Фиг.
(Л
СП
со ;о
о
ел
К38М
От38М
Язобретеине относится к переработке по.шмерных материалов и может быть ис- п().1ьзовано для изготовления из них издели1( liOEibinienHOM прочности методом литья под давлением.
Це.1ь и.зобретения иоЕ ышение качества (млинок и снижение :)нергоемкости.
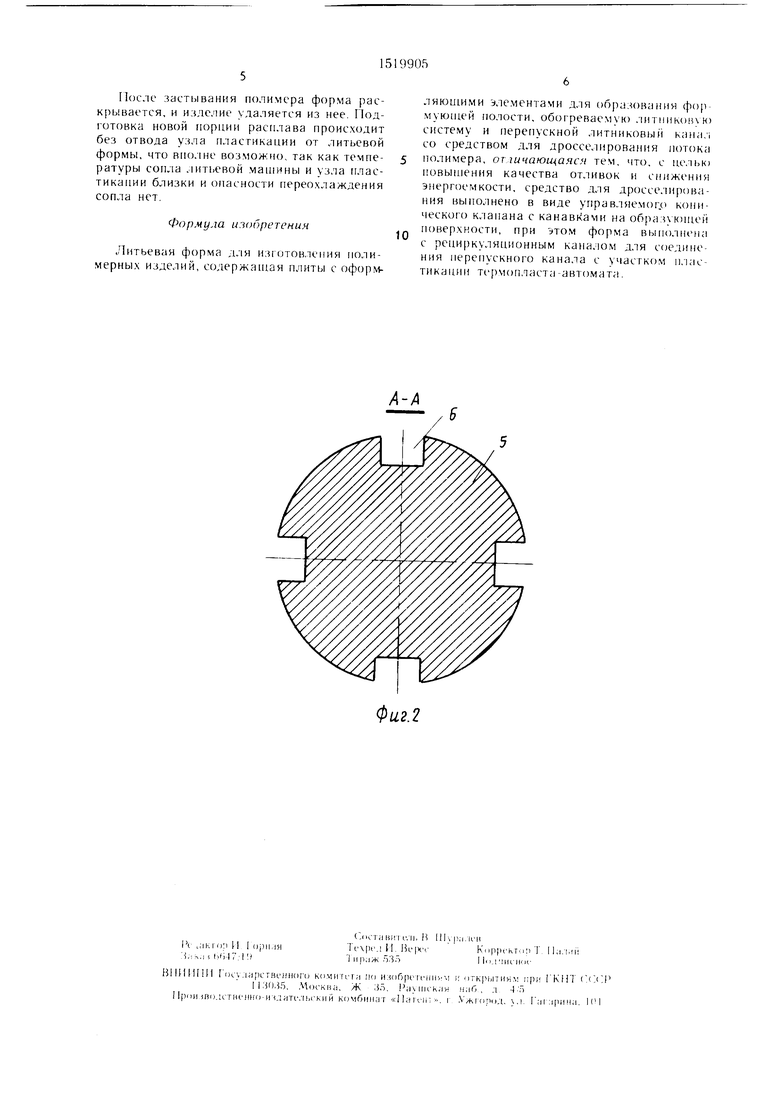
Па фиг. I ноказаиа иредлагае.мая литьевая форма, разрез; на фиг. 2 сечение А-А на (}1иг. I.
о 1ить( вая ( содержит нлиты 1 и 2 с о()орм.-|як)ищми .лемеитами д.1я образования (})ормую1иеГ| ио.пости. обогреваемую , iHi пиковую систему . 5 и иерепускной литии ко(;1лй канал 4 со средством д. 1Я др()ссе,1и- рования потока ио.шмера.
( редсгво д;1я дросселирования BIUIIO. исио в внде ,1яемог( конического кла папа 5 i капавками (i ио o6pa3yK)nieii по- вс|)хпости, п)п этом (fiopMa вы110,:|нена с ре- нирк.-1япио11ны м кар)алом 7 для соединс ния iicpiMiycKHoru капала 4 с участком f n.iacrn- каиии гермопласт-аш омата. Л.1я хиравле- иия K. iananoM 5 н)едусмот 1ен испо. 1Н1(тс.1ь- niiiii ме.хапизм 9, кот(.рый может быть связан 1. ;-)ВЛ. пи,1учак)Н1е11 сигпа, от да1чика 10 сосгояпия. pacn.iaEia ноли.мс ра.
enHfiK ляннон1И)1Й кана.1 7 вьп1О/1неп в П.1ИТС .inTHHKOBoii ciicicMbi и стенке мате- pi . |.П)Н on пи. 1Инд|)а тер МОП. iacT-автомата.
I lynи}la канавок подобрана так. чтобы I пдрав. Iпческое сопротивление, создава .мос зак|)Ы1Ым K.KiiiaiioM 5, удов. 1етворя,1о соо:1П)П|1 ПИЯМ
Л ;;;-:2-:5.
Нли/./ ,-/р;й
5
0
5
0
Выполнение ус. ювия ( 1 ) делает невозможным возникновение устойчивого теплового режима течения п{)и впрыске расплава, нри котором поверхностное охлаждение отливки компенсируется геи/юм, переносимым 1(локом |)асп,лава, 11)отскак)Н1им по сердцевине отливки. Рели бы лакой режим возник, то тепловое иоле в ол..линке было бы стацио- нариы.м .ло Исчерпания пластинированной литьевой маи1иной .юзы )асндава. Благодаря нып(хлненин) ус.ишия (2) ноток раснла- ва. протекающий через канавки (, в несколько ра.з npeiibiHiaer полчж .а счет нс днитки. f )езультате суммарпый )асход полимера сечепие от.ливки пезна чительно у.мень- 1пается по д,1ине а вьпианный им KOiHjeK- гивп1)1Й Л еп.лообмен ио нанран.лепин) течения . :ава и ())0)ме iu ipaiuinBae i тем П( ралл ) ЮГ ш.ле по .i. iMiie О1:1пвки, чрс пяп 1 вуя с- корг.чпому часлываьиш nci. |пмера в перекуск- по.м капа. 1C I. Поскп м.кх п)и подпиуке iac- хол П 1.л(мсра че|)с t .1 ил НИКОИ,; и Кана, в лил- ппкпнои . 1кеп капа ti к. i;i i;ina 5ближи По ве. ;ичи11(.-, ; о ;|сл .i ма iinc iio.in.MCpa в ли) - n;iK(iB(iM кана.ле Bi. ;i.;n и канавкач (i проис- ХО.ЛН1 прап1Пческп o.i ц, .:;|U u4in(i. Кроме го- 10. к.Lilian 5 па I )cii;ir i С iav iL |..i-.(, .иаходя- 1ПИМСЧ в |нми1)ку.Я|| П( (a. ie 7 (осо- бслпю, i l oi K.iai;;iii ольрмг). чл о также н р1Ч1Я п I п н-/кдс|1;ч м(Л1Н1. -.астыва i;i;ui ма p. iJii.i . I в к,ы Н|.а iiiиг. :.М . После ос1ывапп 1 по. I If Mt p; и IJMJP v ipniiMi нм. осл и Л I смпсра I у)|,1, при |(1М1р{)п он /кс )
ЗОСПрИИ ИМаС I . ipncn I :i ДМН) (.-: К ЪЛКса: || и jor I a i о Н( п . |п|..I)). к. ia п ,3 и ; i ii , мо|11ью Ml iio. || иге. П)11. о n;i i .ia : ол ь мл наелся. П черс . (| о)М Kjiuyio по. , и )С НПрК ., 1ЯI ,no..,; I .i;.,i 7 npoicKai ; ii.iioK pacn,;.ii;a
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к формующей гусенице для укладывания отформованных торфяных кирпичей в валики | 1939 |
|
SU61758A1 |
| Устройство для разгрузки натяжения и скручивания присоединительного шнура светильника | 1985 |
|
SU1339343A1 |
| Воздухораспределитель тормоза железнодорожного подвижного состава | 1985 |
|
SU1379161A1 |
| Трансформаторный регулятор напряжения | 1986 |
|
SU1415249A1 |
| Устройство для группирования предметов | 1981 |
|
SU979217A1 |
| Пресс-форма для изготовления изделий из пластмасс | 1986 |
|
SU1399147A1 |
| Многоместная пресс-форма для жидкой штамповки | 1983 |
|
SU1122414A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1348201A1 |
| Устройство для встроенного контроля логических блоков | 1986 |
|
SU1392569A1 |
| Способ изготовления термостойких камнелитых изделий | 1986 |
|
SU1530455A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий. Цель изобретения - повышение качества отливок и снижение энергоемкости. Средство для дросселирования потока расплава выполнено в виде управляемого конического клапана 5 с канавками на образующей поверхности, установленного в перепускном канале 4. Кроме того, форма выполнена с рециркуляционным каналом 7 для соединения перепускного канала 4 с участком пластикации термопласт-автомата. В процессе подачи расплава управление клапаном 5 осуществляется электронно-вычислительной машиной, в которую поступает сигнал от датчика состояния расплава. 2 ил.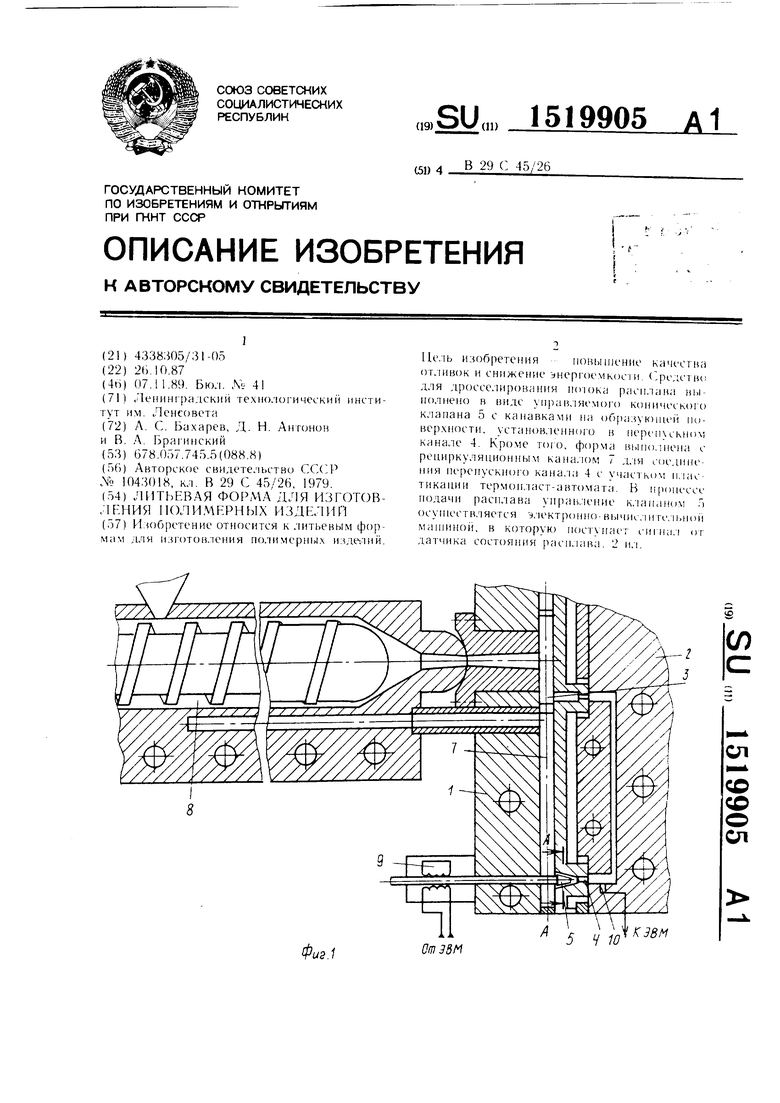
.,4
l oT7.|i( /. -/f.
.UH ienni . in
To. iHunia отливки;
температура расгьтава по. 1имера;
| емпе)атура застывания по,1им1 )а
1емие)атура (()ормы;
1 см nei a iApo проводимость|iacп. 1ава;
д. Н1па от:1ивки;
пшрипа от.чивки;
обьем (П.ливки;
к(Гч()(Ьиние||Т пб ьеммого тем|1е)а 1 рного распи1рен11Я .((.
форма раоотает слс.чук)НЛ1м
Узе. | п. 1астикапи11 , 1итье ой мап1ииы г отав.ливает порцию расп.лава и ви)ыски- ваюг ее в формуи)Н1ук) по,1ость, при K.ianan 5 зак)ыт и переток расплава в ре- пирк ляниопиьи каиа.л 7 осуиич твляется To.ibKo че)с( 1Я)1Но, 1ненные в к.лапане 5 канавки (), с();(дак)1нне необходимое. коис чное сппротин, 1сние :1акры1 ого к.лапаиа (кланан ПС до. по. июстью перекр1)1вать Kaiia,i|.
0
0
ь
ini. iiiMc-jKi, |5|Л ibi naioiiui и o Jiii I I a 111 Ml
В 01,1)|ЧИс )l I ilirr : IH;: I , IcX Л И 4CrKo: O р(л:1г||11Я, KOI да ;),и л :. 11 я irdijJiiia ь
I II I-;, ЧЧПК Л)К CC. I) i , .-OliU l о i. l р1;ЙСЛ )a
v iUMi ii Чсчпем пгр л1ада дав.лснпя и псчп - п Ч кпом ка|-а,лс, в iinc.i. lai ijioj)Me K.ia- ча.ч |1т;.м,|В,чется ( меиы ;ая i ui;p(M H н. icniie ) lljjii .1)сч||/(ч( ПЧ П максг 1 м,1 д,ч11.ич1пи ii чс-р.еIIvi. Kilo i Ki iui. le.
П|)И НСобхоДИ.МОС I и можно П Я|ВОД|(ЛЬ ПОI||) о|)И(Ч I а кию По. inNU |)a, пе|1ск)ывая к.лапан 5 д.ля ох.ла/к.лепия очередпо|о сч юя ма I I piia. ia по сеч(.Ч1ин) (П.швки и чагем, ол - крывая его л, ; я со.(Дании оршчпапни ociiiiii- ii его с,111Я. И м,1гер1 а.ч прч 1и)) ся |;ыс Жопро1П{ЫЙ (--с,лой.
l :; 4i. ;an, IK.ICTX naioinnii н оГл.п рсваемып |Ч i;iipK . :я|1по1|П1,1Й к а па.л. liaKaii, шваегся
II1И. I (1МВ|)а1|1ае1ся и ЗОНУ и1Г )узки участка ii. I икании. Да.кч- к.лапап 5 1К -рекр1)1- с.аюл, п 1П), 1пмерпьп 1 мате|)иа,л се().1иевпны оч.ппжп зас1ыв:;е1 и ч-.;(|;иях ма.1Ых дс фо|)- маппи. оПразуя . la; . ичп .а i| c. ioii. П..-анпо р(1Л. nip V. HOMoiuMo Ml n(j. iHiiie,n.HOi о .меха- ннзма Ч расход no.)a через рсцирк.ля- unoHiiiiiii канал 7, -n/.+ iio .,.:i; ;ii-| 1,ся n.a)) iiep o;. а одного c.iovi и дг хгой.
После застывания полимера форма раскрывается, и изделие удаляется из нее. Подготовка новой порции расплава происходит без отвода узла пластикации от литьевой формы, что вполне возможно, так как температуры сопла лит1)евой машины и узла пластикации близки и опасности переохлаждения сопла нет.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая плиты с оформ
ляюшими элементами для образования формующей полости, обогреваемую , ппникоихю систему и перепускной литниковы) капа,- со средством для дросселирования потока полимера, отличающаяся тем, что, с целью повышения качества отливок и снижения энергоемкости, средство для дроссе, ирова- ния выполнено в виде управляемого конического кланана с канавками на образуюпкм п(.)верхности, при этом форма выцо, 1нена с рециркуляционным каналом для соединения перепускного канала с учасгком пластикации те)мопласта -автомата.
А-А
Фиг.2
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Солесос | 1922 |
|
SU29A1 |
