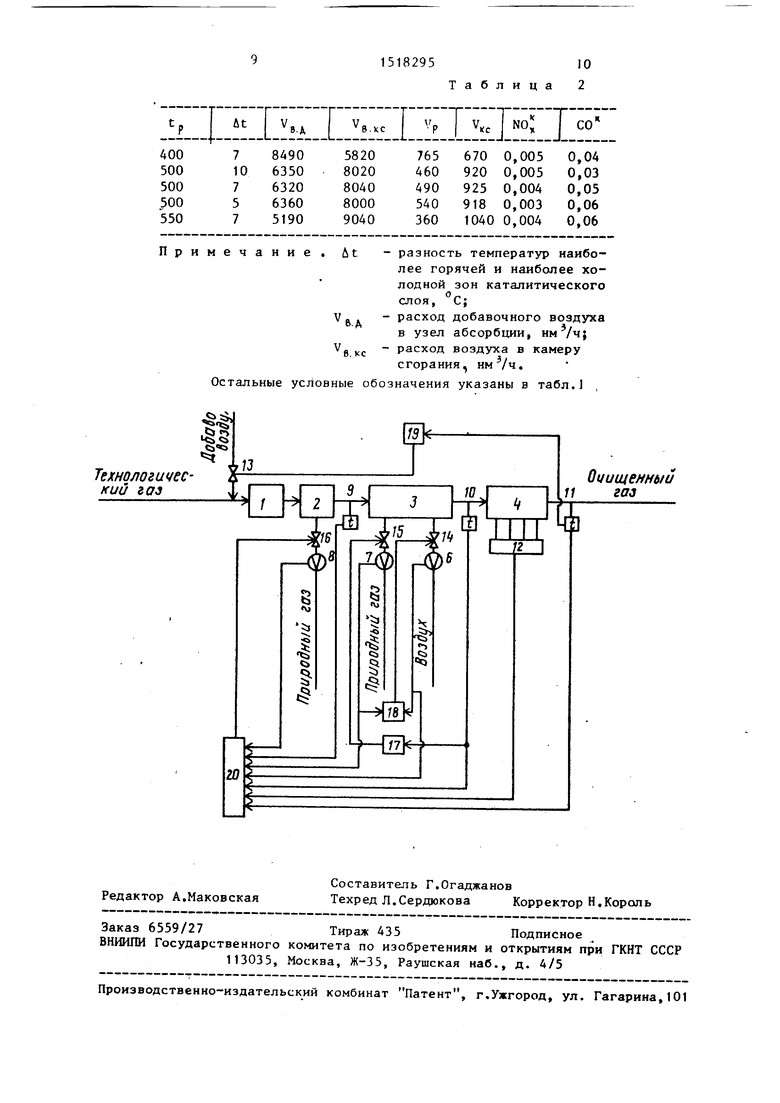
тупает в камеру 3 сгорания, где нагревается до температуры зажигания катализатора за счет смешения с продуктами сгорания природного газа. Процесс очистки газов от оксидов азота протекает эффективно при наличии в газовой смеси на входе в реактор А продуктов недожега п{5иродного газа - водорода и монооксида углерода,поэто- му в камеру сгорания подают воздух в количестве, недостаточном для полного сгорания природного газа. Соотношение расходов природного газа и воздуха подцеживают в пределах от 1:7,7 до 1:9,2. Нагретая газовая смесь поступает в реактор 4, в котором на катализаторе протекают экзотермические реакции окисления компонентов природного газа кислородом, содержащимся в отходящем газе, и восстановления оксидов азота природным газом до нетоксичных компонентов, В результате протекания этих реакций происходит повышение температуры от- ходящего газа и разогрев катализатор Разные зоны каталитического слоя приобретают разную температуру. При недостатке природного газа имеет место болIлая разность температур наиболее горячей и наиболее холодной зон. При оптимальном расходе природного газа в реактор разность температур наиболее горячей и наиболее холодной зон находится в пределах от 5 до 10 С, При большем избытке природного газа указанная разность температур снижается ниже 5 С, при недостатке - повышается вьш1е 10° С,
Расход воздуха в узел 1 абсорбции
и камеру 3 сгорания измеряют датчиками 5 и 6 соответственно расхода, расход природного газа в камеру 3 сгорания и реактор 4 - датчиками 7 и 8 т- соответственно расхода.
Температуру газовых смесей на входе в камеру 3 сгорания, в реактор 4 и очищенного газа после реактора измеряют соответственно датчиками 9-11 температур, разность температур наиболее горячей и наиболее холодной зон каталитического слоя реактора - вычислительным устройством 12, Расход воздуха в узел 1 абсорбции, камеру 3 сгорания регулируют исполнительными механизмами 13 и 14 соот- ветственно, а расход природного газа в камеру сгорания и реактор механизмами 15 и 16 соответственно.
Q j п
0
0
Автоматическое регулирование процесса каталитической очистки осуществляют с помощью регуляторов 17 - 19 и вычислительного устройства 20,
Способ осуществляют следующим образом.
На регулятор 17 подают сигнал от датчика 10 температуры газовой смеси на входе в реактор. По величине этого сигнала формируют управляющее воздействие на исполнительный механизм 15, поддерживая таким образом заданное значение температуры газовой смеси на входе в реактор 4,
На регулятор 18 подают сигналы от датчиков 6, 7 по замеру расходов воздуха и природного газа в камеру сгорания. Путем сопоставления этих сигналов формируют управляющее воздействие на исполнительный механизм 14, поддерживая таким образом заданную величину соотношения расходов природного газа и воздуха в камеру 3 сгорания. На регулятор 19 подают сигнал от датчика 11 по замеру температуры очищенного газа. По величине этого сигнала формируют управляющее воздействие на исполнительный механизм 13, поддерживая таким образом заданную величину температуры очищенного газа после реактора 4,
На вычислительное устройство 20 подают сигналы от датчиков 6, 7, измеряющих расход воздуха и природного газа соответственно в камеру 3 сгорания, а также от датчиков 9-11, измеряющих соответственно температуру газовых смесей на входе в камеру сгорания, на входе в реактор и очищенного газа после реактора. Вычислительное устройство 20 рассчитывает величину расхода природного газа в реактор по уравнению
Vp (2,47-7,4 I0 4p+9,1-10 tj )д
Р
-Р
VgUK-t,) п L tp-t,- 0
где V и V - объемный расход природного газа, подаваемого в реактор и камеру сгорания соответственно;
Vg - объемный расход воздуха, подаваемого в камеру сгорания;
t р к температура газа соответственно на входе
в камеру сгорания, и входе в peaKTOfi и после него, С.
По результату расчета формируется управляющее воздействие па исполнительный мрхапизм 16 и таким образом регулируется расход природного газа в реактор.
В вьмислительное устройство 20 по- Q дают также сигналы от вычислительного устройства 12, которое измеряет температуру в разных зонах каталитического слоя и рассчитьшает разность температ тэ наиболее горячей и наиболее холодной зон этого слоя. Если величина этой разности находится за пределами диапазона , то в вычислительное устройство 20 подают сигнал коррекции. При разности температур ниже 5 С вычислительное устройство 20 изменяет управляющее воздействие на исполнительный механизм 16 в направлении снижения расхода
0,12%; производительность агрегата - 14,4 т/ч азотной кислоты в пересчете на 100%-ную HNO. При этих условиях
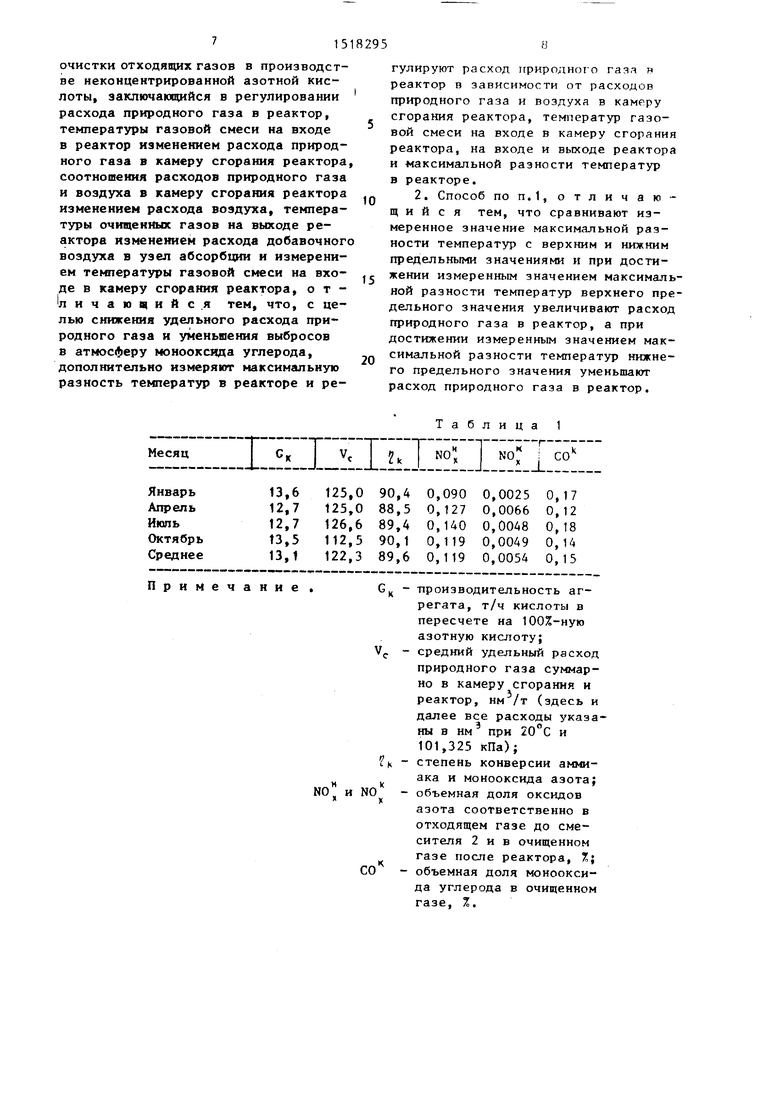
р провели 5 опытов, реалиэукщих схему автоматического регулирования, npei- ставленную на чертеже. Каждый опыт проводили в течение 5 сут. Замеры температур и расходов газовых потоков осуществляли через час, а аналитическое определение их состава - 2 раза в сутки. Для каждого опыта задавали температуру газовой смеси перед реактором 4 (tp) регулятором 17, соот15 ношение расходов природного газа и воздуха в камеру 3 сгорания - регулятором 18 и температуру очищенного газа после реактора 4 (t) - регулятором 19,
Результаты этих опытов представлены в табл.2.
20
30
Из табл.2 видно, что предлагаемый способ регулирования позволяет при природного газа в реактор (через сме- 25 температурах зажигания ка- ситель 2 и камеру 3 сгорания). Еслитализатора поддерживать 1 асход природного газа в реактор на оптимальном уровне, при котором объемная доля монооксида углерода не выходит за пределы от 0,03 до 0,06%, а объемная доля оксидов азота - за пределы от 0,003 до 0,005%.
Средняя объемная доля оксидов азота составила 0,004%, средняя объемная доля монооксидов углерода - 35 0,05%, выброс моНооксидов углерода в атмосферу - 35 кг/ч; средний сум- марний расход природного газа в камеру сгорания и реактор составил 1415 им /ч,а удельный расход природного газа - 98,2 нм /т азотной кислоты в пересчете на 100%-ную НКОз Сопоставление этих данных с данразность температур выше 10 С, управляющее воздействие на исполнительный механизм изменяют от направления увеличения расхода природного газа в реактор,
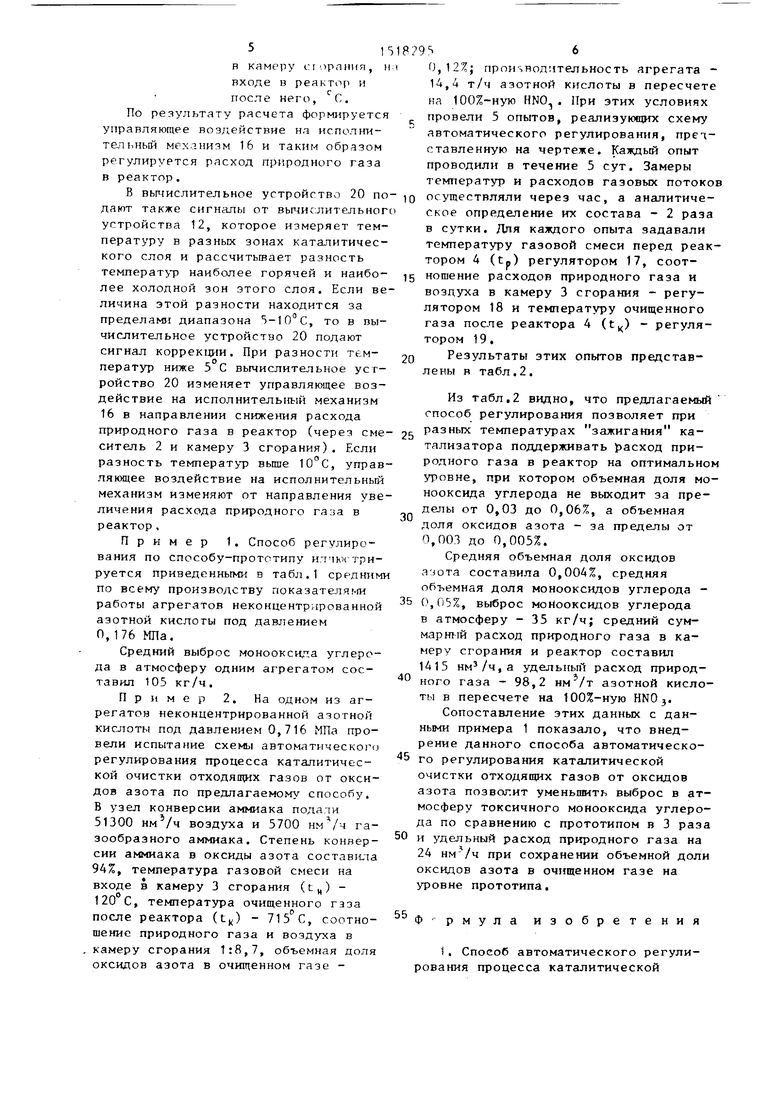
Пример 1. Способ регулирования по способу-прототипу ( три- руется приведенными в табл.1 средними по всему производству показателяг-(и работы агрегатов неконцентрированной азотной кислоты под давлением 0,176 МПа.
Средний выброс монооксида углерода в атмосферу одним агрегатом составил 105 кг/ч.
Пример 2. На одном из агрегатов неконцёнтрнрованной азотной кислоты под давлением 0,716 МПа провели испытание схемы автоматического регулирования процесса каталитической очистки отходящих газов от оксидов азота по предлагаемому способу. В узел конверсии аммиака подали 51300 нм /ч воздуха и 5700 га40
ными примера 1 показало, что внедрение данного способа автоматическо- 5 го регулирования каталитической очистки отходящих газов от оксидов азота позво1г:ит уменьшить выброс в атмосферу токсичного монооксида углерода по сравнению с прототипом в 3 раза
зообразного аммиака. Степень конвер- ° УДельный расход природного газа на
24 нм /ч при сохранении объемной доли оксидов азота в очищенном газе на уровне прототипа.
сии аммиака в оксиды азота составила 94%, температура газовой смеси на входе в камеру 3 сгорания (tц) - 120 С, температура очищенного гэза после реактора (t) - , соотношение природного газа и воздуха в камеру сгорания 1:8,7, объемная доля оксидов азота в очищенном газе
0,12%; производительность агрегата - 14,4 т/ч азотной кислоты в пересчете на 100%-ную HNO. При этих условиях
провели 5 опытов, реалиэукщих схему автоматического регулирования, npei- ставленную на чертеже. Каждый опыт проводили в течение 5 сут. Замеры температур и расходов газовых потоков осуществляли через час, а аналитическое определение их состава - 2 раза в сутки. Для каждого опыта задавали температуру газовой смеси перед реактором 4 (tp) регулятором 17, соотношение расходов природного газа и воздуха в камеру 3 сгорания - регулятором 18 и температуру очищенного газа после реактора 4 (t) - регулятором 19,
Результаты этих опытов представлены в табл.2.
30
35
40
ными примера 1 показало, что внедрение данного способа автоматическо- 5 го регулирования каталитической очистки отходящих газов от оксидов азота позво1г:ит уменьшить выброс в атмосферу токсичного монооксида углерода по сравнению с прототипом в 3 раза
УДельный расход природного газа на
24 нм /ч при сохранении объемной доли оксидов азота в очищенном газе на уровне прототипа.
55
Ф
рмула изобретения
1. Способ автоматического регулирования процесса каталитической
очистки отходяашх газов в производстве неконцентрированной азотной кислоты, заключающийся в регулировании расхода природного газа в реактор, температуры газовой смеси на входе в реактор изменением расхода природного газа в камеру сгорания реактора соотношения расходов природного газа и воздуха в камеру сгорания реактора изменением расхода воздуха, температуры очищенных газов на выходе реактора изменением расхода добавочног воздуха в узел абсорбции и измерением температуры газовой смеси на входе в камеру сгорания реактора, о т - личаюцийс.я тем, что, с целью снижения удельного расхода природного газа и уменьшения выбросов в атмосферу монооксида углерода, дополнительно измеряют максимальную разность температур в реакторе и ре0
5
0
гулируют расход природного гаял н реактор в зависимости от расходов природного газа и воздуха в камеру сгорания реактора, температур газовой смеси на входе в камеру сгорания реактора, на входе и выходе реактора и максимальной разности температур в реакторе.
2. Способ ПОП.1, отличающийся тем, что сравнивают измеренное значение максимальной разности температур с верхним и нижним предельными значениями и при достижении измеренным значением максимальной разности температур верхнего предельного значения увеличивают расход природного газа в реактор, а при достижении измеренным значением максимальной разности температур нижнего предельного значения уменьшают расход природного газа в реактор.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом каталитической очистки нитрозных газов в производстве неконцентрированной азотной кислоты | 1989 |
|
SU1680619A1 |
| Способ получения водорода из углеводородного сырья | 2016 |
|
RU2643542C1 |
| Способ получения водородсодержащего газа для производства метанола и устройство для его осуществления | 2016 |
|
RU2632846C1 |
| Установка для очистки отходящих газов в производстве азотной кислоты | 1989 |
|
SU1701356A1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ (ВАРИАНТЫ) И АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2009 |
|
RU2470856C2 |
| СПОСОБ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ ОТ ОКСИДОВ АЗОТА С ИСПОЛЬЗОВАНИЕМ АЛЮМОПАЛЛАДИЕВОГО КАТАЛИЗАТОРА | 2002 |
|
RU2242269C2 |
| Способ автоматического регулирования температурного режима реактора каталитической очистки хвостовых газов от окислов азота | 1987 |
|
SU1435532A1 |
| Способ управления процессом получения синтез-газа для малотоннажного производства метанола | 2017 |
|
RU2663432C1 |
| Способ очистки газов от оксидов азота | 1983 |
|
SU1142153A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ДЛЯ МАЛОТОННАЖНОГО ПРОИЗВОДСТВА МЕТАНОЛА | 2017 |
|
RU2685656C1 |
Изобретение относится к области автоматического управления технологическими процессами производства неконцентрированной азотной кислоты и может быть использовано в промышленности по производству минеральных удобрений и в химической промышленности. Целью изобретения является уменьшение расхода природного газа и снижение выбросов в атмосферу монооксида углерода. Способ предусматривает регулирование температуры газовой смеси на входе в реактор изменением расхода природного газа в камеру сгорания реактора, соотношения расходов природного газа и воздуха в камеру сгорания реактора изменением расхода воздуха, температуры очищенных газов на выходе реактора изменением расхода добавочного воздуха в узел абсорбции и регулирование расхода природного газа в реактор в зависимости от расхода природного газа и воздуха в камеру сгорания реактора, температур газовой смеси на входе в камеру сгорания реактора, на входе и выходе реактора и максимальной разности температур в реакторе. 1 з.п. ф-лы, 1 ил., 2 табл.
МесяцJ G, , J г,с Т °1 °
римечание
G - производительность агрегата, т/ч кислоты в пересчете на 100%-ную азотную кислоту; VP - средний удельный расход природного газа суммарно в камеру сгорания и реактор, нм /т (здесь и далее все расходы указаны в нм при 20 с и 101,325 кПа); степень конверсии аммиака и монооксида азота; N0. и N0 - объемная доля оксидов азота соответственно в отходящем газе до смесителя 2 и в очищенном газе после реактора, %; СО - объемная доля монооксида углерода в очищенном газе, %.
ек
к
Таблица 1
G P
ек
к
f At v, Ve,,c Vp JV.J NO; J
Примечание, ut
e. КС
Остальные условные обозначения указаны в табл.1
1518295
Таблица
c Vp JV.J NO; J
10 2
со
-разность температур наиболее горячей и наиболее холодной зон каталитического слоя, С;
-расход добавочного воздуха в узел абсорбции, нм /ч;
-расход воздуха в камеру сгорания, нм /ч.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Отделение компрессии, конверсии, абсорбции, каталитической очистки | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
