Изобретение относится к машиностроению, в частности к технике шлифования металлов, и может быть использовано в металлообработке для пропитки шлифовальных кругов.
Цель изобретения - повышение стойкости абразивного инструмента,
Предлагаемый состав содержит эпоксидную смолу, ацетон, сульфитно-дрожжевую бражку, (СДБ), кремний и воду при следующем соотношении компонентов, мас.%:;
СДБ30-35
Эпоксидная смола0,5-1,5
Ацетон0,1-0,3
Кремний1,0-3,0 ,
Вода Остальное
СДБ является побочным продуктом-от1 ходом целлюлозно-бумажного производства и представляет собой смесь содей лигносульфановых кислот, в которых содержится 53,46% углерода и 5,02% серы. Эта смесь существует в жидком и твердом состояниях, неограниченно растворяется в воде и обладает большой стойкостью против разложения. Она пожаробезопасна, нетоксична, недефицитна, дешева.
Эпоксидная смола - высоковязкое жидкое и твердое вещество, растворяется в аце- тоне.По химическому составу это олигомеры, содержащие эпоксидные группы.
Кремний - твердый порошок черно-бурого цвета. Его получают путем восстановления двуокиси кремния углем в электрических печах. Нерастворим. При высоких температурах вступает в соединение со многими металлами,
Предлагаемый состав представляет собой суспензию эпоксидной смолы и кремния в водном растворе СДБ.
В качестве связующего выбрана СДБ по следующим причинам: она нетоксична, безвредна, не вызывает раздражающего и ал- лергизирующего действия; доступна и дешева; в сочетании с эпоксидной смолой и кремнием участвует в механизме упрочнесл С
сл
СП
о со
ния абразивного инструмента, повышая его стойкость.
Эпоксидная смола в предлагаемом составе оказывает смазывающий эффект, снижая адгезионный износ зерен абразивного инструмента. Наличие в составе даже небольшого количества эпоксидной смолы по- зволяет обрабатывать металлы на абразивном инструменте как с применением смазочно-охлаждающей жидкости, так и без нее, так как смола связывает СДБ и при применении смазочно-охлаждающей жидкости не происходит вымывания СДБ из межзернового пространства абразивного инструмента.
Кремний, являясь наполнителем, обеспечивает.в совокупности с СДБ и эпоксидной смолой прочность абразивных зерен, участвует в процессе резания металлов, повышает режущую способность абразивного инструмента. Кроме того, он принимает участие в механизме образования силицидов, которые обладают низкой теплопроводностью, что позволяет расширить диапазон использования инструмента для обработки сталей различных марок.
При эксплуатации абразивного круга, пропитанного предлагаемым составом, под действием высоких контактных температур в зоне абразивный инструмент - обрабатываемая деталь сульфогруппы спиртового гидроксила, входящие в состав солей лиг г носульфоновых кислот, разлагаются с выделением атомарной серы. Часть атомарной серы, вступая во взаимодействие со стружкой, образует сульфиды и сульфаты железа, которые препятствуют налипанию обрабатываемого металла на абразивный инструмент, снижая способность круга к засаливанию. Кремний соединяется с углеродом, железом и с оставшейся серой, образуя при этом карбиды, силициды, сульфиды. Высокомолекулярные смолоподобные продукты, входящие в состав эпоксидных групп, соединяясь с этими компонентами, образуют на поверхности зерен абразивного инструмента стойкие пленки. Эти пленки образуются вокруг абразивных зерен, укрепляя их в связке, снижают адгезионный износ зерен круга при работе и, следовательно, обеспечивают постоянную высокую режущую способность инструмента. Сохранение высокой режущей способности зерен уменьшает силы ре- зания, вследствие чего снижается температура в зоне резания, зависящая от динамики процесса. Снижение температуры позволяет избежать появления прижо- гов, микротрещин, структурных изменений на шлифуемую поверхность.
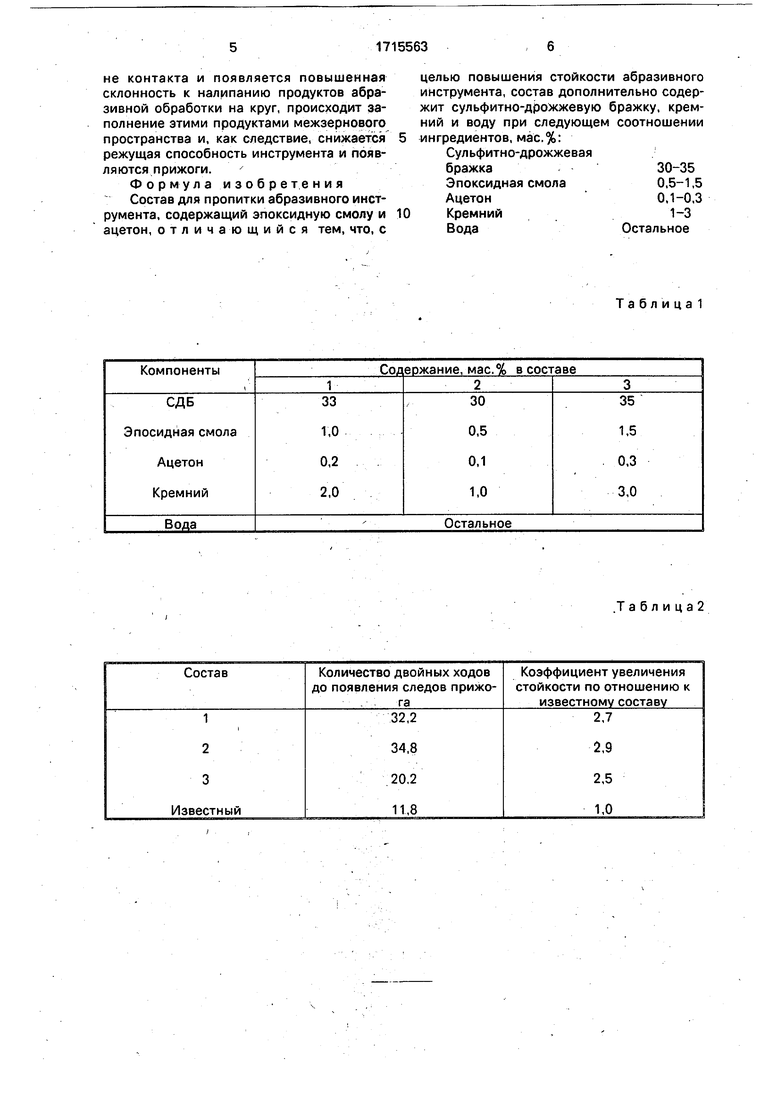
Содержание компонентов в составах приведены в табл. 1.
Приготовление состава и технологии пропитки инструмента.
Растворяют эпоксидную смолу в ацетоне и отдельно СДБ в горячей воде (70-80°С). Соединяют составы, при помешивании постепенно добавляют порошок кремния. Смесь тщательно перемещают.
0 В приготовленный состав при комнатной температуре погружают абразивный инструмент, избегая соприкосновения обрабатываемых инструментов. Время выдержки в составе 15-20 с. Инструмент сушат
5 при 80-120°С в течение 1,5-2 ч, а при комнатной температуре - в течение 24 ч до полного высыхания.
Сравнительные данные испытаний абразивного инструмента, пропитанного
0 предлагаемым и известным составами, приведены в табл. 2.
Содержание компонентов в известном составе следующее, мае. %: бакелит 30; ацетон 30; эпоксидная смола 20; этиловый
5 спирт 20.
Указанными составами пропитывали круги ПП 150x20x32 92А25пСМ16К8, 35 м/с, кл. А1, и испытывали их при плоском шлифовании образцов прямоугольной формы
0 (,15x40 мм) из стали Х12Ф1 НВСэ 61...63. Оборудование - плоскошлифовальный станок модели ЗД725. Шлифование проводили торцом круга до появления следов прижога. Режим шлифования: скорость круга 25
5 м/с; продольная подача 10 м/мин; вертикальная подача 0,02.мм/дв.ход.
Из табл. 2 видно, что абразивный инструмент, пропитанный составами 1-3, имеет больший период стойкости до появления
0 прижогов, т.е. налипание металла на абразивный инструмент проходит менее интенсивно по сравнению с пропиткой известным составом. Стойкость инструмента увеличивается в 2,5-2,9 раза.
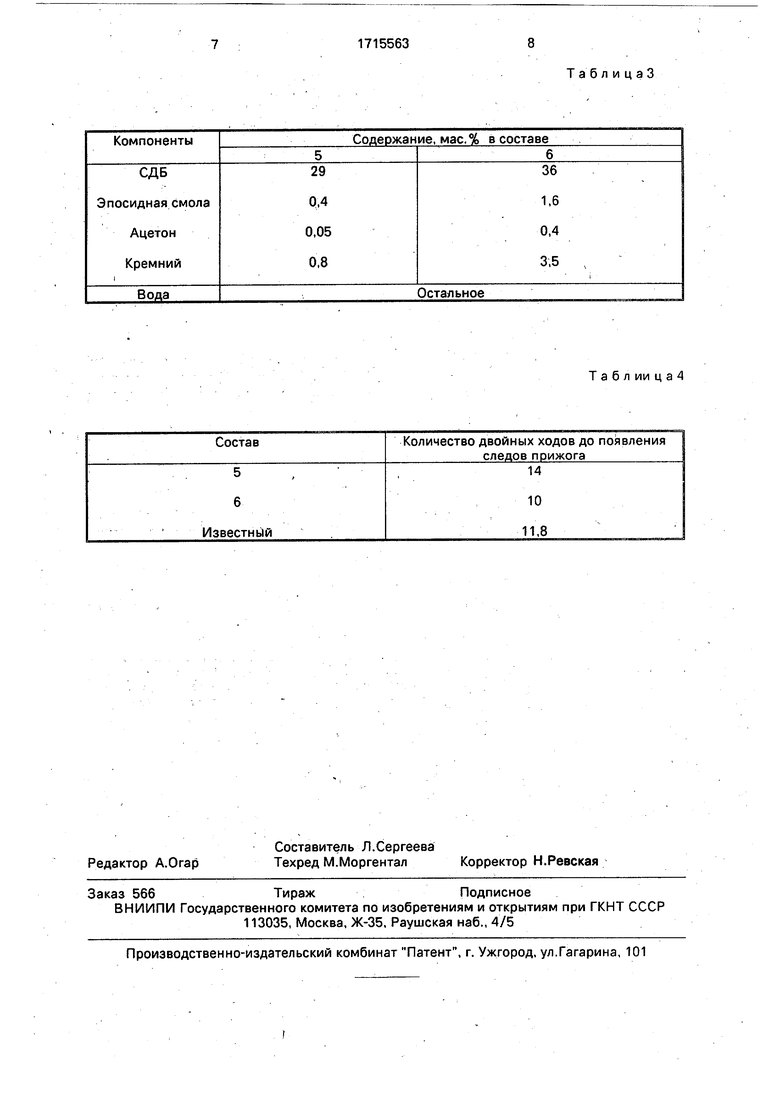
5 Составы с запредельными концентрациями компонентов и результаты испытаний инструмента, пропитанного указанными и известным составами, приведены в табл. 3 и 4 соответственно.
0 При использовании для пропитки абразивных кругов состава 5 имеет место снижение режущей способности инструмента по сравнению с составами 1-3 (табл. 2), так как указанного количества кремния не доста5 точно для достижения, эффекта.
При использовании состава 6 увеличение количества кремния приводит к увеличению площади контакта обрабатываемого материала и абразивного инструмента, в результате чего повышается температура в зоне контакта и появляется повышенная склонность к налипанию продуктов абразивной обработки на круг, происходит заполнение этими продуктами межзернового пространства и, как следствие, снижается режущая способность инструмента и появляются прижоги.
Фор мула изобретения Состав для пропитки абразивного инструмента, содержащий эпоксидную смолу и ацетон, отличающийся тем, что, с
0
целью повышения стойкости абразивного инструмента, состав дополнительно содержит сульфитно-дрожжевую бражку, кремний и воду при следующем соотношении ингредиентов, мас.%: Сульфитно-дрожжевая бражка30-35
Эпоксидная смола0,5-1,5
Ацетон 0,1-0,3
Кремний1-3
ВодаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1516330A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1653939A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Состав для пропитки абразивного инструмента и способ его приготовления | 1987 |
|
SU1479264A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2008 |
|
RU2392109C1 |
| Состав для пропитки абразивных инструментов | 1981 |
|
SU1016336A1 |
Изобретение относится к машиностроению и можетбыть использовано в металлообработке для пропитки шлифовальных кругов. Цель изобретения - повышение стойкости абразивного инструмента. В состав для пропитки абразивного инструмента входят водный раствор сульфитно-дрожжевой и бражки, эпоксидная смола, ацетон и кремний при следующем соотношении компонентов, мас.%: сульфитно-дрожжевая бражка 30-35; эпоксидная смола 0,5-1,5; ацетон 0,1-0,3; кремний 1,0-3,0; вода остальное. 4 табл.
Таблица 1
.Таблица2
ТаблицаЗ
Таблиица4
| Состав для импрегнирования абразивных инструментов | 1976 |
|
SU631325A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
