1:и)брете11ие относится к литейному нроi.ii ;uTHy, л частности к штамповке жидкосо uMa.i.ia.
Известна м 1О1о 1естная пресс-форма д.1я гл1-;дкон 1итам 1овки норшяей .1ей внут(Н.чного С14), в которой рабочие 1 олости ;а:(ле.:1сиы одна от другой 1ерем1)1чками и не cooOHiaiOTCH между ccjooii. 11о)ции расli.iaiia заливают н отдельные но.юсти, и при опускании нуансон(лз происходит формооб)азование и прессование отливок 1.
Недостатком пресс-формы является получение качественной отливки в одной нолости, что связано с не1очностыо дозирования. Остальные отливки и.ш оформляются из-за недостатка металла, или получаются пораженными дефектами газоусадочtiO i) характера.
Наиболее близким по те.хнической суп;iiociM к изобретению является многоместная п|хчч:-(}н)рма для Н1тамповки жидкого металла, содержащая матрицу с гнездами, раздс.1енн1 1ми вставка.ми, и 6;ioK пуансонов, р, торцах вставок выполнены переливные кана.1ы, соедин,яю1цие смежные нолости мат1)ицы 2|.
Основным недостатком известной формы является то, что в завершающий момент 4)ормообразования не обеспечивается одинаковый уровень расплава по всему пери.метру тонкостенных отливок, например поршней с то,1ишной стенки 1,5 3,0 мм, из-за в| 1сокой скорости их затвердевания. Кроме того, П1)п изго1Ч)Влении отливок в известной пресс-форме необходимо введе} ие дополнительной операции механической обработки разрезки блока отливок и в ряде случаев, например обработке на автоматических линиях, последующей зачистки каждой от,1ивки. Недостатком также является необходимость раздельного заполнения гнезд пресс-(})о)мы расплавом.
Цель изобретения повышение качества отливок и коэффициента использования метал.та.
Постав-тенная цель достигается тем, что к многоместной пресс-форме жидкой штамповки преимущественно поршней, содержа цей матрицу с рабочими полостями, разде, енными вставка.ми, и пуансоны, вставки установлены с возможностью перемещения в вертикальном направлении.
}3 момент заливки формы они находятся в нижнем положении и обеспечивают одинаковыи vpC)Beiiij )aci;;i : з. н |;;:()()чил пс; лостях. Нрн движении liC Xiiitx ii imciinnv. вниз вставки пс днимаклi-и вверх и ра(де.я ют ПО.10СТИ до начала ф ;рм)()5р;: отливок.
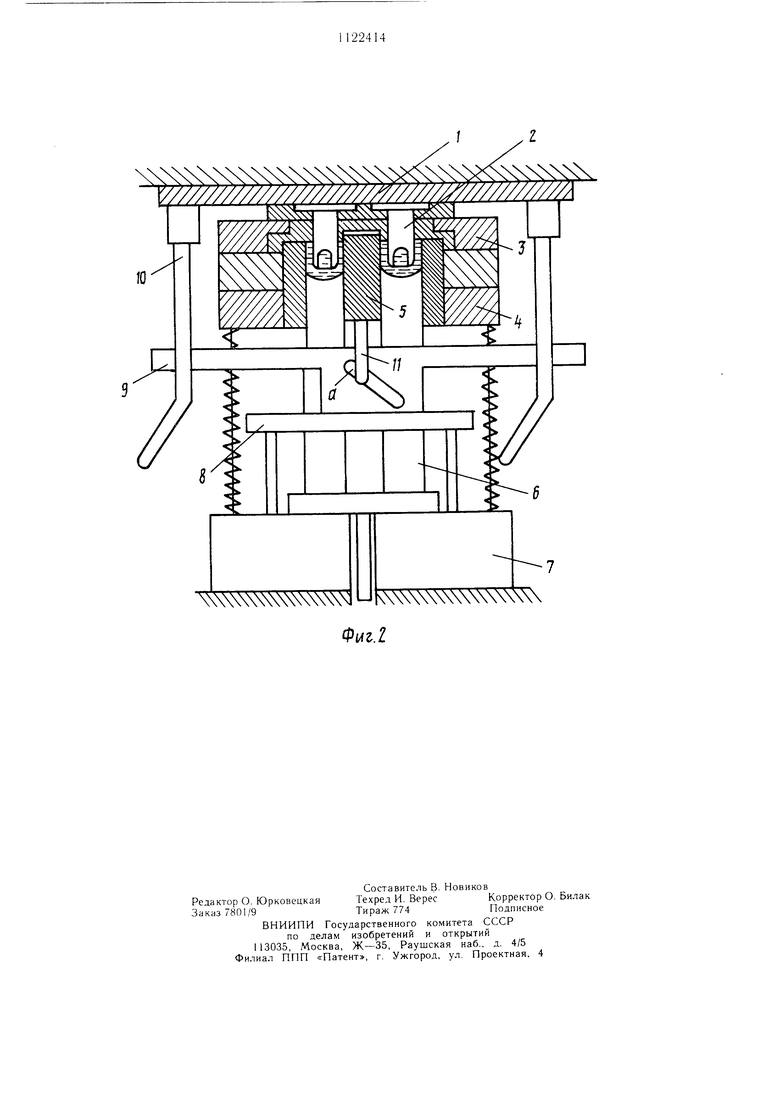
Ыа фи1 i показана шачс ф{;|)м;; к исходном 11().;|ожении после з,1,:1иг.ки pacii.iaH;i, на фиг. 2 то же, в раб 1чсм чо.-ожении, в момент прессования.
Пресс-форма содержа liepxHK.iH.i iijiH гх i. блок BepxiiHX пуансоно -, 2. н.чигу 3 . ноднружиненную матрицу 4 с к движной вставкой 5, блок нижних in-ancoHoii 6, он-iрающихся на н.читу 7 оо эвапия, 1 аправляющую нлиту 8, ползу1: L yiTaHOB,ieHHi.JH с возможностью перемещения чо нлнте с по мощью тяг 10. Вставка 5 снязана с ii.s.зуном 9 посредством тяги модеисчтзуе с наклонным
:.«)м а
не 9.
11ресс-(( );.6()1 ;лра.зом.
В нрсД аритс.и,И|.1 pai ixp-i. и раз()Г)е1 УК) .viiiorinieci-i. ливают жидкий мста.,:. : Ь чается npecconaiiiic. верх; я нер.хних пуансопо 5 2 .чгл:-.)
вниз. I 1|)И IOM ДНИЖСЛ 11
П1ают нолзун 9 по :ian);i3, ч1Ч) приводит к 11ол1 ..м i:i за счет перемещения . пазу а. Вставка 5 |;а.)лелзет рабочие i:-;iлости до смыкания ;атри1и 1 4 с п. 3 сьема и б.током верхних . нсоног; 2, noc.ie чего объем расплава оказы) .:5ется )а зно.мерно распределенным но i :че/:Да ма ри;11.| 4 {)лок нижних liyaiicono :j и i,:im;i 7 ос1И)вапия остаются при угом нп1 ;движным.и.
Жидкий мета;1л. нах(1ЛЯ:Ций;-, в от;ильных полостях матрицы 4, иол дсйс гвиеи нуансонов переме цаетс - ине1)., офос)мляя отливку. После окончашн ||)()бразования отливок начинается их у лотнеи.чс в прс.цессе кристаллизации, ,г г:)аник);цее (изоусадочные дефекты. Но око чании кристал.шзации извлекается блох пуачсоь:1)н 2 из .матрицы 4, и нроизв(.1Д. (ье;-. отл-инок с пуансонов плитой 3 сьем;
Изобретение иозволяе мспьп 1г;ь расход жидко1о метал,.1а на .Л1т)1иковую систем-,, повысить раБноме)ность стр-жтуры и сво.кств отливок, но.чучае.мых в )аз, 1:ол()ст«ч гфесс-форм, С11изить ,)дскмкскль обрубк.и и зачистки отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| Пресс-форма для штамповки из жидкого металла тонкостенных отливок | 1984 |
|
SU1294469A1 |
| Пресс-форма для штамповки жидкого металла | 1985 |
|
SU1338970A1 |
| Способ штамповки из жидкого металла и устройство для его осуществления | 1990 |
|
SU1838043A3 |
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1331654A1 |
| Многогнездная пресс-форма для штам-пОВКи из жидКОгО МЕТАллА | 1979 |
|
SU806249A1 |
| Способ получения армированных отливок жидкой штамповкой | 1986 |
|
SU1397167A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |
НС)ГС)1-;(;ТНАЯ 11Р..-ФОР.Л Л;1Я жилкой 111ТАЛ ПОНКИ иреимуuiecrBfiiiH) iKjpiiiHOH, содс)жа1иая матрицу с p;t6()iuiMH 11О.10СТЯМИ, рач;и 1енп1 1ми m-rai Kav.n. и пуансоны, отличающаяся it ;. чю, с Ц1.1ЬК) повышения качества OT.IUHOK и K IHJ- фиии11;а ис ОЛ1к ования мета.ыа. :i. а,ки уСТаИ(.. с ВиЧ 10Ж11()СТ1.К) IHlUMl ,|е:; Я Р.ерт HKa;ii)HoM направлении. I л. iW/ ijjm iC- «4«.. КАИ. ЫМ
| i | |||
| Способ получения метилизокофеина | 1957 |
|
SU113706A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многогнездная пресс-форма для штам-пОВКи из жидКОгО МЕТАллА | 1979 |
|
SU806249A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
