31502
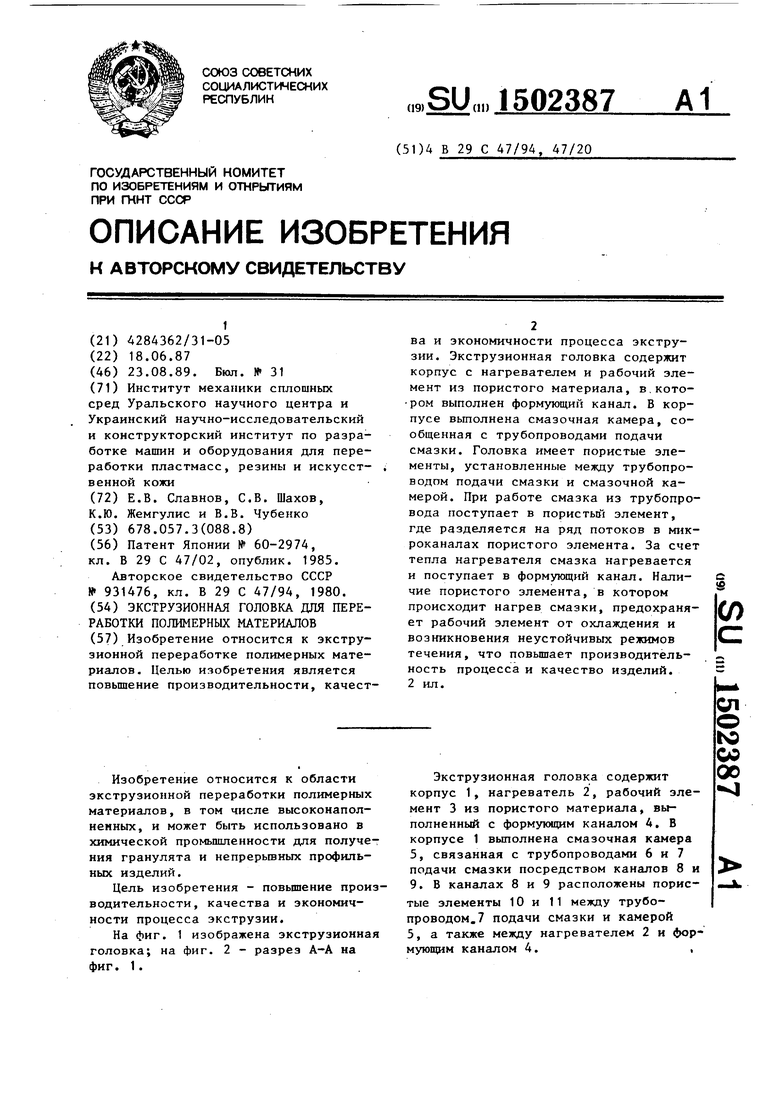
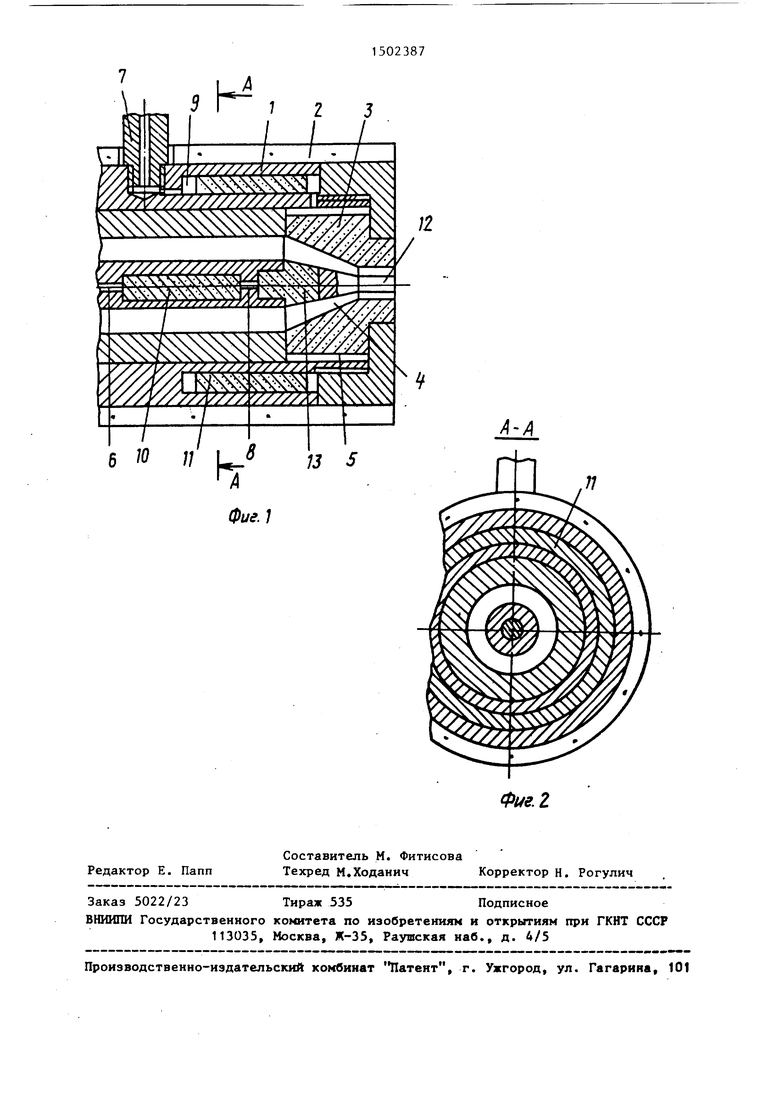
В корпусе 1 установлен дорн 12 с пористым кольцом 13. Пористые элементы 10 и 11 можно устанавливать в трубопроводе подачи смазки (не показа- но).
Экструзионная головка работает следующим образом.
Расплав полимера поступает в формующий канал 4 и выдавливается с об- разованием трубчатого профиля. Смазка для подачи по наружному периметру изделия поступает по трубопроводу 7 в пористый элемент 11, а затем из смазочной камеры 5 через рабочий зле- мент 3 в формующий канал 4. При подаче смазки по внутреннему периметру изделия смазка из трубопровода 6 поступает в пористый элемент 10 и через пористое кольцо 13 - в формующий ка- нал 4. Нагрев смазки в пористом элементе 11 производится за счет тепла нагревателя 2, а элемента 10 - за счет тепла расплава полимера.
При уменьшении пористости матери- ала уменьшается условный диаметр микроканала, увеличивается число микроканалов в данном сечении и повышается температура нагрева смазки. На- о&орот, при повышении пористости материала увеличивается условный диаметр микроканалов, уменьшается их количество и, естественно, температура нагрева смазки. Выбором пористости и длины дополнительных по- ристых элементов обеспечивается необходимый нагрев смазки. Пористый элемент 11 позволяет за счет разделения смазки на ряд потоков в микроканалах увеличить поверхность контакта смаз- ки с пористым элементом 11.
Наличие пористого элемента 11, в котором происходит нагрев смазки.
йредохраняет основной рабочий элемент 3 из пористого материала от охлаждения и возникновения неустойчивых режимов течения. Для изготовления пористых элементов 10 и 11 применяют материалы с пористостью П 30%. Пористые элементы могут быть выполнены в виде колец, втулок, таблеток и могут быть размещены в различных зонах экструзионнсй головки - под нагревателем корпуса, в канале червяка, пoдвoдяD eм трубопроводе.
Использование изобретения позволяет уменьшить энергозатраты за счет ликвидации внешних систем нагрева смазки, упростить конструкцию за счет устранения внешних систем нагрева и регулирования температуры смазки, производить регулирование температуры смазки за счет подбора параметров пористых элементов нагрева, тем самым повышая производительность и качество изделий.
I
Формула изобретения
Экструзионная головка для переработки полимерных материалов, содержащая корпус с нагревателем, расположенный в корпусе рабочий элемент из пористого материала, выполненный с формующим каналом, смазочную камеру, связанную с трубопроводом подачи смазки посредством каналов, отличающаяся тем, что, с целью повышения производительности, fca4ecT ва и экономичности процесса экструзии, она снабжена пористым элементом расположенным в каналах смазки между трубопроводом подачи смазки и смазочной камерой.
И , г J
-М////////У////.
L4
//// /////////л
SSSSSSSsST
шт
ЧКУуХУчV /
$$$$
////. оуххх
sss
6 ;; 1
гт
;j 5
/1
-.4
;;

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU929446A1 |
| Экструзионная головка для полимерных материалов | 1980 |
|
SU929445A1 |
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
| Способ непрерывного формования изделий из термопластичного материала | 1989 |
|
SU1717398A1 |
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU931476A1 |
| Устройство для гранулирования полимерных материалов | 1987 |
|
SU1519912A1 |
| Устройство для изготовления трубчатых изделий из полимерных материалов | 1988 |
|
SU1620318A1 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863392A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОГО УГЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2217468C1 |
Изобретение относится к экструзионной переработке полимерных материалов. Целью изобретения является повышение производительности, качества и экономичности процесса экструзии. Экструзионная головка содержит корпус с нагревателем и рабочий элемент из пористого материала, в котором выполнен формующий канал. В корпусе выполнена смазочная камера, сообщенная с трубопроводами подачи смазки. Головка имеет пористые элементы, установленные между трубопроводом подачи смазки и смазочной камерой. При работе смазка из трубопровода поступает в пористый элемент, где разделяется на ряд потоков в микроканалах пористого элемента. За счет тепла нагревателя смазка нагревается и поступает в формующий канал. наличие пористого элемента, в котором происходит нагрев смазки, предохраняет рабочий элемент от охлаждения и возникновения неустойчивых режимов течения, что повышает производительность процесса и качество изделий. 2 ил.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU931476A1 |
| Солесос | 1922 |
|
SU29A1 |
