СП Ь9 to
О OD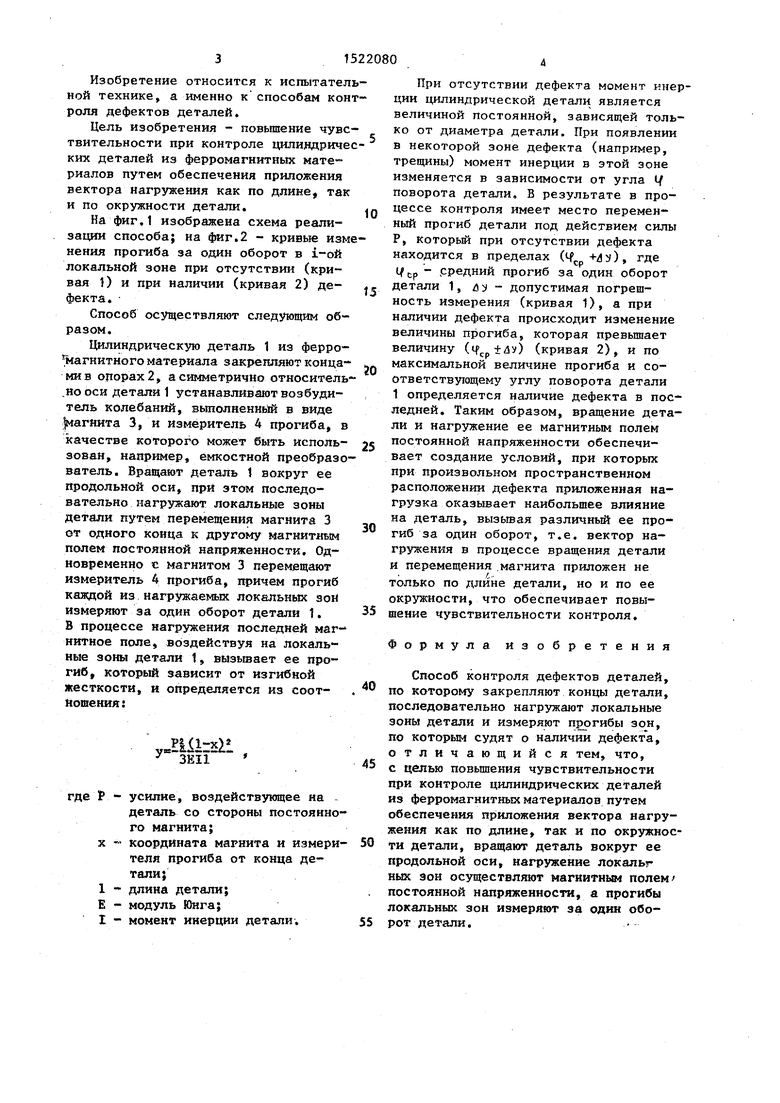
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2117940C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УПРУГИХ НАПРЯЖЕНИЙ В НИХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424509C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446385C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ ДЛИННОМЕРНОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 2000 |
|
RU2189036C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ МАТЕРИАЛОВ ДЕТАЛЕЙ И КОНСТРУКЦИЙ | 1999 |
|
RU2146809C1 |
| Способ неразрушающего контроля глубинно-насосных штанг | 1987 |
|
SU1481668A1 |
| Способ вибрационного контроля балочных конструкций с заделанными концами | 1987 |
|
SU1490533A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2149367C1 |

Изобретение относится к испытательной технике. Цель изобретения - повышение чувствительности при контроле цилиндрических деталей из ферромагнитных материалов. Деталь 1 укрепляют в опорах 2 и размещают симметрично относительно ее оси магнит 3 и измеритель 4 прогиба. Деталь 1 вращают и последовательно нагревают локальные зоны магнитным полем постоянной напряженности путем одновременного перемещения по длине детали 1 магнита 3 и измерителя 4 прогиба, который измеряют в каждой зоне за один оборот детали 1. При отсутствии дефекта момент инерции цилиндрической детали постоянный, при наличии дефекта момент инерции изменяется в зависимости от угла поворота детали. По максимальному прогибу и углу поворота судят о наличии дефекта. Вращение детали обеспечивает при наличии дефекта различный прогиб детали за один оборот, т.е. вектор нагружения независимо от пространственного нахождения дефекта приложен как по длине детали, так и по ее окружности. 2 ил.
gjt/ai
Изобретение относится к испытателной технике, а именно к способам конроля дефектов деталей.
Цель изобретения - повьппение чувствительности при контроле цилидцриче ких деталей из ферромагнитных материалов путем обеспечения приложения вектора нагружения как по длине, так и по окружности детали.
На фиг.1 изображена схема реализации способа; на фиг.2 - кривые изм нения прогиба за один оборот в i-ой локальной зоне при отсутствии (кривая }) и при наличии (кривая 2) дефекта.
Способ осуществляют следующим образом.
Цилиндрическую деталь 1 из ферро- агнитного материала закрепляют концами в опорах 2, а симметрично относитель .но оси детали 1 устанавливают возбудитель колебаний, вьтолненньШ в виде агйита 3, и измеритель А прогиба, в качестве которого может быть использован, например, емкостной преобразователь. Вращгиот деталь 1 вокруг ее продольной оси, при этом последовательно нагружают локальные зоны детали путем перемещения магнита 3 от одного конца к другому магнитиь м полем постоянной напряженности. Одновременно с магнитом 3 перемещают измеритель 4 прогиба, причем прогиб каждой из нагружаемых локальных зон измеряют за один оборот детали 1. В процессе нагружения последней магнитное поле, воздействуя на локальные зоны детали 1, вызьюает ее прогиб, который зависит от изгибной жесткости, и определяется из соотношения:
У„РШГ511 ,
3EI1 45
Р - усилие, воздействующее на
деталь со стороны постоянного магнита;
X координата магнита и измери- 50 теля прогиба от конца детали;
1 - длина детали;
Е - модуль Юнга;
I - момент инерции детали. 55
0
5
о
5
0
5
При отсутствии дефекта момент киер- ции цилиндрической детали является величиной постоянной, зависящей только от диаметра детали. При появлении в некоторой зоне дефекта (например, трещины) момент инерции в этой зоне изменяется в зависимости от угла С/ поворота детали. В результате в процессе контроля имеет место переменный прогиб детали под действием силы Р, которьй при отсутствии дефекта находится в пределах ( +ЛУ), где 1 .р - рредний прогиб за один оборот детали 1, и у - допустимая погрешность измерения (кривая 1), а при наличии дефекта происходит изменение величины прогиба, которая превьшает величину () (кривая 2), и по максимальной величине прогиба и соответствующему углу поворота детали 1 определяется наличие дефекта в последней. Таким образом, вращение детали и нагружение ее магнитным полем постоянной напряженности обеспечивает создание условий, при которых при произвольном пространственном расположении дефекта приложенная нагрузка оказывает наибольшее влияние на деталь, вызьгоая различный ее прогиб за один оборот, т.е. вектор на- гружения в процессе вращения детали
и перемещения магнита приложен не
/ - только по длине детали, но и по ее
окружности, что обеспечивает повышение чувствительности контроля.
Формула изо
р е т е н и я
Способ контроля дефектов деталей, по которому закрепляют концы детали, последовательно нагружают локальные зоны детали и измеряют прогибы , по которым судят о наличии дефекта, отличающийся тем, что, с целью повьшения чувствительности при контроле цилиндрических деталей из ферромагнитных материалов путем обеспечения пр иложения вектора нагружения как по длине, так и по окружности детали, вращают деталь вокруг ее продольной оси, нагружение локальг ных зон осуществляют магнитным полем постоянной напряженности, а прогибы локальных зон измеряют за один оборот детали.
,
мнм
Уср, УсрглУ
Составитель М.Матюшин Редактор Н.Горват Техред М.Ходанич Корректор В.1 1рняк
Заказ 6952/40
Тираж 789
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
фиг. 2
23f . -род
Подписное
| Способ акустического контроля тонкостенных изделий | 1982 |
|
SU1024829A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
