В практике производства проходных бумажных и пленочных конденсаторов с фольговыми обкладками, металлобумажных и металлопленочных конденсаторов электрический контакт и механическое соединение торцов секций, луженных или шоопированных с корпусом и с токоведущим стержнем, осуществляются соответственно через контактные колпачки и контактные шайбы.
К облуженным или шоопированным торцам секций контактные колпачки и контактные шайбы припаиваются мягкими припоями обычным методом пайки.
Пайка - процесс трудоемкий и, как правило, не поддающийся механизации в условиях конденсаторостроения. В настояшее время удалось механизировать пайку выводов лишь в конденсаторах типа КТК и КС. Кроме того, для осуществления пайки неизбежно расходование припоя. Более рационально для осуществления контакта в проходных конденсаторах применить сварку.
В производстве конденсаторов типа KB в настояшее время применяют контактную сварку выводов с секцией. Приварку контактных элементов к торцам секций проходных конденсаторов до сих пор осуществить не удавалось.
Поставленная задача решается в предлагаемой системе электродов для односторонней многоточечной сварки, предназначенных для применения в однотрансформаторных контактных мащинах.
Сущность изобретения заключается в том, что один электрод выполнен в виде полого цилиндра с контактными выступами на торце, а второй в виде стержня с торцовыми выступами, располол енными соответственно выступам первого электрода. Второй электрод при работе располагается внутри первого. Такое выполнение системы электродов позволяет упростить конструкцию при сварке изделий с кольцевым расположением сварных точек.
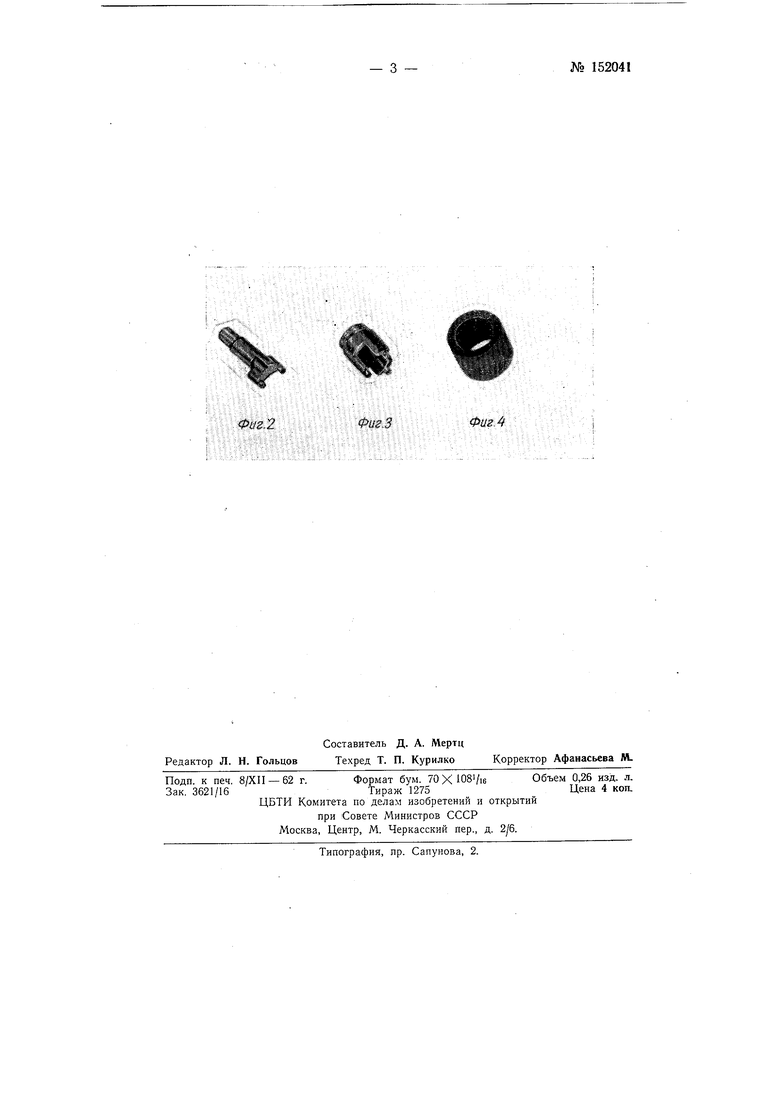
На фиг. 1 изображены в продольном разрезе электроды, секция с луженым торцом и деталь, подлежащая сварке; на фиг. 2, 3 - в аксанометрии соответственно внутренний и наружный электроды; на фиг. 4 - центрирующая обойма.
На электроды 1 и 2 устанавливается деталь 3 (колпачок или шайба), так, чтобы она лежала на выступах электродов в центрирующей обойме 4. Внутрь детали 3 ставится секция 5 луженым торцом и слегка прижимается так, чтобы деталь замкнула между собой выступы электродов. Кратковременно (0,3-0,5 сек) подается питание на электроды, в результате чего через деталь 3 в течение этого времени потечет ток короткого замыкания.
Сварка осуществляется путем пропускания тока (порядка 500 - ЬОО а) при напряжении 0,3-0,5 в по небольщому участку, облуженному мягким припоем, детали 3. При прохождении такого значительного тока через небольшой участок металла толщиной 0,1-0,5 мм деталь мгновенно разогревается и на указанном участке происходит оплавление полуды детали с верхним слоем полуды торца секции. Количество сварочных точек (участков) на электродах и диаметр электродов зависят от размера свариваемой детали. По току участки подключаются параллельно.
Предмет изобретения
Система электродов для односторонней многоточечной сварки, предназначенных для применения в однотрансформаторных контактных мащинах, отличающаяся тем, что, с целью упрощения конструкции при сварке изделий с кольцевым расположением сварных точек, один электрод выполнен в виде полого цилиндра с контактными выступами на торце, а второй в виде стержня с торцовыми выступами, расположенными соответственно выступам первого электрода, причем при работе второй электрод располагается внутри первого.
Место сборки
ФтА
Фи.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения торцов конденсаторных секций с обкладками из алюминиевой фольги | 1961 |
|
SU144555A1 |
| СПОСОБ ПАЙКИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗ МАГНИТОСТРИКЦИОННЫХ ФЕРРИТОВ | 1991 |
|
RU2022733C1 |
| Способ изготовления электрода для контактной точечной сварки | 1990 |
|
SU1748977A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ ФЕРРИТОВ | 1992 |
|
RU2053064C1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| Наконечник паяльника | 1976 |
|
SU583879A1 |
| СПОСОБ МОНТАЖА ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА К ОСНОВАНИЮ И ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ ПЛАВКОЙ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА МЕТОДОМ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ | 2010 |
|
RU2438207C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |