ОР
00 со
(
00
;о
Изобретение относится к обработке металлов давлением и может быть исг пользовано при создании матриц для прессования сложных профилей.
Цель изобретения - повышение качества изделий за счет обеспечения заданного распределения твердости по поверхности граней изделия и точности размера профиля путем создания благоприятных условий смазки в очаге деформации.
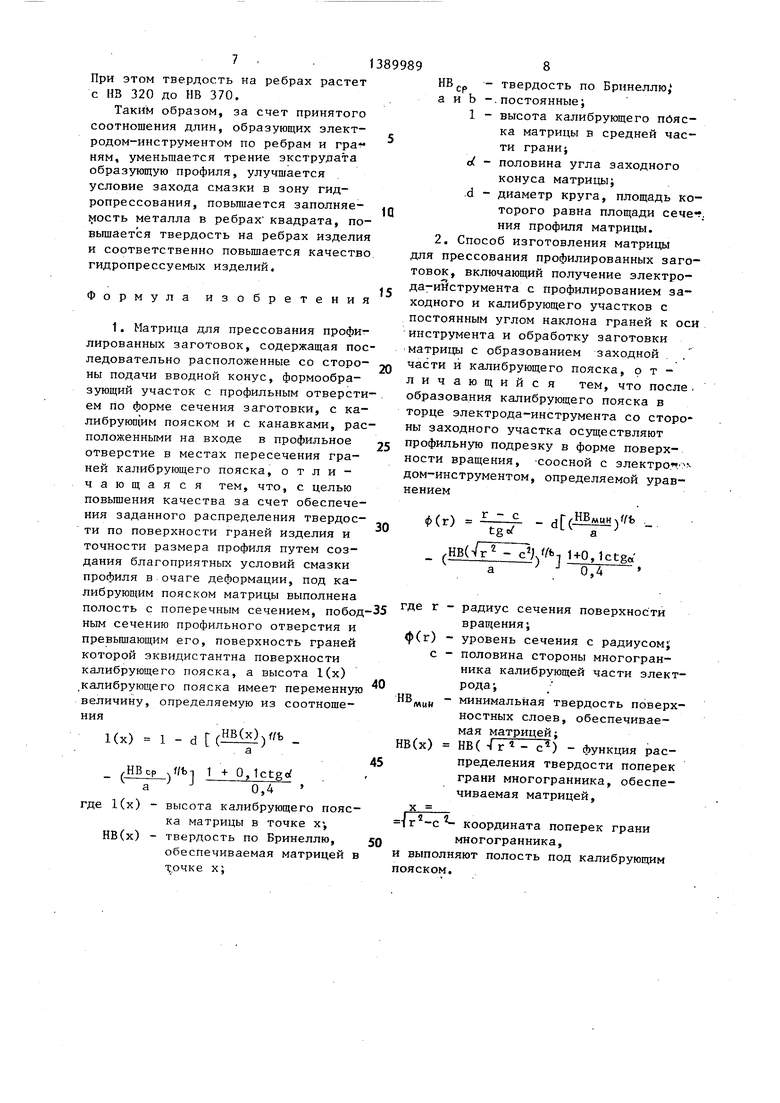
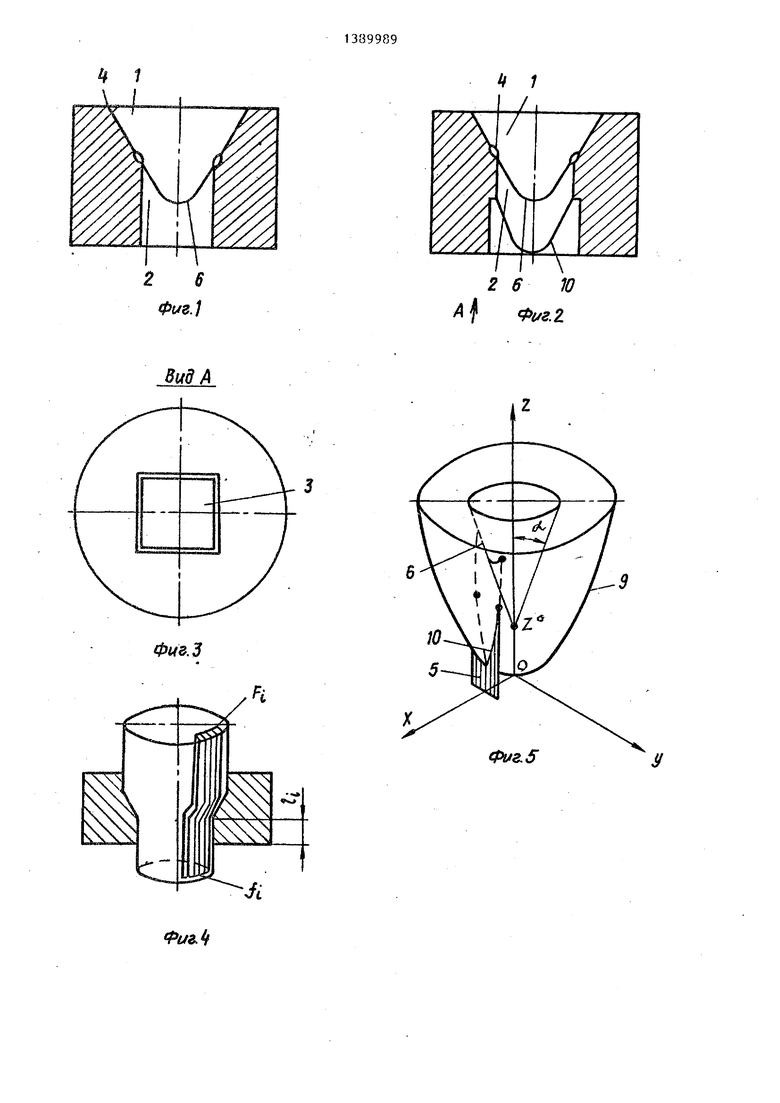
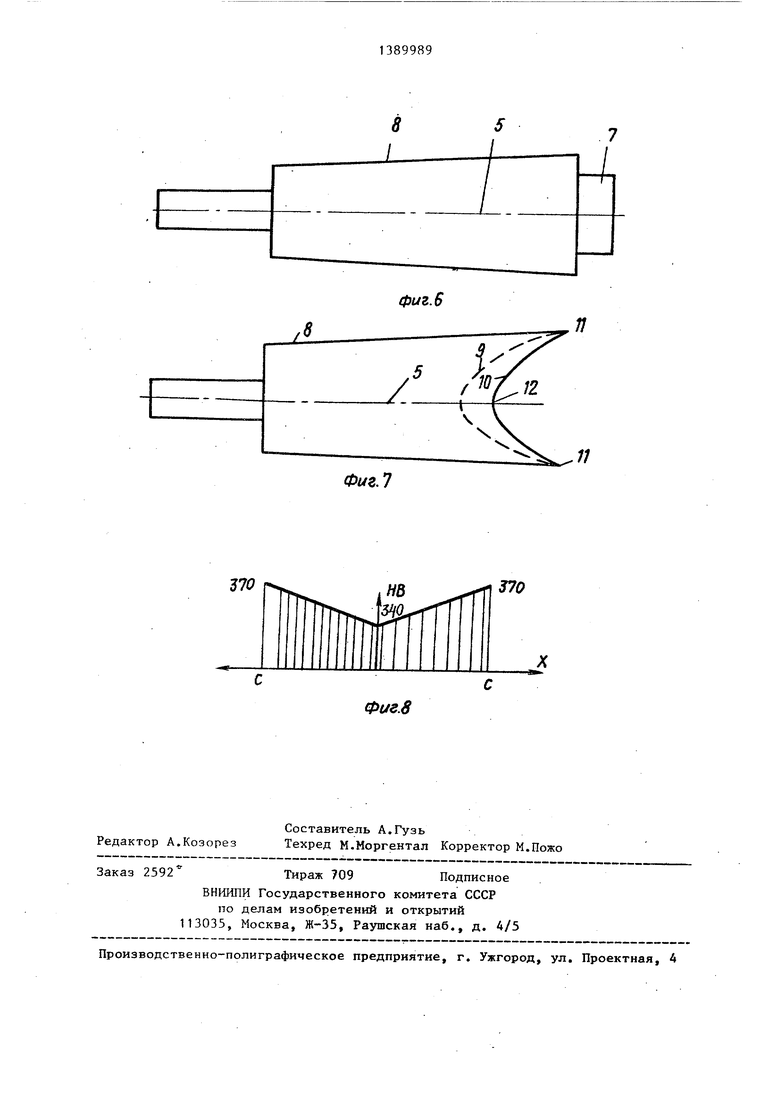
На фиг. 1 изображена матрица для профиля квадрата, продольньй разрезj на фиг. 2 - то же, с профильной под- резкой; на фиг. 3 - вид А на фиг.2 на фиг. 4 - деформируемый элемент; на фиг. 5 - схема формообразования заходного, калибрующего и выходного участков матрицы; на фиг. 6 - элект род-инструмент с профилем квадрата; на фиг. 7 - то же, с подрезкой в торце; на фиг. 8 - эпюра распределения твердости по сечению, обеспечиваемая матрицей.
Матрица для .гидропрессованин про- фированных изделий имеет вводной корпус 1, формообразующий участок 2 с профильным отверстием 3 и продольным канавками 4. На границе встречи ввод ного конуса 1 с плоскостью 5 электрода-инструмента при прожигании образуется гиперболическая кривая 6. Электрод имеет заходной 7 и калибрующий 8 участки. При подрезке торца электрода-инструмента после прошивания основного профильного отверстия 3 в матрице по предложенному способу срезается его заходной участок 7 до калибрующего участка. В дальнейшем обработку матрицы осуществляют инструментом с профильной подрезкой в форме поверхности вращения, определяемой аналитически. При этом в электроде-инструменте образуется углубление, след которого показан в виде кривой 10, Это углубление в процессе обработки не участвует, а служит только выходом инструмента пр создании в нем кривой 10. которая и служит для подрезки калибрующего участка матрицы. При электроэрозионной обработке электроду задают вертикальное осевое .перемеш;ение и горизонтальное . плоскопараллельное перемещение . В конце формообразования на электроде-инструменте .кривыми 10 на ребрах сходятся и линии (поверхность 9) в точках 11. Поэтому подрез
ку калибрующей части матрицы осуществляют начиная с касания точек 11 электрода ее профиля и кончая касания точек 12 электрода.
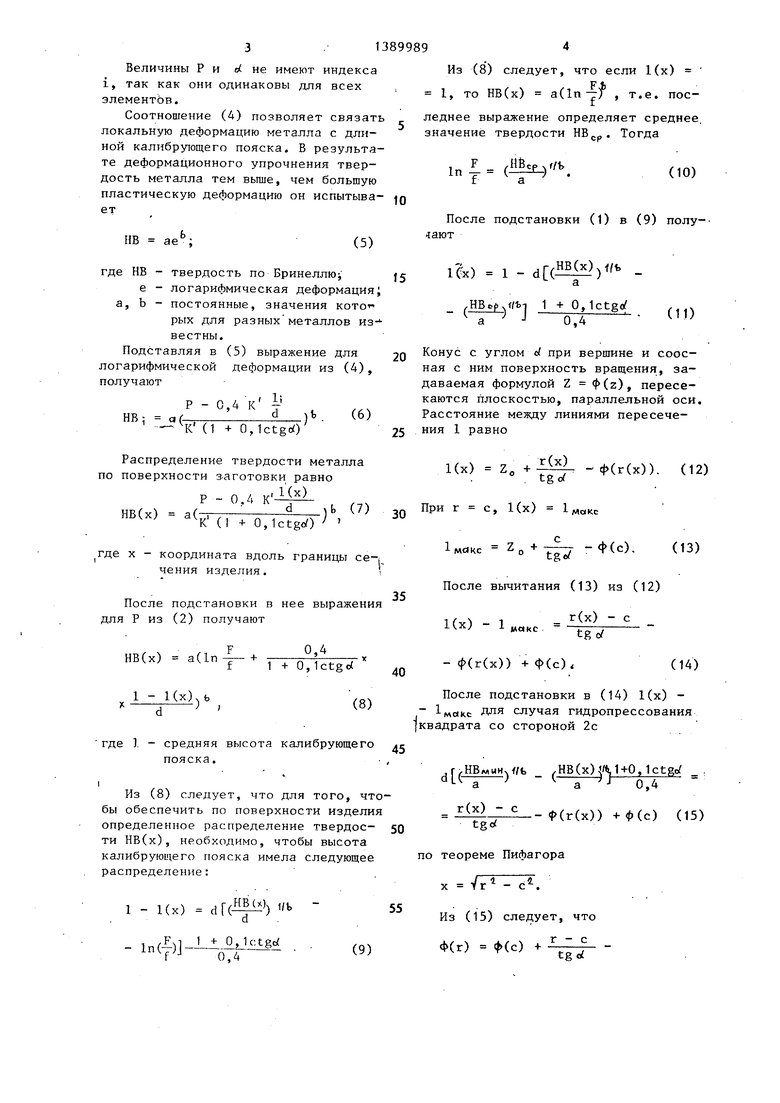
Напряжение волочения определяется по формуле
10
6р к (1 +И ctg()n I +
+ мк ,
(1)
где 6р К М
с/ F f 1 d
напряжение волочения; предел текучести металла; коэффициент трения между металлом и матрицей; половина угла заходной части матрицы;
площадь сечения заготовки,- площадь сечения изделия; высота пояска матрицы-, диаметр изделия (при волочении профиля d - диаметр круга, площадь которого равна площади сечения профиля) ;
коэффициент, зависящий от условий деформации. Формула (1) пригодна также для расчета давления прессования при отсутствии трения о стенки контейнера. Так как при гидропрессовании это условие выполняется, формула (1) позволяет рассчитать давление гидропрессования Р
Р КЧ1 0,1ctgc/)ln I . 0,4К i .
(2)
Это соотношение щему виду
приводят к следую
.„I .
- v- I
(3)
К (1 + Ctgtj)
Для поверхностного слоя соотношение (3) выглядит следующим образом
In
Fi
f,Р - 0,4
К 1 d
К -(1 + 0,1ctgo()
(А)
Ff fi 1.
-начальное сечение;
-конечное сечение слоя-,
-высрта пояска матрицы для i-ro элемента поверхностного слоя.
3 . 1389989
Величины Р и о( не имеют индекса Из (8) следует, что если 1(х) i, так как они одинаковы для всех .. „ нв(,) а(1п-| , т.е. пос- элементов.t
Соотношение (4) позволяет связать локальную деформацию металла с длиной калибрующего пояска. В результате деформационного упрочнения твердость металла тем выше, чем большую пластическую деформацию он испытыва- Q ет
леднее выражение определяет среднее, значение твердости НВ р. Тогда
Ср
F Л1ЁсрчГ/Ъ
7
(10)
После подстановки (1) в (9) полуНВ
где НВ - твердость по Бринеллю
е - логарифмическая деформация; а, b - постоянные, значения кото - рык для разных металлов из- вестны.
Подставляя в (5) выражение для логарифмической деформации из (4), получают
HRi «(-77Р - 0,4 к у
d Ь
К (1 + 0,1ctgo()
леднее выражение определяет среднее, значение твердости НВ р. Тогда
Ср
F Л1ЁсрчГ/Ъ
7
(10)
Q
jj
После подстановки (1) в (9) полу«ают
1((х) 1 - )) 3.
, 1 + Q,1ctgrf , . а -I 074
20
Конус с углом d при вершине и соос- ная с ним поверхность вращения, задаваемая формулой Z f(z), пересекаются плоскостью, параллельной оси. Расстояние между линиями пересече- 25 ния 1 равно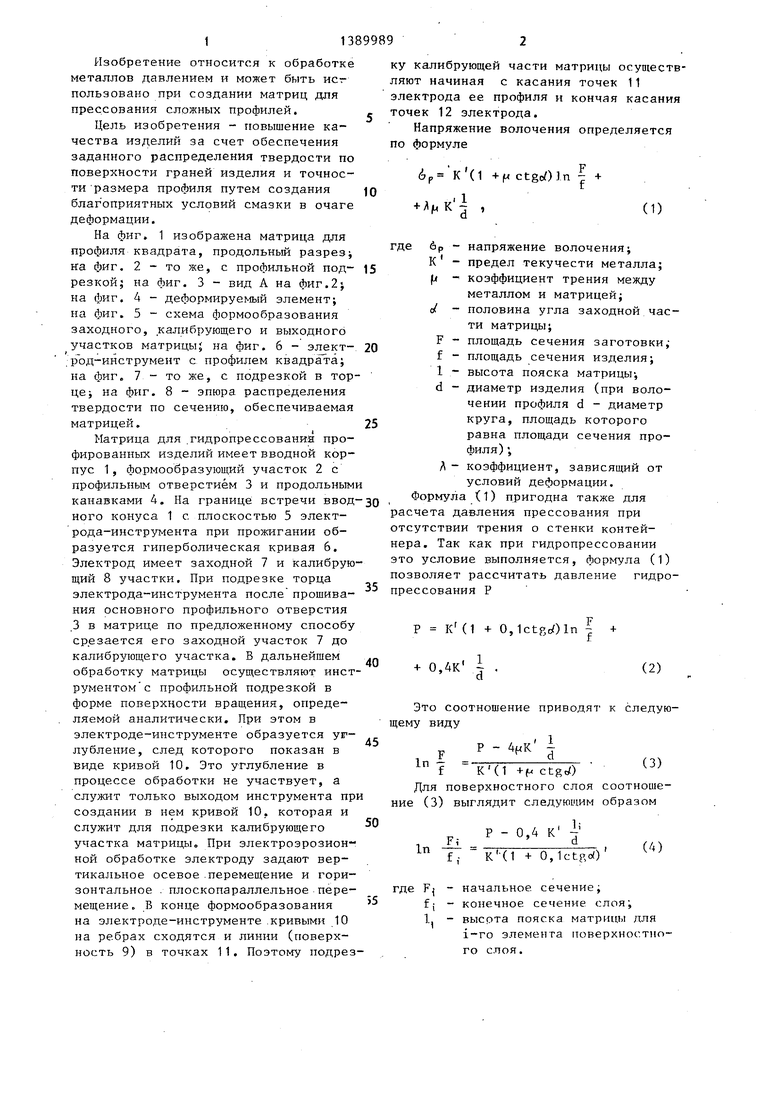
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидропрессования винтообразных профилей | 1982 |
|
SU1067668A1 |
| Заготовка для прямого выдавливания стержневых деталей с коническими элементами | 1980 |
|
SU984551A1 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| Матрица для прессования оребренных изделий | 1980 |
|
SU927355A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Устройство для многоканального прессования полых заготовок | 1988 |
|
SU1636082A1 |
| Матрица для прессования фасонных профилей | 1980 |
|
SU927356A1 |
| Матрица для прессования изделий многогранного профиля | 1978 |
|
SU737054A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Матрица для прессования фасонных профилей | 1985 |
|
SU1281317A1 |
Изобретение относится к обработке металлов давлением и может быт:ь, использовано при создании матриц для прессования многогранных профилей. Целью изобретения является повьшение качества изделий за счет заданного распределения твердости по поверхности граней изделия и точности размера профиля путем создания благоприятных условий смазки в очаге деформации. Под калибрующими пояском (КП) матрицы, имеющим переменную высоту, выполняется полость с отверстием, подобным сечению профиля и большим его. Матрицу изготавливают с использованием электрода-инструмента. После образования КП в торце со стороны . заходного участка осуществляют профильную надрезку в форме поверхности вращения. Затем с помощью электрода- инструмента выполняют полость под 1Ш. При вьщавливании изделия по данной матрице снижается давление и повышается заполнение металла по ребрам за счет уменьшения трения. 2 с.п. ф-лы, 8 ил., 1 табл. S (Л
Распределение твердости металла по поверхности з-аготовки равно
Р - 0.4 К
. Кх)
а(
к (I + 0,1ctgo)
-}
где X - координата вдоль границы се-| чения изделия,
После подстановки в нее выражения для Р из (2) получают
0,4
1 + 0,1ctgo(4Q
(В)
где 1 - средняя высота калибрующего д пояска.,
Из (8) следует, что для того, чтобы обеспечить по поверхности изделия определенное распределение твердое- 50 ти НВ(х), необходимо, чтобы высота калибрующего пояска имела следующее распределение:
1 - Их) аГ() ь - in(f) .
Их) Z- +
г(х)
0
tgc/
При г с, 1(х) IMOIKC с
. -ф(г(х)). (12)
мйкс 2 о .
-фХс).
(13)
После вычитания (13) из (12) г(х) - с
Их) - 1
длакс
tgc
- ф(г(х)) (c).
(14)
После подстановки в (14) 1(х) - - 1„с1кс для случая гидропрессования (квадрата со стороной 2с
d(-) - С
HB(x)yU+0,1ctgor , а 0,4
г(х) - - (;(г(х)) +Ф(с) (15)
tgc теореме Пифагора
50
55
X V7 - сЧ
Из (15) следует, что г - с
Ф(г) ф(с) +
tgc(
f.HBA(utf/b f a ) VHB(/J
- c Kf/fe
jV-J
1 + 0,1ctgo(
0,4
(16)
Постоянная f(c) не влияет на форму поверхности вращения. При условии Ф(сГ О
ф(г) .- d(li5jll-.)fl .
нв(-/7
- cVf/fe 1+0.tctg , . 0,4
Изготовление предложенной;матрицы
и способ получения электрода-инструмента осуществлялись следующим обра- зом, В лаборатории производилось изготовление матрицы по известной технологии для гидропрессования квадрата 6x6 мм. Формообразование профиля производили со стороны выз одной части матрицы на электроэрозиояном станке модели 4В723М электродом-инструментом с заниженной эквидистантной размера по контуру на 0,1 мм от размера готового изделия. Полученный профиль очка матрицы по граням поду. чен заниженным на 0,04 мм. Затем электрод-инструмент переустанавливали на ..токарный станок и со стороны его заходного участка выполняли подрезку по предложенной форме поверхности. Подрезку выполняли расточным резцом, заточку формы поверхности которого осуществляли по копиру, изготовленному на кальке с предложен- ной формой поверхности в масштабе 5011, на оптико-шлифовальном станке. Подрезка торц электрода-инструмента заканчивалась касанием резцом ребра квадрата, т.е. вписыванием окружное- ти с радиусом в квадрат.
Для осуществления профильной подрезки к указанному станку прикрепляли осциллирующую приставку модели 45723М-116-00. а к ней прикрепляли электрод-инструмент. После установки электрода-инструмента относительно профиля, ранее формообразованного на матрице, осциллирующей-головке задавали плоскопараллельное перемещение с эксцентриситетом 0,5 мм и одновременной осевой подачей. Подрезку начинали с касания электродом- инструментом выступами 11 на его реб
5
0 5 о
Q с
рах впадин на матрице. При такой осевой подаче и плоскопараллельном пе- ремещении электрода-инструмента в подрезку участвуют только линии 10, выполненные на каждой грани квадрата электрода-инструмента.
После профильной подрезки производили доводку заходной и калибрующей части матрицы до размера профиля детали, чистота по образующим контура профиля калибрующей, части матрицы при этом повысилась с 5-го до 10-го класса. Соответственно выравнялась и чистота готовых изделий по всему контуру, причем давление прессования резко снизилось.
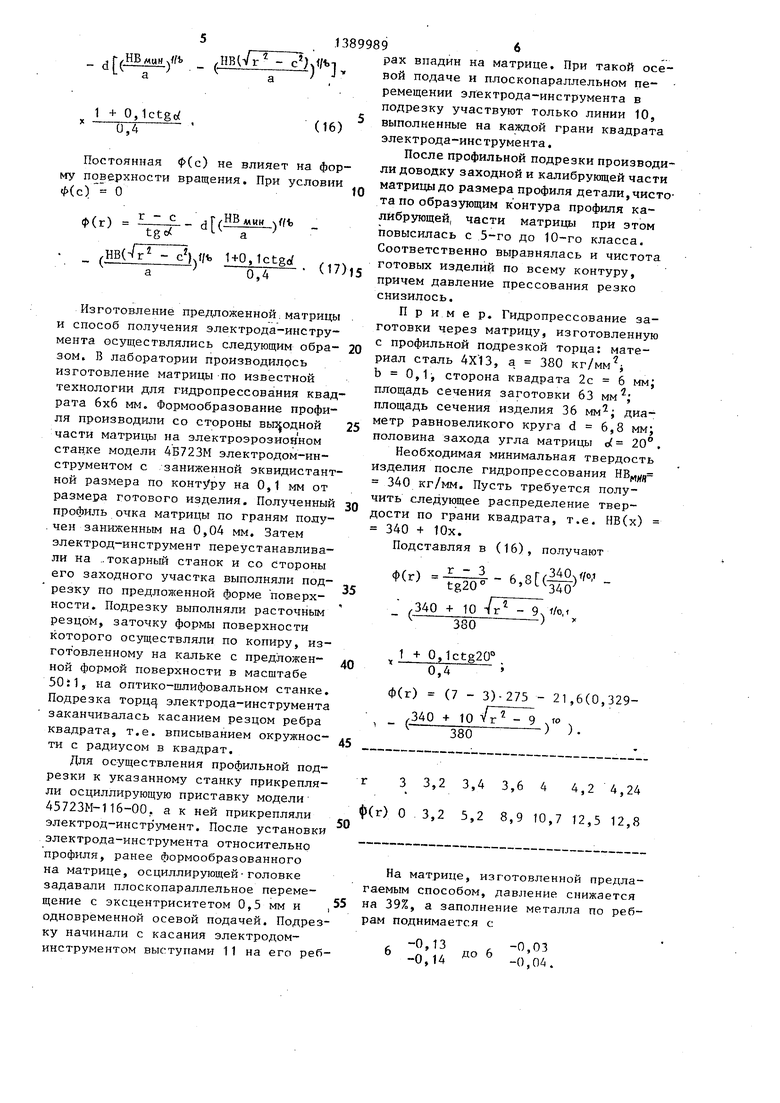
Пример. Гидропрессование заготовки через матрицу, изготовленную с профильной подрезкой торца: материал сталь 4X13, а 380 кг/мм j b 0,1, сторона квадрата 2с 6 мм; площадь сечения заготовки 63 площадь сечения изделия 36 диаметр равновеликого круга d 6,8 мм; половина захода угла матрицы о( 20°.
Необходимая минимальная твердость изделия после гидропрессования 340 кг/мм. Пусть требуется получить следующее распределение твердости по грани квадрата, т.е. НВ(х) 340 + 10х.
Подставляя в (16), получают
л,г г - 3 , „г/340ч /о1 ,340 -f 10
ЙТ
9) ° %
380
1 + 0,1ctg20° 0,4
Ф(г) (7 - 3)-275 - 21,6(0,329- ,340 + 10
/;
- 9
380
)).
50
г 3 3,2 3,4 3,6 4 4,2 4,24 (j)(r) О 3,2 5,2 8,9 10,7 12,5 12,8
На матрице, изготовленной предлагаемым способом, давление снижается на 39%, а заполнение металла по ребрам поднимается с
, -0,13 , -0,03 6 o;i4 «° -0,04.
7 ,
При этом твердость на ребрах растет с НВ 320 до НВ 370.
Таким образом, за счет принятого соотношения длин, образующих электродом-инструментом по ребрам и гра ням, уменьшается трение экструдата образующую профиля, улучшается условие захода смазки в зону гидропрессования, повьшается заполняе- месть металла в ребрах квадрата, по вьппается твердость на ребрах издели и соответственно повышается качеств гидропрессуемых изделий.
Формула изобретения
ны подачи вводной конус, формообразующий участок с профильным отверсти ем по форме сечения заготовки, с ка- либруюп1им пояском и с канавками, расположенными на входе в профильное отверстие в местах пересечения граней калибрующего пояска, отличающаяся тем, что, с целью повьшения качества за счет обеспечения заданного распределения твердости по поверхности граней изделия и точности размера профиля путем создания благоприятных условий смазки профиля в очаге деформации, под калибрующим пояском матрицы выполнена полость с поперечным сечением, побод ным сечению профильного отверстия и превышающим его, поверхность граней которой эквидистантна поверхности калибрующего пояска, а высота 1(х) .калибрующего пояска имеет переменную величину, определяемую из соотношения
1(х) 1 d Г )
т
ср,|Г/Ь-, 1 + 0,1ctgof
0,4
высота калибрующего пояска матрицы в точке х-, твердость по Бринеллю, 50 обеспечиваемая матрицей в точке х;
8
НВ(;р - твердость по Бринеллю, а и b -.постоянные;
1 - высота калибрующего пйяс- ка матрицы в средней части грани; с/ - половина угла заходного
конуса матрицы;
.d - диаметр круга, площадь которого равна площади сече-г. ния профиля матрицы. 2. Способ изготовления матрицы для прессования профилированных заготовок, включающий получение электро- даиМструмента с профилированием заходного и калибрующего участков с постоянным углом наклона граней к оси инструмента и обработку заготовки Матрицы с образованием заходной части и калибрующего пояска, отличающийся тем, что после. образования калибрующего пояска в торце электрода-инструмента со стороны заходного участка осуществляют профильную подрезку в форме поверхности вращения, -соосной с элeктpo.«. дом-инструментом, определяемой уравнением
Ф(г)
- d(НВжднл Ь
.НВ(Уг - с) . H-0,1ctg«- а 074
))(г) с
НВ
мин
радиус сечения поверхности вращения;
уровень сечения с радиусом; половина стороны многогранника калибрующей части электрода;
минимальная твердость поверхностных слоев, обеспечиваемая матрицей; НВ(х) НВ( -/ г « - с) - функция распределения твердости поперек грани многогранника, обеспечиваемая матрицей.
координата поперек грани многогранника,
и выполняют полость под калибрующим пояском.
ВцдА
Фиг.З
Фиг,
Фи1В,5
Фие.7
370
фиг.6
J70
Фиг.8
| Матрица для прессования профильных изделий | 1976 |
|
SU733757A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙКАЛИБРОВКИ | 0 |
|
SU222101A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
