Изобретение относится к экструзи- онной переработке полимерных материалов, в том числе высоконаполненных, и может быть использовако в химической промышленности для получения гра- нулята и непрерывных профильных изделий .
Целью изобретения является повышение производительности устройства и надежности конструкции.
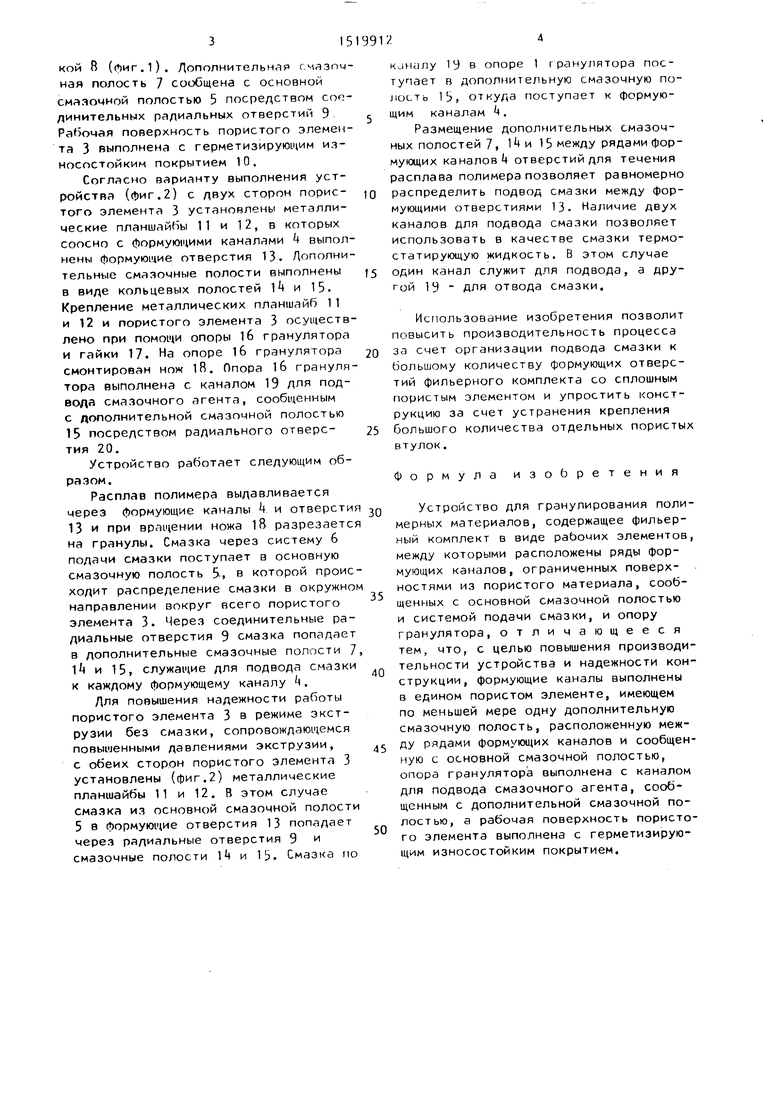
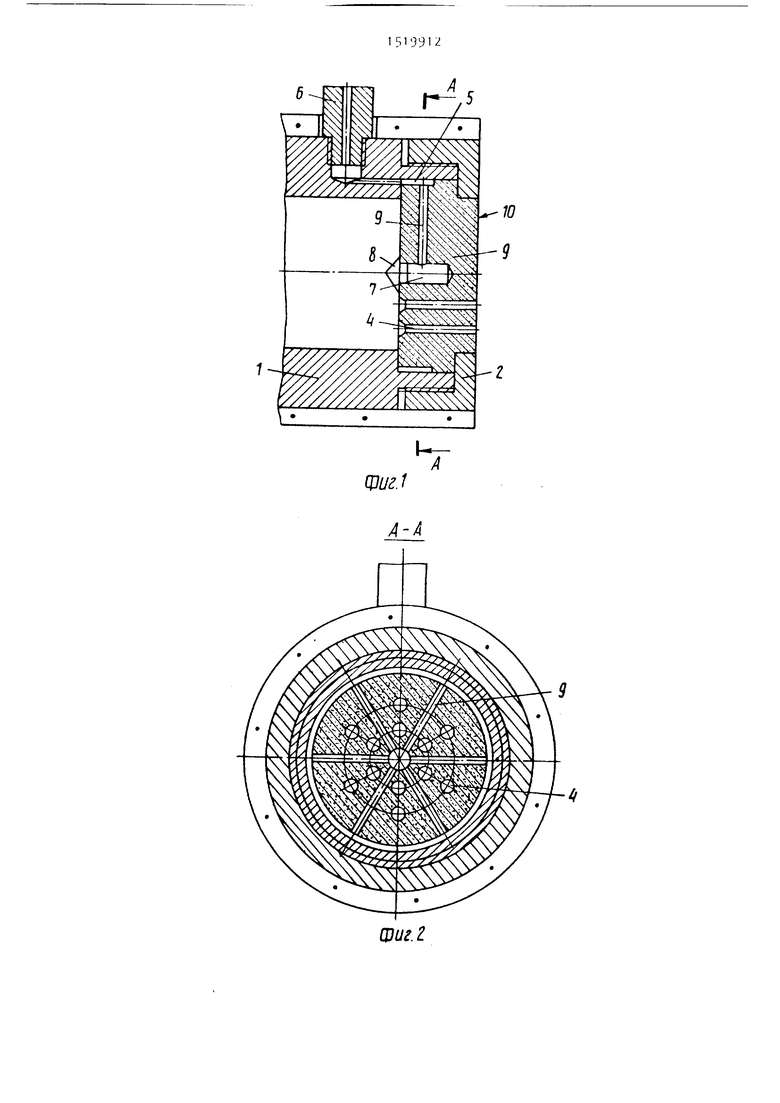
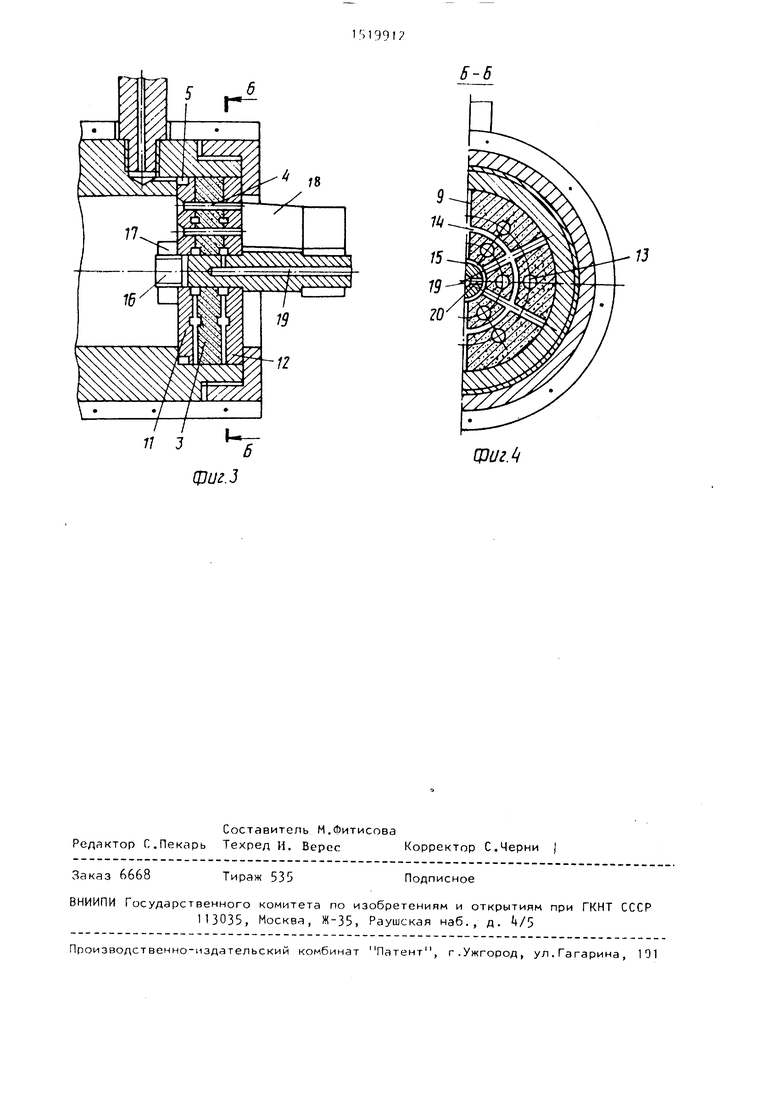
На фиг.1 изображено устройство, продольное сечение; на фиг.2 - разрез А-А на фиг.1; на фиг.З - устройство с каналом для подвода смазки, расположенным в опоре гранулятора, сечение; на фиг, - разрез Б-Б на фиг.З.
Устройство содержит фильерный комплект в виде двух рабочих элементов 1 и 2, между которыми установлен единый пористый элемент 3. В пористом элементе 3 выполнены ограниченные пористыми поверхностями ряды формующих каналов А, сооби|енных с основной смазочной полостью 5 и системой 6 подачи смазки. Единый пористый элемент 3 имеет по меньшей мере одну дополнительную смазочную полость 7 с заглуш ;о со
1ьо
кой В (фиг.1). Дополнительнар смазочная полость 7 сообщена с основной смдаочной полостью 5 посредством соединительных ралиальных отверстий 9 Рабочая поверхность пористого элемента 3 выполнена с герметизирующим износостойким покрытием 10.
Согласно варианту выполнения устройства (фиг. 2) с лву сторон пористого элемента 3 установлены металлические планшайбы П и 12, в которых соосно с формую|цими каналами выполнены формующие отверстия 13. Дополнительные смазочные полости выполнены в виде кольцевых полостей lA и 15. Крепление металлических планшайб 11 и 12 и пористого элемента 3 осуществлено при помощи опоры 1б гранулятора и гайки 17. На опоре 1б гранулятора смонтирован нож 18. Опора 1б гранулятора выполнена с каналом 19 для подводя смазочного агента, сообщенным с дополнительной смазочной полостью 15 посредством радиального отверстия 20.
Устройство работает следующим образом.
Расплав полимера выдавливается через формующие каналы k и отверсти 13 и при вращении ножа lB разрезаетс на гранулы. Смазка через систему 6 подачи смазки поступает в основную смазочную полость 5-, в которой происходит распределение смазки в окружно направлении вокруг всего пористого элемента 3. Через соединительные радиальные отверстия 9 смазка попадает в дополнительные смазочные полости 7 и 15, служащие для подвода смазки к каждому формующему каналу .
Для повышения надежности работы пористого элемента 3 в режиме экструзии без смазки, сопровождающемся повышенными давлениями экструзии, с обеих сторон пористого элемента 3 установлены (фиг.2) металлические планшайбы 11 и 12. В этом случае смазка из основной смазочной полости 5 в формующие отверстия 13 попадает через радиальные отверстия 9 и смазочные полости и 13. Смазка по
Каналу 19 в опоре 1 гранулятора поступает в дополнительную смазочную полость 15, откуда поступает к формую- щим каналам k,
Размещение дополнительных смазочных полостей 7 , 1 и 15 между рядами формующих каналов 4 отверстий для течения расплава полимера позволяет равномерно
распределить подвод смазки между формующими отверстиями 13. Наличие двух каналов для подвода смазки позволяет использовать в качестве смазки термо- статирующую жидкость. В этом случае
один канал служит для подвода, а другой 19 для отвода смазки.
Использование изобретения позволит повысить производительность процесса
за счет организации подвода смазки к большому количеству формующих отверстий фильерного комплекта со сплошным пористым элементом и упростить конструкцию за счет устранения крепления
большого количества отдельных пористых втулок.
Формула изобретения
Устройство для гранулирования полимерных материалов, содержащее фильер- ный комплект в виде рабочих элементов, между которыми расположены ряды формующих каналов, ограниченных поверхностями из пористого материала, сообщенных с основной смазочной полостью и системой подачи смазки, и опору гранулятора, отличающееся тем, что, с целью повышения производительности устройства и надежности конструкции, формующие каналы выполнены в едином пористом элементе, имеющем по меньшей мере одну дополнительную смазочную полость, расположенную межДУ рядами формующих каналов и сообщенную с основной смазочной полостью, опора гранулятора выполнена с каналом для подвода смазочного агента, сообщенным с дополнительной смазочной полостью, а рабочая поверхность пористого элемента выполнена с герметизирующим износостойким покрытием.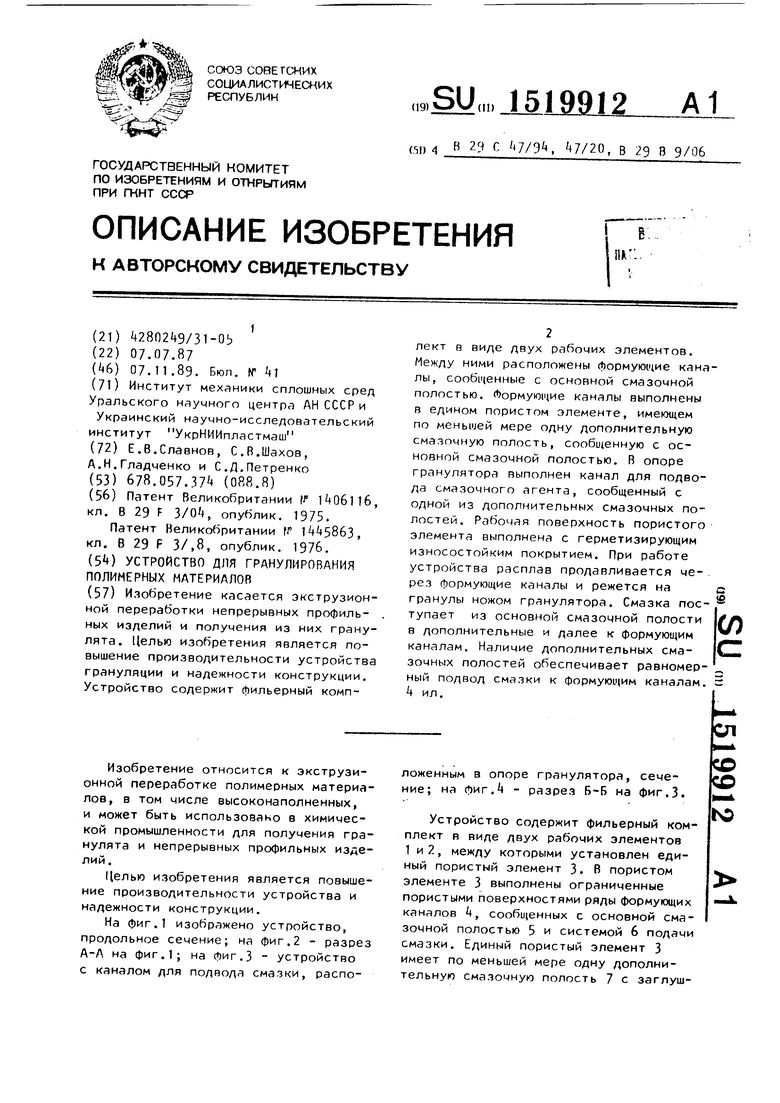
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1620318A1 |
| Способ непрерывного формования изделий из термопластичного материала | 1989 |
|
SU1717398A1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2000 |
|
RU2173758C1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ (ВАРИАНТЫ) | 2013 |
|
RU2506461C1 |
| Экструзионная головка для переработки полимерных материалов | 1987 |
|
SU1502387A1 |
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ ВЕРТИКАЛЬНОГО ТИПА (ВАРИАНТЫ) | 2013 |
|
RU2517260C1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2013 |
|
RU2506460C1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ НАСОС С РАБОЧИМ КОЛЕСОМ ЗАКРЫТОГО ТИПА (ВАРИАНТЫ) | 2013 |
|
RU2505709C1 |
| СИСТЕМА СМАЗКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА С ГЕРМЕТИЗИРОВАННЫМИ ОПОРАМИ | 2011 |
|
RU2495218C2 |
Изобретение касается экструзионной переработки непрерывных профильных изделий и получения из них гранулята. Целью изобретения является повышение производительности устройства грануляции и надежности конструкции. Устройство содержит фильерный комплект в виде двух рабочих элементов. Между ними расположены формующие каналы, сообщенные с основной смазочной полостью. Формующие каналы выполнены в едином пористом элементе, имеющем по меньшей мере одну дополнительную смазочную полость, сообщенную с основной смазочной полостью. В опоре гранулятора выполнен канал для подвода смазочного агента, сообщенный с одной из дополнительных смазочных полостей. Рабочая поверхность пористого элемента выполнена с герметизирующим износостойким покрытием. При работе устройства расплав продавливается через формующие каналы и режется на гранулы ножом гранулятора. Смазка поступает из основной смазочной полости в дополнительные и далее к формующим каналам. Наличие дополнительных смазочных полостей обеспечивает равномерный подвод смазки к формующим каналам. 4 ил.
шиг.г
11 J
фиг.З
Составитель М.Фитисова Редактор С.Пекарь Техред И, Верес Корректор С.Черни
Заказ 6668
Тираж 535
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР ПЗОЗЗ, Москва, «-35, Раушская наб., д. 4/5
5-6
13
ЦЗиг.
Подписное
| Патент Великобритании fJ° Й0б11б, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Патент Великобритании ff , кл, В 23 F 3/,8, опублик | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
