TCMi..i(i(Ki(). iHiuinH iiui (1 (.моя, ал, 1и;ии1И 1, отжиге и охлаждении.
Пример. Расплан лригогаилниают ьо вращающейся илавилыкги иечи, футерииан- ной хромома нези ioiiiiiM кирпичом из шихты, состоящей из 45% доменного шлака, 5% мартеновского шлака и 50% rpaiiin HOi d отсева, занижают его в сборно-)азборны11 металлический кокн, 1ь, сосгоящий нз стационарного водоохлаждаемо о бака и неводо- охлаждаемы.х раскрынак)ни1хся CTBOJWK д.1Я формирования BiieiHiieii (|ерапоч1 й) поверхности лотка и боковых новерхнос ей н)ипы- ли, установленны гак, чтобы iipuoi r n,, находящаяся нри :)ксн,;уатацнн ,|отка в ниж:- ней его час 1 и. находилась к ие1)ней час ти, на поверхность , асн,1аиа после об|)а- зования нанося 1 i ен. юнзоляц.кпшый с, 1ой 111 какова голнинии ) ,)() мин, выдерживаюг в течение 40 tiO с. удаляют тен. 1оизо;1янионный слой. ра.кТнваю корк .. в местах. .1И15ак)Т расн.чавом обра- зовавнпдося iio/ioc ib, наносят чем.юизоля- luioHHbiii слой, вь1дсрживак)т огливкч в к - KH. ie в течение 4 () мин, после чего разбирают KOKH/II.., устанав.. 1ниак)т oi IHBKV в том же но.южеиии в криста.ллизаннон но-отжиг()вук нечь гуннельного ;iiiiia при температуре иечпого пространства li зочс расн(), 1оже1щя |)абоче11 чаети лотка ()80 (, а в tone 1аспо,1ожения ,1ли за счет сводо|5ых lopiMoK 900 920 С., уда.пякм тегг юн.зо. 1Ян:и)НН1)11 слой, 1 ыде|1жии.;1и; i; iToii тем нератч i H(iii (оие в гечеине oil 40 мин, Hai peiuiioT шло от. ;ивк до I eMiit - (1ату)ы ал,1иза11ии 90 920 С., выдерживают в гечсннс i,8-2,0 ч, ох, la. K.uiH;: .Ц) 740 ()80 С, со скоросгыо iSd ПК) град/ .;. В11|держииаи)г и к-ченнс 50 40 uiii пх. ;аж дают до 100 (, со cKopoc i ью 100 loO град/ч.
Каменное лн-:ье имес 1 следующий хнмг;- ческпй состав. ;,. SiOj 50,1; А1-) 10,8, Fe-C), 3,Н; (.аО 21,5; .МцО 9,:5, () л,2, Cr..Oi
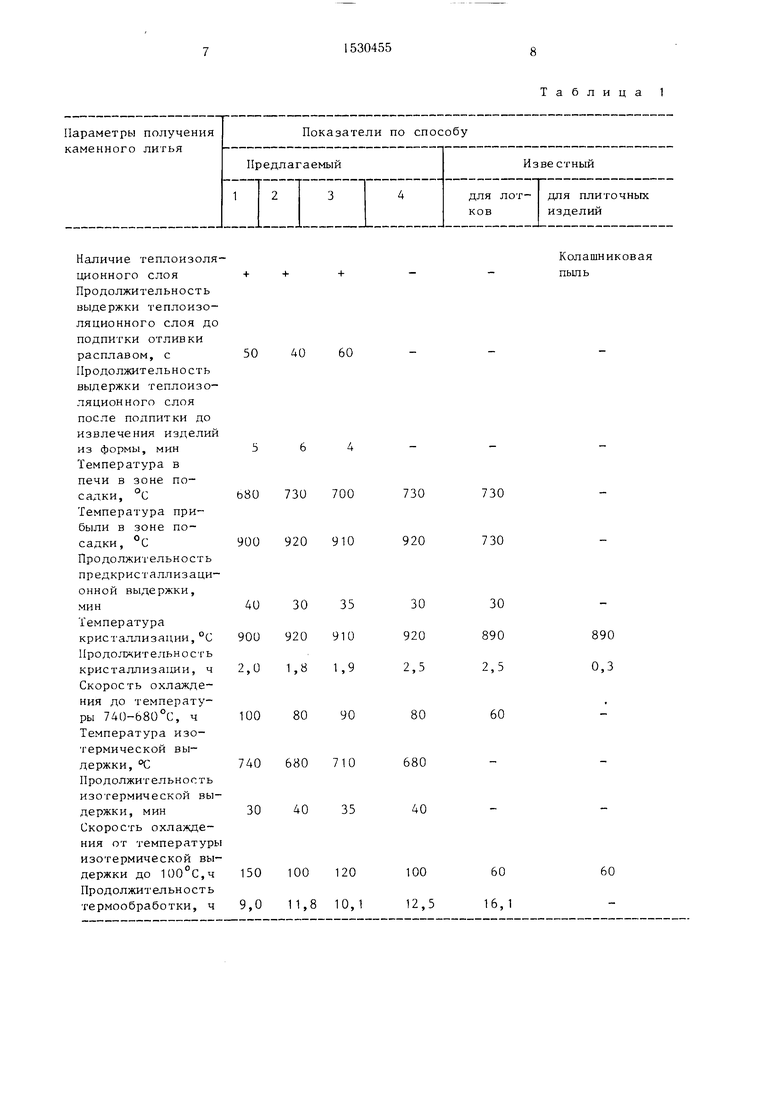
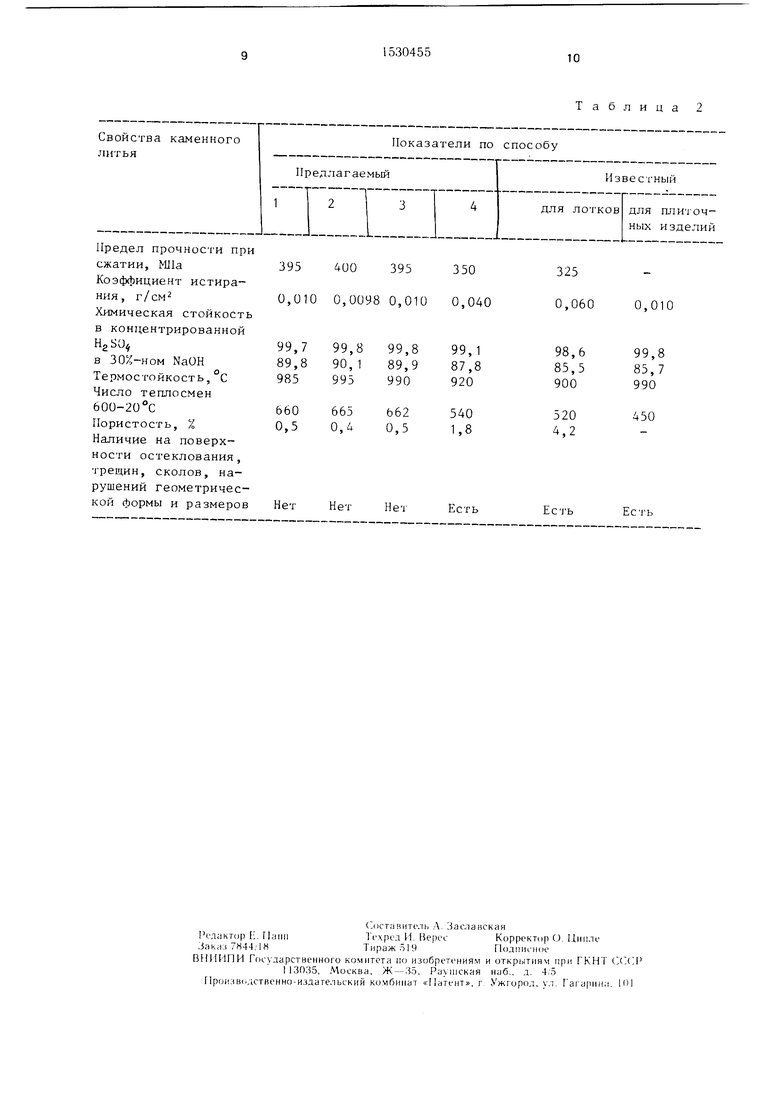
Режимы и 111)141в. лотков ..i ii. ocHotiHbie I BDJiciiia нршн ден) в 1абл. и :
Ла, 1нвка расл 1ава к itu)p. с водя ны.м ох,1аж;1ен игм laOoMeii новерлнс-с i н а:;- делия и с ii(j,iocibi() д..1я оора «inaniiii прибыли снособствхе iioBbiiHeiiHio i;KO|u)c- ти з)ложення фо|П11)1 н обеснеченик ио,П1 )- ты ее заиолнения, а гакже приводит к выв1)ду газов1 1х |узырей н раковин при разливке расплава, повышая тем плотность (mciL iaBa, а с,1едовате,:1Ы10, и ог- , 1ивки, что в.К чет за собой iKiBi)iiiu H K ocnoBHi)ix : кс11ЛyaTaiuioHHbix CBOI ICTB.
Покрытие (ПК)ьгг()й новерхнос I li laui/ia ва (л, 1ивки I еп/юизо, 1Яцио11Н1 1м с.ил м обсс- нечиваег само|1одо|-)ев расп, 1ава в 11|)ибыли и замед,1яе1 его sa вердеваннс в ней. Ог. 1ивка затвердс вас V поверхностей, KoinaK- тнрующнч е ieia,|лическ(Л1 фо}пил1, с об- раз(Л анием n. ioriioii с гек,1янн(111 коркн, нр .- нятствуюнте де(||орм ированию лливки
0
-.
0
5
0
5
0
.1але11И11 1.м. из (. Б..)я рачо- |)е1()му расплаву в прибыли происходит на111)авл(М11ик- за гве)дсванне по поверхности отливки снизу вверх е постоянной нодниткой фронта затве)левания расплавом, постоянно )1аходя1Т1имся сверху. При таком постепенном затвердевании корка образуется без трещин, поскольку уеадка при затвер- деваинн комненсируется опусканием уровня .а..1итого расгмава до образования корки lia его поверхности, а после образования коркипояв,тением раковинь тюд той
коркой, которую через 40 60 с запо.лпяют новой норнией раенлава через отверстия, пробив;1емь е в корке. В резу;11 гате об- кг уен я ||лотт1ан от, 1ивка, сос-1-оя1Т1, из стеклян 1от1 корки (обо.лочкк ), зан(), 1ненной (;ас1Г1авом, Оптимальное время обрачона- iai4.)ii огливки в К1.)Киле С(клав, |яет -1 () миг:.
),1агодаря Teii, ion3o..i«ia-i(jTiH(niy слок) на iii;Be|)xiiocTi приб)1, 1и и втялержке ее в тег)- .(И1 нечн iipti 900 92() Ч от моме(гта посадки oT. HiiiKn в нечь до завершения стадии к|)иста.длизации, paciT. iaB в н|1ибь - Л1 зак1)Ис 1а,.1ЛТ1зовывается в 1тос. 1еднкж оче |Ч ДЬ и постоянно 1 одиитывает ф|)онт h pnc I ал, 1нзании, перемещающийся (п ии.ча от,1ивкн luu px из-за наличия )азности тем- i epa iN p прибыли (900 920( Л и низа oi- 1ИВКН 1()80 7ЛО- С).
Oi. iHBKy вь1де)живаЮ1 в нача.-|е при i:80 7. i()(, д;1Я предк)иста,)пного л|роч11сння стек,1янной корки с щмью нре- .1(.гвращения дефо 1мирования ее при noc, ie- |уюп:.ем паг()ева11ии до темнс ратургл крис- la.MinaiTiiH 900 920 Ч:.
Р)|де)жка при 900 920 ( в течение 1.8 2.0 ч обеспечивает пол}1ун) чак)11с- галли . Miainioc Tb кру н ногаба pnTHwii от, 1пвки (с-1ек,:|янно1т и чаклк)41. пног(; н ней ;.5асп 1ава) п и от1 р.мический (1 1Ж1и oj .iiiiEiKH, что по.)В1), 1яе т охлажда ть ее с 6o, ibnii ii , K(jpocii)K) 80 100 град/ч до .ч л1е)ату)Ы |1е)ехода сте1. 1офа.ы в упругую вязкую об- iacTi (740 О80 (;).
П.юп рчически отжит при - iioii TeMiit pa I ре в течент1е 30 40 мин .. 1яет с трачить опасный температ рп Ы11 гра- днеп 1 в переходной темнера турной области вячкоунругих свойств остаточпогч.1 стс К- ла, 11редот1 ра ить вочп1 кпове11Т1к (, 11аетИ)1Х остаточн1)1х нанряженит в чакрис та,;Г1нз )- luiiuioii стек, 1янно11 корке от;|ивки, что ноз- о. 1яет почти вдвое увс пмшть скорость пос, 1едуюнтего ох,1аждепт1Я до те пературы В1) :емки пзде, 1ия из печи.
П)и выдержке отливки с тенлот13о, 1Н1ТИ Л1- пым с. Юсм менее 40 е не тцюиеходит по, 1Ш.;й процесс темпе)атурт1ой усадкт рас плава. )вождаюн 1ейся образованием в прибы. 1и газовой по, 1оети, Вь;держка 6o;iee iiO с а иводп т к нерапиональн лму уве- . 1нчеппю продолжительности Т1икла (()0)мо- г;а11ия, так как к этому времени -/гот
процесс усадки практически завершается, и к переохлаждению расплава в прибы.ми.
Выдержка отливки в кокиле после за- ие)И1е11ИЯ формования менее 4 мин не обес- почивает образование плотной стеклянной ко(жи, coxpaHHKJiueii ioc;ie разборки коки- .1Я геометрическую форму и размеры из- де;1ия. Мри выдержке более 6 мин стек- . 1янная корка будет излишне то/ютой, чт(; повлечет в последующем увеличение прод(л:1жите.; ьностп nptniecca ее кристалли зации.
При усгановке отливки в печь, нагретую ниже ti8()(, происходиг нерациониль- ное увеличение продолжигельности выдержки, необходимой д,1Я структурного упорядочения стекло((1азы. так как она ниже 6й()( находится в упругом состоянии, а при температуре вьппе 73()С прО11Сходит деформирование отливки из за размягчения стек/юфазы.
Выдержка прибыли в начальной зоне печи при температуре ниже 9004 не обеспечивает воз ожность подпитки pacn.iaeoM, находящимся и прибы,1И кристаллизук) ся с, 1оев опивки. Выдержка вып1е 92(1(; приводит к нерапиона;|ьным знер;озатратам и оп;1ав.теник) прибили.
Вь1держка ()т;|ивки при 680 менее 30 мип не обеспечивает структурное упорядочение стек/юфазы, более 40 мин нриводит к нерациональному иеличепик) продолжительности процесса и, с.1едова тельно, к уве..1ичешш) энергозатрат.
11)и п()оведе1П1и к|)истал,1изации при тем- 11ерату|)е ниже 9(H.i (.; не обеспечивается по. шота прохождения процесса и очень ве.личиваегся ею продо,1жительность, при те.мпера у;Н ibinie 920 С возм()жно oiLiaB- .1е){ие цзде.ппя ц искажение его ((юрмы и разме И)н. TOIO, уто приводит к iioubiineiinK) 5Hepi o3ai )ат.
1 1р()до. 1жите ibiioc гь к;)иета,л,лизации менее 1,8 ч не обеспечивает полноты крис- тал. 1и.1апии и из())1ического отжига. Про- до,1ЖИ1( 11)1И)сгь бо.лее 2 ч приводит к не- |)aциoнaл..нoмy у|имичецию цродо.чжите,)- )( гермообрабогки.
.(jcnj () аждения от температуры )иста.л,1изании до 740-6804 ниже
8(.1 1 рад/ч. а в ин rejMsa/ie от 74(.i- ,и 1004. ниже 100 град/ч приводит к нераии ;на, увеличению продолжите.ль- НОСТИ термообраОотки, BiiHne 100 li i 50 (ад/ч соотве1ственн ; к возникновению опасных темпера I у)ных пац 1яжений и появлению трешин.
HtrrcjiBa, тем11е) 740 680 {. соответствует переходу стекла данного сосгава из упругон.ластического в упруговязкое
еостоянне. При 1 |держке Bbi.iie /40 Ч, стеклофа за пластически де4н)рмп пется и при последующем ох.чаждении в ней вновь возникают критические остаточные напря- жеиня. При выдержке ниже (, стек.ло находится уже в упругом состоянии и не н оддаетс я рел а кса ни и.
Выдержка при 740 680( менее- ,50 мин
не завершает процесс ре,1аксации нанряжений, выдержка более 4() мин ириводиг
к нерациональному уве, 1иченик1 цродскчжительности термообработки.
Температура соответствует температуре вые.мки изделия из печи. Более высокая температура выемки не соот- 5 ветствует санитарным нормам работы цеха.
Пред,1агаемый способ позво.тяет получать крупногабаритные изделия сложной конфи- г рации типа лотков, отлпчаюнгиеся высокой плотностью, износостойкостью, термостойкостью, химической стойкостью, отсутствием поверхностных дефект.)в, а также ноз- воляет суш.ественно сократить 11родо,1жпте. 1ь- ность изго1ов,1ения за счет сокрап1ения продолжительности теплово11 обработки.
С
25
Формула iLionpC i сния
Слюсоб изготов,тенпя термостойких кам- нелитых изделий приготов,1епия расплава, разливки его в форму, нанесения на поверхность расп.чава теплоиз(),1яционного , слоя, выдержки, изв, 1еченля изде.лий из фо|).мы, кр11стал, 1пзании и отжига, «7- .ni iuющuncя тем, что,, с це,1ью |им(Ы111ения ,|уатационных характеристик к i у н по i а.i мерных изде.лий с.южной ко |4 игурании .iOTKcjB и сокрап1ения времени нх из отовления, раз,1ивк расп.чава ,.водят в форму с водяным охлаждение.м pa6o4eii поверхности изделия и с полост1 н д,1я образования нриб1)|, 1и но Bceii д,1ине и iintpi - не дн)1Н1а изделия, а тен,поизо, 1Я и1онный
с. юй выпо, шяк)т из мине)альной ваты и укладывают 11ос,те образования корки на 11ове|)хности прибыли, выдерживают 40 6(1 с удаляют тен.лопзо.ляциопны с.лой. разру- iiiaiOT корку с пос.ледуюшнм запо,лпением |аси,лавом образовавше11ся в)1рибы,лп по.лости, вторично накрьц5ают ,оизо,1яционным слоем, выдерживают в течение 4 6 мин, изв.лекают изделия из формы и устанавливают в нечь п)и ticSO в зоне нахождения рабочей части изде,1ия и 900 920( в зоне нахождения прибы.н, снимают
тец.юизо.ляционньп c.ioii, выдерживают н течение 30-40 мин, крисга.ллизч ют HJMI 900 920 Г. в течение 1,8-2,0 ч, отжигают до 740 680Ч: со скоростьк 80 100 град/ч, В1 |держивают 30 40 мин, а .laieM охлаждают до со скоростью 00 150 град, ч.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий из титановых сплавов | 1983 |
|
SU1108131A1 |
| Способ сфероидизирующей обработки полосового проката из углеродистых сталей | 1981 |
|
SU1052551A1 |
| Сырьевая смесь для изготовления теплоизоляционного огнеупорного материала | 1983 |
|
SU1124005A1 |
| Способ подготовки горячекатаного проката для изготовления высокопрочных крепежных стержневых изделий | 2019 |
|
RU2728153C1 |
| ВСПЕНИВАЮЩАЯ СМЕСЬ И СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2265582C2 |
| Способ термической обработки холоднодеформированных изделий | 1990 |
|
SU1749256A1 |
| Способ изготовления камнелитых изделий | 1976 |
|
SU614041A1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| Способ термической обработки изделий из сталей с повышенной устойчивостью переохлажденного аустенита | 1988 |
|
SU1733482A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННОГО БЛОЧНОГО ПЕНОСТЕКЛА | 2005 |
|
RU2290372C1 |
Изобретение относится к камнелитейному производству. Цель - повышение эксплуатационных характеристик крупноразмерных изделий сложной конфигурации типа лотков и сокращение времени их изготовления. Способ изготовления термостойких камнелитых изделий включает приготовление расплава, разливку его в форму, нанесение на поверхность расплава теплоизоляционного слоя, выдержку, извлечение изделий из формы, кристаллизацию и отжиг. Расплав разливают в форму с водяным охлаждением рабочей поверхности изделия и с полостью для образования прибыли по всей длине и ширине днища изделия. Теплоизоляционный слой, выполненный из минеральной ваты, укладывают после образования корки на поверхность прибыли, выдерживают 40 - 60 с, удаляют теплоизоляционный слой, разрушают корку с последующим заполнением расплавом образовавшейся в прибыли полости, вторично накрывают теплоизоляционным слоем, выдерживают в течение 4 - 6 мин, извлекают изделия из формы и устанавливают в печь при 680 - 730°С в зоне нахождения рабочей части изделия и 900 - 920°С в зоне нахождения прибыли, снимают теплоизоляционный слой, выдерживают в течение 30 - 40 мин, кристаллизуют при 740 - 680°С в течение 1,8 - 2 ч, отжигают до 740 - 680°С со скоростью 80 - 100 град/ч, выдерживают 30 - 40 мин, а затем охлаждают до 100°С со скоростью 100 - 150 град/ч. Полученные изделия имеют прочность 395 - 400 МПа, термостойкость 985 - 995°С, выдерживают 660 - 665 теплосмен при 600 - 20°С, характеризуются высокой химической износостойкостью. 2 табл.
50
Ь80
900
100
30
150 9,0
40
80
40
100 11,J
60
730 700
920 910
90
740 680 710
35
120 10,1
Колашниковая пыль
730
730
920
730
890 0,3
60
60 16, 1
60
395 400 395
0,010 0,0098 О,ОН
99,7 99,8 99,8
89,8 90,1 89,9 985 995 990
660 665 662
0,5 О,и 0,5 Нет Нет Неч
Таблица 2
325 0,060
0,010
98,6 85,5 900
520 4,2
99,8 85,7 990
450
Есть
Ec J b
Есть
| Способ изготовления фасонных камнелитых изделий | 1978 |
|
SU709365A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ получения термостойких камнелитых изделий | 1984 |
|
SU1201252A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
