Предлагаемое изобретение относится к приборостроению и может быть использована для изготовления предохранителей, вставок плавких, электрических контактов для всех видов электротехнической аппаратуры до 1000 В и токов до 100А, в том числе для вторичных источников питания, где применяется поверхностный монтаж электрорадиоизделий (ЭРИ).
В авторском свидетельстве [1] приведена конструкция вставки плавкой (предохранителя), но не указан метод изготовления и крепления контактов к корпусу. В авторских свидетельствах [2-6] приведены методы и оборудование для нанесения покрытий на детали из металлов и керамики, но не указана возможность изготовления отдельных деталей.
Известен способ изготовления вставок плавких, контакты для которых изготавливаются в виде разрезных или цельнотянутых колпачков, которые присоединяются затем к корпусу методом приклеивания к корпусу [7].
К недостаткам относятся - взрывоопасность при токах срабатывания, превышающих 50А (режим отключающей способности), образование и распространение продуктов сгорания клея по пространству электронного прибора, в том числе выделение токсичных соединений, что уменьшает электрическую изоляцию и приводит к полному разрушению электронной схемы, необходимость изготовления дорогостоящих штампов и колпачков (контактов) методом штамповки и формовки, гальванического покрытия колпачков, ручная технология нанесения клея и сушки.
Известен способ изготовления вставок плавких, контакты для которых изготавливаются в виде разрезных или цельнотянутых колпачков, которые присоединяются затем к корпусу методом пайки на металлизированные части корпуса [7]. К недостаткам относятся сложность автоматизации способа метализации керамики с заданной конфигурацией и лужения металлизированных частей корпуса, необходимость изготовления дорогостоящих штампов и колпачков методом штамповки и формовки, гальванического покрытия колпачков, ручная технология установки и пайки колпачков на металлизированные части корпуса, применение драгоценных металлов, высокая трудоемкость.
Известен способ изготовления полупроводниковых ЭРИ, корпуса которых металлизируются с помощью молибденовой высокотемпературной пасты в среде водорода, осуществляется гальваническое наращивание меди, лужение металлизированных частей корпуса, пайка к ним контактов [8]. К недостаткам относятся - высокая трудоемкость и экологическая опасность технологии, наличие «мокрой» технологии, высокие температуры вжигания пасты, ручные операции лужения металлизированных частей корпуса, необходимость изготовления дорогостоящих штампов и колпачков методом штамповки и формовки, гальванического покрытия колпачков, ручная технология установки и пайки колпачков на металлизированные части корпуса. Эти технологические процессы относятся к опасным и вредным производствам и являются трудоемкими.
Целью предлагаемого изобретения является повышение технологичности, надежности, снижение теплового сопротивления корпус - печатная плата, обеспечение герметичности вставки плавкой, повышение устойчивости к термоциклированию в широком диапазоне температур, пожаро- и взрывобезопасности, повышения механической прочности соединения корпуса и контактов, уменьшения количества технологических операций и снижения трудоемкости, исключения применения драгоценных металлов, а также необходимости изготовления и монтажа контактных деталей (колпачков), в том числе изготовления дорогостоящих штампов.
Указанная цель достигается изготовлением групповым методом электрических контактов вставки плавкой и их соединением с корпусом методом формообразования на керамическом корпусе заданной трехмерной конфигурации последовательным газодинамическим напылением порошков алюминия, меди и припоя ПОС-63 заданной толщины. Созданные металлические контакты, изготовленные в едином технологическом цикле, представляют собой трехмерные коробчатые тепло- и электропроводящие элементы, прочно соединенные с керамическим корпусом. Покрытие припоем ПОС-63 обеспечивает качественное лужение и пайку плавкого элемента.
На фиг.1 изображен керамический корпус 1 вставки плавкой из керамики ВК-96 с изготовленными контактами 2 из композиции алюминий-медь-припой ПОС-63, полученными методом формообразования газодинамическим напылением металлов, а на фиг.2 изображена готовая вставка плавкая с впаянным плавким элементом 1 из серебряной проволоки заданного диаметра. На фиг.3 изображена блок-схема изготовления вставки плавкой с контактами полученными методом формообразования газодинамическим напылением металлов. Приведена последовательность операций подготовки, металлизации, оплавления припоя, промывочных операций и сушки, пайки плавкого элемента и приемосдаточных испытаний. Наглядно видны сокращение технологических операций и, соответственно, времени технологического цикла изготовления и трудоемкости.
На фиг.4 приведена технологическая оснастка для групповой металлизации керамических корпусов на 10 деталей.
На фиг.5 изображены экспериментальные образцы заготовок вставок плавких.
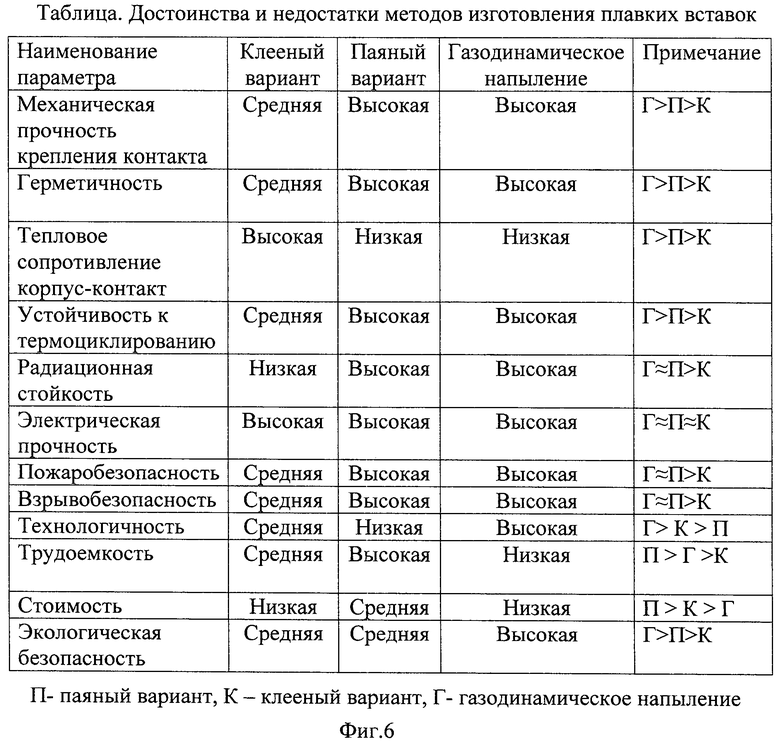
На фиг.6 в таблице приведены сравнительные характеристики различных методов изготовления вставок плавких.
Способ осуществляется следующим образом:
- Керамические корпуса укладываются и зажимаются в приспособление для групповой металлизации (фиг.4).
- На четыре незащищенные противоположные стороны и на торцы партии керамических корпусов методом газодинамического напыления на установке ДИМЕТ-404 последовательно наносятся с фиксированными временами воздействия порошки алюминия, меди и припоя ПОС-63 (фиг.1).
- Затем готовые корпуса с нанесенными контактами погружаются в лапрол, нагретый до 250°С и нанесенный припой оплавляется на каждом контакте.
- После промывки и сушки корпусов с нанесенными контактами в них устанавливаются плавкие элементы заданного номинала тока и запаиваются по торцам припоем ПОС-61 (фиг.2).
- После промывки и сушки вставок плавких они направляются на приемосдаточные испытания.
Изготовлена экспериментальная партия деталей для вставок плавких (фиг.5).
Литература
1. А.с. СССР №2744141. Высоковольтный прерыватель тока. // С.В.Лебедев, А.И.Савватимский, Г.И.Можаров. // Опубл. в Б.И. №2, 1981 г.
2. А.с. СССР №2181390. Установка для газодинамического напыления покрытий из порошковых материалов. // Ю.А.Дикун. // 2002 г.
3. А.с. СССР №2183695. Способ получения покрытий. // А.И.Каширин, О.Ф.Клюев, А.В.Шкодкин. // МКИ С23С 24 104 20.06.02, бюл. 17 2002 г.
4. А.с. СССР №2193454. Устройство для нанесения покрытий на внешние поверхности деталей. // П.В.Никитин, А.Г.Смолин // 2002 г.
5. А.с. СССР №2213805. Способ нанесения покрытий из порошковых материалов и устройство для его осуществления. // В.К.Крыса, А.Г Мухамедзянов, В.К.Семенченко. // 2003 г.
6. Patent US №6,896933. Method of maintaining a non obstructed interior opening in kinetie spray nossler. // Van Stenkiste T.N., Hubert T, Smith J.K. // et.al., 2005.
7. Разработка миниатюрных вставок плавких ВПП. Отчет технический ЕИЖА.646123.006Д20, ОАО «НПЦ «Полюс», г.Томск, 2009 г.
8. Материалы электронной техники. В.М.Андреев стр.144, - М.: Радио и связь, 1989 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| КОРПУС ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 2009 |
|
RU2405229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| Способ металлизации керамики под пайку | 2017 |
|
RU2687598C1 |
| Способ изготовления монтажной платы | 1978 |
|
SU790380A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ | 2007 |
|
RU2345444C1 |
| Коммутационная плата на нитриде алюминия для силовых и мощных СВЧ полупроводниковых устройств, монтируемая на основании корпуса прибора | 2018 |
|
RU2696369C1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| Способ изготовления плат на основе нитрида алюминия с переходными отверстиями | 2019 |
|
RU2704149C1 |
Изобретение относится к приборостроению и может быть использовано для изготовления предохранителей, вставок плавких, электрических контактов для всех видов электротехнической аппаратуры до 1000 В и токов до 100 А, в том числе для вторичных источников питания, где применяется поверхностный монтаж электрорадиоизделий. Способ изготовления электрических контактов вставок плавких на керамическом корпусе для поверхностного монтажа методом последовательного газодинамического напыления включает в себя изготовление электрических контактов с двух сторон корпуса направленной струей порошков металла, изготовление контактов вставок в виде трехмерной коробчатой конфигурации и обеспечивают их соединение с керамическим корпусом групповым методом в едином технологическом цикле. Техническим результатом является повышение технологичности, надежности, снижение теплового сопротивления корпус - печатная плата, повышение герметичности, повышение механической прочности соединения корпуса и контактов, уменьшение количества технологических операций и снижение трудоемкости, устойчивость к термоциклам, пожаро- и взрывобезопасность, низкую стоимость изготовления. 6 ил.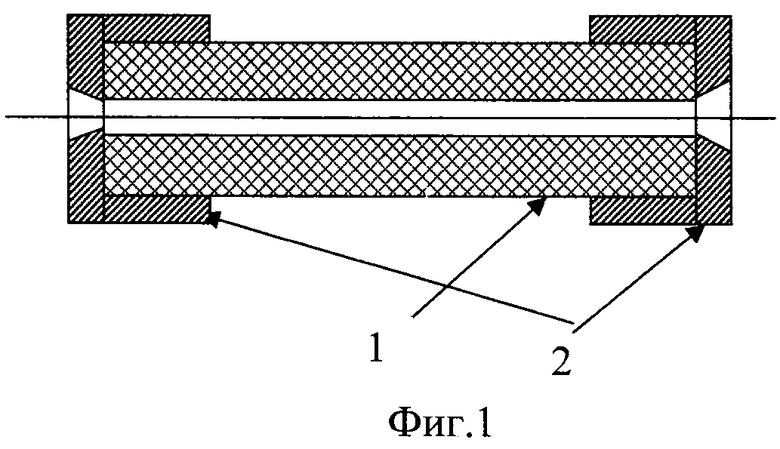
Способ изготовления вставок плавких для поверхностного монтажа методом газодинамического напыления, включающий в себя изготовление электрических контактов с двух сторон корпуса направленной струей порошков металлов, обеспечивающее прочное диффузионное соединение с керамическим корпусом, отличающийся тем, что изготовление контактов вставок плавких в виде трехмерной коробчатой конфигурации и обеспечение их соединения с керамическим корпусом выполняют групповым методом в едином технологическом цикле.
| АНДРЕЕВ В.М | |||
| Материалы электронной техники | |||
| - М.: Радио и связь, 1989, с.144 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНЕШНИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1998 |
|
RU2193454C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2213805C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2183695C2 |
| СИЛЬНОТОЧНЫЙ ЛИНЕЙНЫЙ УСКОРИТЕЛЬ ИОНОВ | 2000 |
|
RU2183390C2 |
| US 6896933 B2, 24.05.2005. | |||

