ос
ее
ОС
4
г/
7 9
8
Изобретение относится к переработке пластмасс, в частности к пресс-формам для литья изделий с поднутрениями.
Цель изобретения - снижение трудоемкости изготовления пресс-формы и повьипе- ние ее надежности.
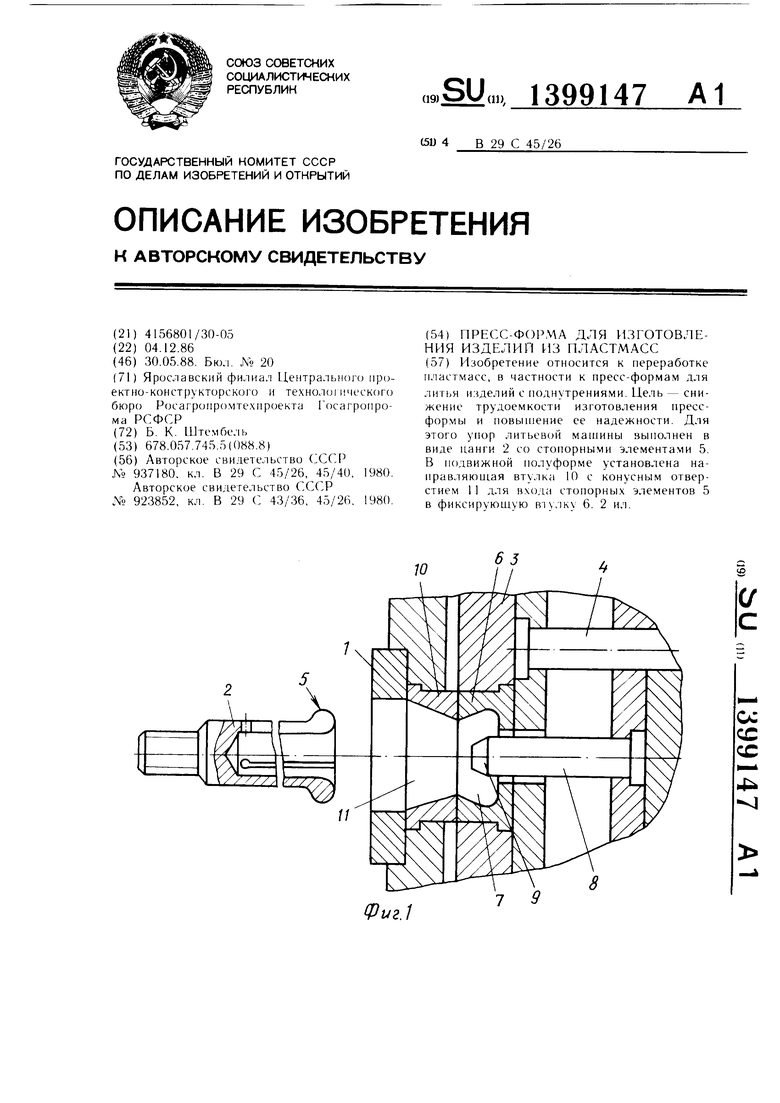
На фиг. 1 показана подвижная полуформа до выталкивания изделий; на фиг. 2- то же, после выталкивания изделий.
Пресс-форма содержит неподвижную (не показана) и подвижную полуформы. Перед подвижной полуформой установлен упор литьевой машины, выполненный в виде цанги и именуемый далее «ианга« 2. В подвижной по.чуформе 1 размеп1епы плиты 3 выталкивающей системы с выталкивателями 4 и установленный соосно цанге 2 узел фиксации выгалкиваюп1ей системы, включающий о:о1К)рпме элементы Г), шию; непные на конпа.х лепестков иан1и 2, pa.i- меп1енпую si n.iin .ix Л выта. Пчииаюнич -.. темы обойму 6 с конусным отверстием 7 и запирающий стекж нь (S с головкой 9. ду цанг(Ж 2 и. обой П1 п ушапов.чена с и(л- можностью KnHiani:: (ci |||р косновепия ) с последней напра1.1яюп1ая втулка И) с отверстием 11 Kiiii v L 1; Й iix ipMiji. причем больший диим(-т|1 :):огп viriH pc iия обращен к цанге 2. а мень,1НЙpaiieii ;1иамет 1у коHycHOi d ). тия 7 и обойме Ь.
Пре1Ч -ф ;)ма )аГ|отает c. ie,avK)nuiM чо- разом.
При раскрытии пресс-4юрмы подви/кная полуф(|;)ма 1 перемеп1ае1ся влеко и Bev(, - чает на своем пути цанг-у 2, ле1 ес|-ки которой со сгопормыми элементами 5 попалан)Т в конусное (лнерстие II Hanpa :iHK nieii втулки 10, г)бжимак)1ся ею и ,1ЯК)К в отверстие 7 оГ)оимы ti. При этом ние плит 3 1)Ы1 алкиваюшей систем Л прскр;; П1ается, а подвижная полуформа 1 п)одо i жает ne|ieMema 11)Ся, вьна.пкивая. И1,.;е,1ин Одновременно )ший сте)же1И. 8, на правляемый (о. юпкой 9. в.холит ч iiaiii y При смыкании наш и 2, взаимоде; - ствуя стопорными элементами о с nonc itx ностью отве)с|-цч 7 опоймы 6, ()ДЯ1 и. л ты 3 выталкивающей I licTeMbi D ис-ходиог .i ложение. причем laiin(Чаюший С 1ерже11ь препятствует iit |ic u4nenHK) (сведению) его норных элемемп)-; Г) к оси панги 2. К моменту. Koi ;ia Г|.1ита.1 3 вытал1 иваюшей системы остае К я .1ройги минима. и.иое расстояние, обус;1ои. Г |11ое точностью- и:(гогов 1епия взаимо;;ейс rHV o;;iiix э,леменгов v-. /ia фиксации, п()ьп1с: од)1 г «с.ход стопорпых эле- .ментов 5 с запи11ак,пцего стерж1,я 8 и голо- ки 9, а н.читы 3 иьгга.:|киваюшей cucrevi.; продолжают , 1цатьси а счег и ; i|l lдcй- cтвия yiipyio сжатых лепесткои папги 2 через стопор1П)1е элементы л с нопс1)хно- стью отве)стия 7 обоймы (i.
При движении плит 3 iu,ii,:i.,iMiH:iK) системы в чсходние положсм И.. koi;:a nooi
5
ма 6 упирается во втулку 10, а смыкание полуформ продолжается, стопорные элементы 5 перемещаются по поверхности отверстия 7 обоймы 6, цанга 2 сжимается и выводится из подвижной полуформы 1. При прохождении через конусное отверстие 11 направляющей втулки 10 цанга 2 разжимается и стопорные элементы 5 занимают ис- ходяное по. южение. После смыкания полуформ и впрыска полимера цикл работы
0 пресс-формы повторяется.
Использование предложенного технического решения позволяет снизить трудоем- кость) изготовления пресс-формы, так как для обеспечения полного возврата выталкивающей системы в исходное положение и падежной работы пресс-формы не требуется высокая точность изготовления и уста- элемс нтов узла фиксации выталкивающей системы. Повышается надежность пресс формы, так как стопорные элементы на ленестках цанги имеют бoльпJий кон- 1акт с по.юстью обоймы для стопорных эле- мснтои. что снижает их износ. Надежность 11|И сс 11()В1 1П1ается также в результате того, ч го износ стопорных элементов и oOoiiMbi компенсируется упругими свойствами цанги. Использование предложенного rovHii и ского решения позволяет, кроме того, iio. iy i,nb изделия с пазами или полостями С.10ЖНОН формы, выходяп1,имн одновременно на боког.у о и торцовую поверхности, без их да. .ui c iiii:eii доработки, при этом увеличиваю гс.: мс/ь: н монтные периоды и уменьша- югс я , С1 язанные с ремонтом пресс- формы.
0
5
0
Формула изобретения
5
0
5
5
П Ч сс-форма для изготовления изделий и ( п.астмасс, содержашая неподвижную и подвижную по.чуформы, упор литьевой ма- 11;;п:ы, установленный перед подвижной полуформой, размешенные в подвижной полу- форм; 1.. р.ыта.лкивающей системы с вы- I ;i;ii nii;n елями, узел фиксации выталкиваю- ией спчтсмы. установленный соосно с упором кг лд вой машины и включающий стопор 11,;г -j. ieMeMTbi, размеп;енную в плитах вы- i а ччиьачшн й системы обойму с отверстием 1.1Ч с1опо|)ных элементов и запирающий стер- .К1Л11, с голоБК(Л1, закреп,ленный в подвиж- liiHi часги (|)ормы, отличающаяся гем, что, с целью снижения трудоемкости изготовления iijiecc фору I.I и повышения ее надежности, упор литьевой маппшы выполнен в виде цанги со стопорными элементами на лепестках, при эт(jм в 1и) полуформе межд yncjpo.M литьевой машины и обоймой устанон.лена с 1И)зможпостью контакта с послел)1ей наиравляклцая втулка с конусным (/гверс гием, бо,л1..ший диаметр которого Г)браш.еп к упору .литьевой машины, а . ляаметр |чаве11 меньшему диаметру ) . eix-i ия .i. iH сго11о)ных элементов.
Фиг. 2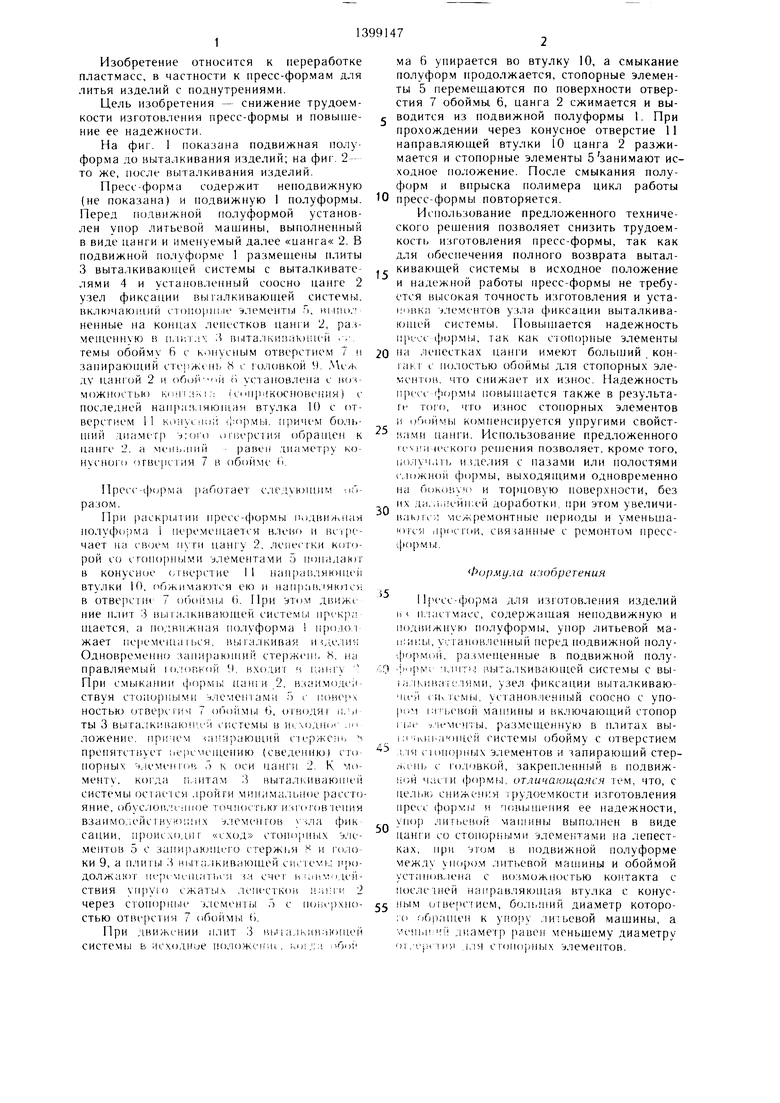
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1361002A1 |
| УСТРОЙСТВО для литья ИЗДЕЛИЙ из ТЕРЛ^ОРЕАКТИВНЫХ МАТЕРИАЛОВ НА ПРЕССЕ | 1966 |
|
SU180788A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
Изобретение относится к переработке пластмасс, в частности к пресс-формам для литья и.чделий с поднутрениями. Цель - снижение трудоемкости изготовления пресс- формы и повьипение ее надежности. Д,1я этого упор литьевой ма1пины выполнен в виде цанги 2 со стопорными элементами 5. В подвижной полуформе установлена направляющая втулка 10 с конусным отверстием I I для в.хода стопорных элементов 5 в фиксирующую втулку 6. 2 ил.