1
(21)4318214/27-08
(22)16.10.87
(46) 23.10.89,. Бкш. 39
(71)Лысьвенский металлургический завод
(72)Н.И.Микрюкова, Л.В.Котомцева и А.М.Нестеров
(53) 621.922.079(088.8)
(56) Авторское свидетельство СССР
№ 931445, кл. В 24 D 3/34, 1980.
(54) СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА
(57) Изобретение относится к машиностроению, в частности к шлифованию металлов/ и может быть использовано в металлообработке при пропитке шлифовальных кругов, работаю1цих без СОУ. Целью изобретения является увеличение стойкости абразивного инструмента. Состав содержит, мас.%: сульфитно-дрожжевая бражка 20-30; полиборид магния 1-3, остальное вода. 2 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2113972C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1268609A1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
Изобретение относится к машиностроению, в частности к шлифованию металлов, и может быть использовано в металлообработке при пропитке шлифовальных кругов, работающих без СОЖ. Целью изобретения является увеличение стойкости абразивного инструмента. Состав содержит, мас.% : сульфитно-дрожжевая бражка 20-30
полиборид магния 1-3
остальное - вода. 2 табл.
Изобретение относится к машиностроению, в частности к шлифованию металлов, и может быть использовано в металлообработке при пропитке шлифовальных кругов, работающих без применения смазываклце-охлаждающей жидкости.
Цель изобретения - увеличение стойкости абразивного инструмента. Состав для пропитки абразивного инструмента содержит водный раствор сульфитно-дрожжевой бражки, воду и полиборид магния при следующем соотношении ингредиентов, мас.%: Сульфитно- дрожжевая
бражка20-30
Полиборид магния 1-3 ВодаОстальное
Сульфитно-дрожжевая бражка (суль- (Литно-спиртовая барда) является побочным 1тродуктом целлюлозно-бумажного производства и представлет собой лигно-сул фоновый комплекс, содержащий гетерогенную смесь нецеллюлозных составных частей, получаемых в производстве целлюлозы при обработке древесины раствором биосульфата кальция. Эта смесь существует в жидком и твердом состоянии. Неограниченно растворяется в воде и обладает большой стой- стойкостью против разложения. Она пожаробезопасна, нетоксична, недефицитна, дешева. Для экспериментов была приобретена сульфитно-дрожжевая бражка марки КБТ.
Полиборид магния - черный порошок, нерастворимый в воде.
Состав для пропитки абразивного инструмента представляет собой взвесь черного порошка полиборида магния в водном растворе сульфитно- дрожжевой бражки. Цвет состава темно-коричневый .
Сульфитно-дрожжевая бражка обладает связующими свойствами, она обволакивает частицы полиборида магния, заполняя поры абразивного ин(Л
СП
О) 00 00
струмента, увеличп1-ает сцепление эе- pep абразива со связкою.
Полиборид магния .т коэффициент трения, следовагельно увеличивает антифрикционные свойства абразивн го инс | рунента
- 6 процессе шлифования порошко- образньи полибооиц магния окисляется пбразойан 18м окиси и бора. Бор вступает во взаимодействие с уг- леродок сульфитна-дрожжевой бражки, образуя высокоарочньс карбид бора. При выгски:. контактных температурах в зоне абразлбньй инструмент обрабатываемая дсталт. окись магния и карбид 6:;ра образуют вокруг абра- знвньк зерен износостойкие тугоплав- Kiic ппекки, которые укрепляют зерна бра,.:ива в связке круга и поаыюают ого реж уц ую способность, что приводит iv у -личеняю периода бездефектного ншифозания, а следовательно, к увеличечиьз стойкости абразивного инструмента ,
Сул1..фогруппы спиртового гидрокси- ла, входящие в состав солей лигно- сульфоичв - -- ки-rnoTj под действием высоких 1 i -uiipa гур в процессе шлифования разла а-отся с выделением a lO- марной ее: ь;, Ч;0 -ть серы, вступая во взаимодействи: со стружкой обраба- тьюаемого мета/ита, образует сульфиды и сульфаты ..- леза, которые пре пятствутот Г1, обрабатываемого металла на абразивный инструмент,тем самым снижается способность круга к засаливанию. Ост шьная сера в свободном состоянии создает дополнительный смазочньй эффект.
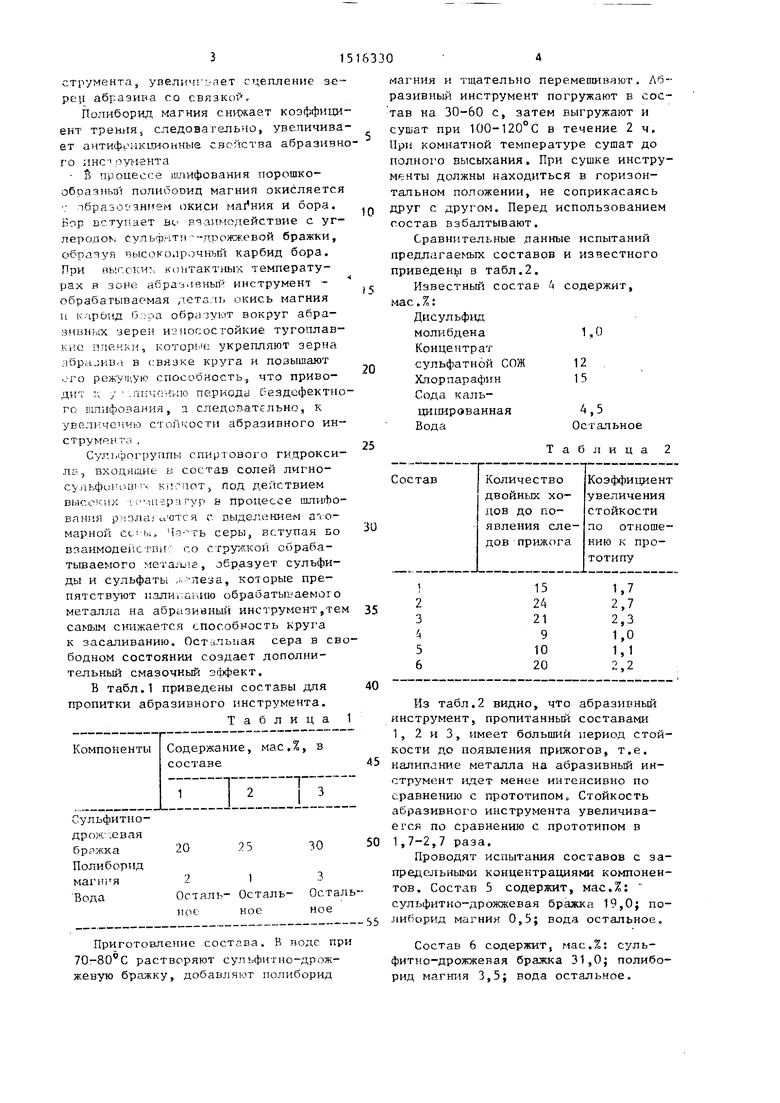
В табл.1 приведены составы для пропитки абразивного инструмента.
Таблица
Приготовление состава. В воде при TO-SO C растворяют сульфитно-дрожжевую бражку, добавляют полиборид
5
10
i5
магния и тщательно перемешивают. Абразивный инструмент погружают в состав на 30-60 с, затем выгружают и сушат при 100-120°С в течение 2 ч. При комнатной температуре сушат до полного высыхания. При сушке инструменты должны находиться в горизонтальном положении, не соприкасаясь друг с другом. Перед использованием г-остав взбалтывают.
Сравнительные данные испытаний предлагаемых составов и известного приведены в табл.2.
Известный состав А содержит, мае.%:
0
5
Дисульфид молибдена Концентрат сульфатной СОЖ Хлорпарафин Сода кальцинированнаяВода
1,0
12 15
5 Остальное
Таблица 2
5
0
5
Из табл.2 видно, что абразивный инструмент, пропитанный составами 1, 2 и 3, имеет бс5льший период стойкости до появления прижогов, т.е. налипание металла на абразивный инструмент идет менее интенсивно по сравнению с прототипом. Стойкость абразивнох о инструмента увеличивается по сравнению с прототипом в 1,7-2,7 раза.
Проводят испытания составов с запредельными концентрациями компонентов. Состав 5 содержит, мас.%: сульфитно-дрожжевая бражка 19,0; полиборид магния 0,5; вода остальное.
Состав 6 содержит, мас.%: сульфитно-дрожжевая бражка 31,0; полиборид магния 3,5; вода остальное.
1516330
При использовании для пропитки аб Формула изобретения разивного инструмента состава 5 имеет место снижение периода стойкостиСостав для пропитки абразивного при бездефектном шлифовании по срав-инструмента, содержащий связующее, нению с составами 1, 2 и 3, так как.воду и антифрикционный наполнитель, количество полиборида магния недо-отличающийся тем, что, статочно для достижения эффекта.с целью повышения стойкости абразив- При использовании для пропиткиного инструмента, в качестве связую- абразивкого инструмента состава щего состав содержит водный раст- стойкость инструмента на уровне при-вор сульфитно-дрожжевой бражки, а менения состава 3, однако при его ис-в качестве антифрикционного напол- пользовании возникает побочный от-нителя - полиборид магния при сле- рицательный эффект: при более высо-дующем соотношении ингредиентов, кой концентрации в составе полибо-J5 .%: рида магния (3,5%) резко возрастает
выделение частиц полиборида магнияСульфитнов виде пьши в окружающую ере-дрожжевая
ду. Кроме того, увеличение кон-бражка 20-30
центрации полиборида магния в20 Полиборид
составе не увеличивает содержаниемагния 1-3
его в инструменте и не дает резкогоВода Остальное увеличения стойкости инструмента.
