорной пнев- момагистрали 9 чере:5 пневмораспреде- литель 8 по л.инии 1 1 поступает в полость 12 низкого давления- мультипликатора 13, из полости 19 высокого
даилення которого рабочая жидкость по падролинни 24 через направляю1Щ1н золотник 25 по линии 26 поступает в штоковую полость исполнительного цилиндра 4. При этом поршневая полость цилиндра 4, линия 16 управления клапана 17 и промежуточная полость 15 мультипликатора 13 по линии 14 через пневмораспределитель 8 сообщены с отводной пневмомагистралью 10,
После зажатия обеих свариваемых заготовок шпиндель 2 приводится во вращение и с помощью электромагнитного привода осевого сжатия производится известный цикл сварки трением.
При этом предлагаемая конструкция пневмогидравлического привода с соответствующей схемой направляющего золотника 25 исключает подвод резца 7 суппорта 5 в зону свариваемого стыка во время зажатого положения невращающейся заготовки, что повышает надежность привода сварочной машины.
После сварки подается команда на разжим сваренного изделия в зажимном устройстве 3. Для этого опять включается электромагнит пневморас- пределителя 8 и сжатый воздух из напорной пневмомагистрали 9 по линии
14поступает в промежуточную полость
15мультипликатора 13, линию 16 управления клапана 17 и поршневую полость исполнительного цилиндра 4, При этом вьщвигается шток цилиндра 4, поршень мультипликатора 13 принудительно перемещается вправо и масло из штоковой полости цилиндра 4 по линии 26 через золотник 25 и далее по линии 24 поступает в полость 19 мультипликатора. Из полости 12 мультипликатора 13 воздух через распределитель 8 удаляется в отводную пнев момагистраль 10.
Компенсация утечек в гидролиниях. и пополнение гидравлической полости 19 мультипликатора 13 происходит из гидроемкости 18 подпитки через принудительно открытый управляемый обратный клапан 17.
Сваренное изделие остается зажатым в .шпинделе 2, которьй также приводится во вращение для снятия с изделия выделившегося в процессе сварки грата.
Быстрый подвод резца 7 суппорта 5 осуществляется при всех обесточенных электромагнитах распределитель
335104
ных элементов. При этом сжатый воздух из напорной пневмомагистрали 9 через пневмораспределитель 8 по линии 11 поступает в полость 12 мультипликатора 13, из полости 19 которого рабочая жидкость под мультиплицированным давлением по гидролинйи 24 через направляющий золотник 25 и Q далее по линии 27 через гидрораспре- делитель 23 и линию 21 поступает в поршневую полость цилиндра 6 привода суппорта. Поскольку давление рабочей жидкости в поршневой полости цилинд- 15 ра 6 значительно превосходит давление воздуха в его штоковой полости, то шток этого цилиндра с закреплен- нь1м на нем резцом 7 быстро выдвигается, а воздух по пневмолинии 20 вытес- 2Q няется в напорную пневмомагистраль 9.
Переключение скорости перемещения суппорта на рабочую подачу производится перед соприкосновением резца 7 со сваренным изделием путем вклю- 25 чения электромагнита гидрораспределителя 23, При этом жидкость от гидрораспределителя 23 к поршневой полости цилиндра 6 поступает через дроссель 22, настройка проходного сечения 3Q которого обусловливает соответствующую рабочую скорость перемещения резца 7 при удалении грата со сваренного изделия.
По команде на отвод резца 7 суп- порта в исходное верхнее положение направляющий золотник 25 продолжает занимать позицию, соответствующую отключенному положению его электромагнита, отключается электромагнит Q гидрораспределителя 23 и включается электромагнит пневмораспределителя 8, При этом сжатый воздух из напорной пневмомагистрали 9 по линии 20 поступает в штоковую полость цилинд- g pa 6 привода суппорта и через пневмо- распределитель 8 по линии 14 в полость 15 мультипликатора 13 и линию 16 управления обратного клапана 17.
При отводе резца суппорта рябочая жидкость из поршневой полости его приводного цилиндра 6 через распределительные элементы 23 и 25 по гидролиниям 21, 27 и 24 поступает в полость 19 мультипликатора 13, поршень которого сжатым воздухом принудительно отводится вправо. При этом компенсация утечек рабочей жидкости в приводе и пополнение полости 19 мультипликатора 13 происходит из гидроем50
55
кости 18 подпитки через принудительно открытьй сжатым воздухом управ- ляемьш обратньш клапан 17.
В процессе всей работы суппорта штоковая полость приводного цилиндра -4 зажимного устройства 3 заперта золотником 25, что предупреждает перемещение этого цилиндра и захват вращающегося изделия.
После удаления грата изделие вынимают из шпинделя 2 и сварочньй цикл повторяется.
Предлагаемьй пневмогидравлический привод машины для сварки трением не только исключает подвод резца суппорта в зону стыка во время сварки в зажатом положении невращающейся заготовки, но и блокирует захват зажимными элементами невращающегося зажимного устройства 3 вращающегося сваренного изделия во время удаления с него грата, что повышает надежность привода и упрощает управление сварочной машиной.
Формула изобретения Пневмогидравлический привод машины для сварки трением, содержаний
напорную и отводную пневмомагистрали, исполнительные цилиндры привода зажатия невращающейся заготовки и привода суппорта и пневмораспределитель, одна из линий которого подключена к полости низкого давления пневмогид- равлическогс мультипликатора и к поршневой полости цилиндра зажатия
невращающейся заготовки, отличающийся тем, что, с целью упрощения управления сварочной машиной, упрощения конструкции и повьше- ния надежности ее привода, в случае
соединения поршневой полости цилиндра привода суппорта непосредственно и через дросс(2ль с выходами гидрораспределителя штоковая полость цилиндра привода суппорта непоср едственно соединена с напорной пневмома- гистралью, а привод снабжен двухпо- зиционным направляющим золотником, вход которого подключен к полости высокого давления пневмогидравлического мультипликатора, один выход сообщен со штоковой полостью цилиндра привода зажатия невращающейся заготовки, а второй выход - с входом гидрораспределитепя.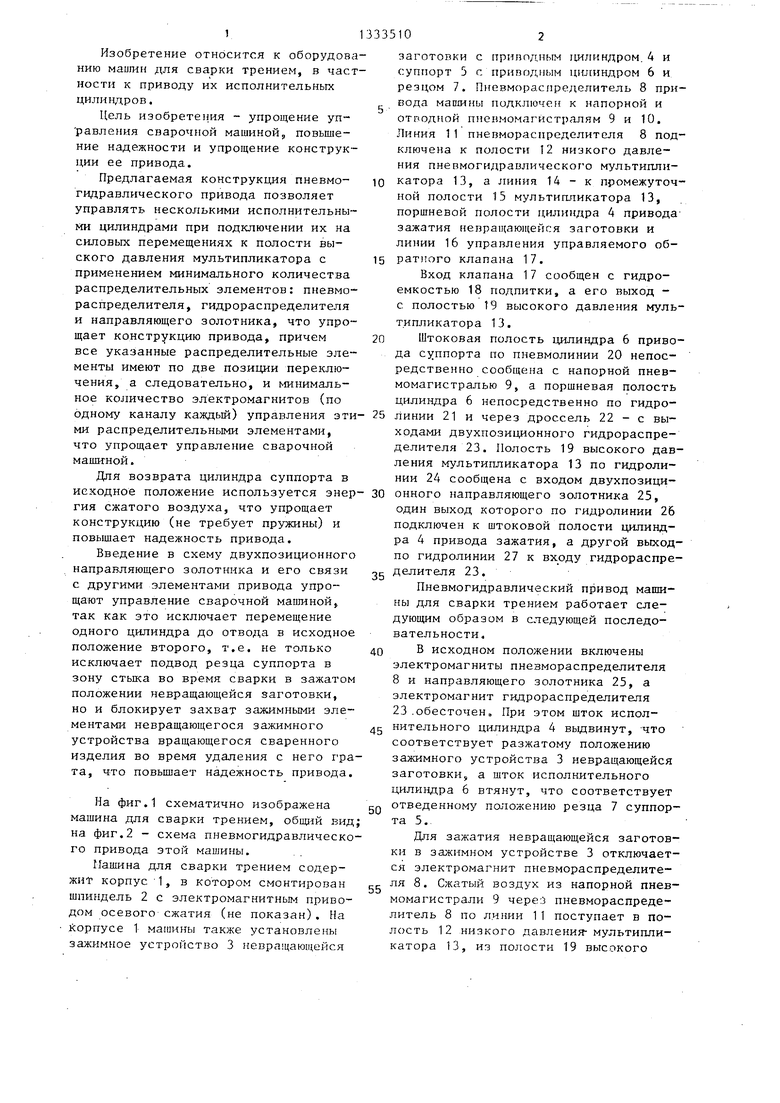
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1299738A1 |
| Гидропривод машины для сварки трением | 1984 |
|
SU1256899A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
| Пневмогидравлический привод | 1983 |
|
SU1114821A2 |
Изобретение относится к оборудованию машин для сварки трением, в частности к приводу их исполнительных цилиндров. Целью изобретения является упрощение управления сварочной машиной, повышение надежности и упрощение конструкции ее привода. При зажатии невращающейся .заготовки в зажимном устройстве 3 с помощью цилиндра (ц) жидкость из полости 19 мультипликатора 13 поступает в што- ковую полость Ц. Реверсивное движение штока Ц 4 происходит при подаче сжатого воздуха в его поршневую полость. При этом поршневая полость Ц 6 отсекается золотником 25. Для выдвижения резца суппорта рабочая жидкость из полости 19 мультипликатора 13 поступает в поршневую полость Ц 6, из штоковой полости которого вытесняется сжатый воздух. Переключение скоростей перемещения суппорта осуществляется гидрораспределителем 23. Конструкция привода исключает подвод резца суппорта в зону стыка во время сварки в зажатом положении невращающейся детали и блокирует захват зажимными элементами невращающегося зажимного устройства вращающегося сваренного изделия при удалении с него грата. 2 ил. 18 /« а (Л оо со со ел фуг. 4
| Свешников В.К., Усов А.А | |||
| Станочные гидроприводы | |||
| М.: Машиностроение, 1982, с.159 | |||
| Пневмогидравлический привод машин для сварки трением | 1983 |
|
SU1098722A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
