&0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки стыковых соединений | 1986 |
|
SU1408649A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |

Изобретение относится к сварке стыковых соединений неплавящимся электродом и может быть использовано во всех отраслях народного хозяйства. Цель изобретения - повышение кя чества соединений при использовании в процессе сварки в качестве присадочного металла ленты за счет исключения приваривания концов ленты к поверхности Шва или свариваемой поверхности. Ленту 2 за дугой 5 отводят от поверхности изделия с одновременным разворотом свободных кон-, цов ленты 2 навстречу друг другу с образованием угла oi , вершина которого направлена к стыку. Такое ведение процесса устраняет необходимость механического удаления концов ленты 2 после сварки или переплава их последующими проходами. 4 ил.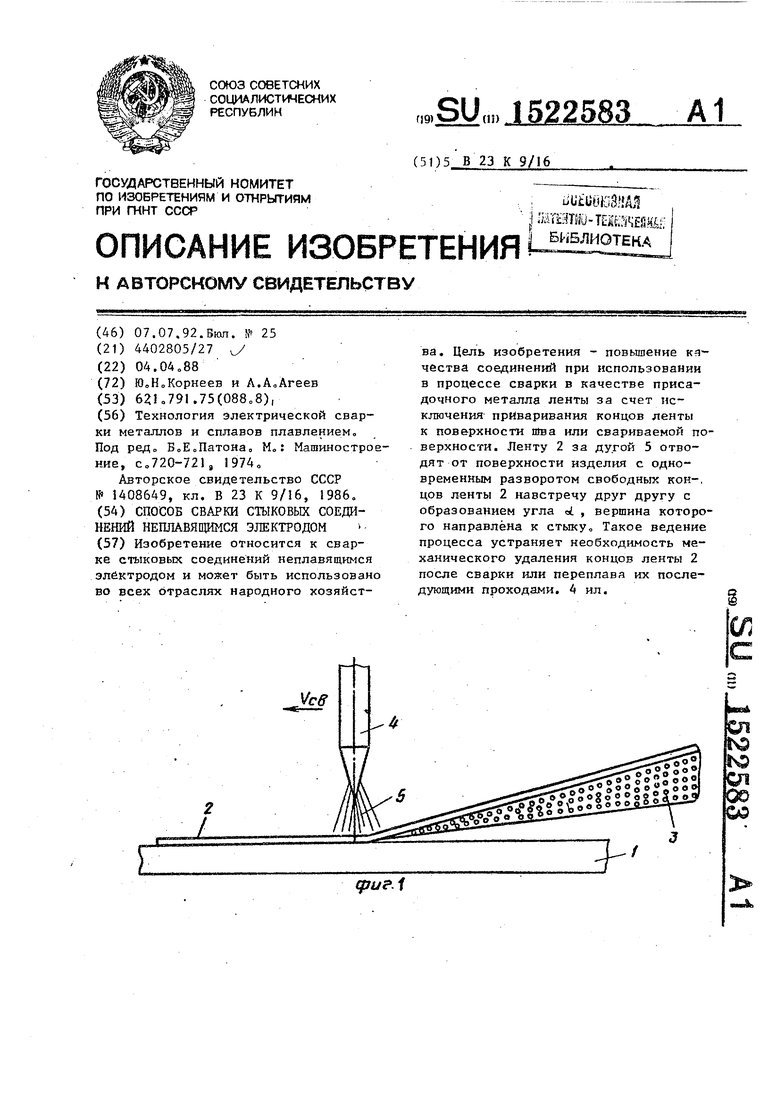
(
Изобретение относится к сварке неплавящимся электродом в среде защит™ ньк газов по предварительно активированной поверхности изделия и может быть использовано во всех отраслях народного хозяйства.
Целью данного изобретения является повьппение качества сварного соеди нения путем отведения ленты За дугой и поджима ленты в центральной части непосредственно под дугой „
На фиг, 2, 3 показана схема выполнения способа сварки, варианты на фиг,4 --схема деформации ленты в изометриио
- . Способ сварки стыковых соедине ий осучцествлягат следующим образом
Производят сборку стыкового соеди .нения 1„ В качестве присадочного металла берут перфорированную ленту (сетку) 2 со сквозными отверстиями 3 по всей ее длине В отверстиях ленты 2 располагают активируюащй состав, в каче,тве которого используют соот™ ветствзпощий свариваемому металлу из-, вестный флюс о Материал ленты (сетки) 2 также выбирают в соответствии со свариваемым металлом соединения 1, Ленту 2 укладывают на поверхность свариваемого соединения i (подают со скоростью сварки ) с1тмметрнчТ1О линии стыка и пр11жимают по краям ленты в зоне предполагаемой сварки Электрод 4 уста} авливают над лентой 2 по оси стыка и возбуждают дугу 5о Сварку производят в импульсном или постоянном режиме со скоростью о
В процессе сварки дуга 5 расплавляет ленту 2 в центральной части и активирующий состав, расположенный в отверстиях 3 ленты 2, В результате контрагирующего действия активирующего состава, ширина шва существен- но уменьшается, увеличивается .проплаляющая способность дуги 5 5 в результате чего получают шов с полным про- плавлеиием. Оставшиеся нерасплавленными по обе стороны дуги 5 куски лен ты 2 за дугой отводят от поверхности изделия с одновременным разворотом их навстречу друг другу с.образова нием угла А , вершина которого направлена к стьпсуо Такая деформация- оплавленных кош ов ленты 2 позволяет .осуществлять, во-первых плотное прилегание ленты 2 в центральной ее части, т.е. непосредственно под дугой 5 что способствует paвнo: epнo ry и ста-
бильИому проплавлению металлаj во- вторых 5 устранить возможность приварки концов ленты 2 к металлу шва, что
устраняет необходимость механического yдaлeF« я концов ленты 2 после сварки Шш переплава их последующими проходами,
Пример осуществления способа.
Способ осуществляли при сварке неповоротных стыков труб ф 1026 мм из стали i2X18H10T Сварку проводили на макете устройства, разработанном на базе сварочной головки СА-78 с использовапием источника питания ТИР- ЗООДМ „ В качестве перфорированной ленты использовали сетку аналогичной марки шириной 12 мм с размером ячеек ). мм и диаметром проволоки
Mt-io В отверстиях по центру сетки размещали флюс ФС-5 (ширина флюса 8 мм) о Сетку одним концом закрепляли в устройстве подачи, которое од- н оёременно осуществляло и отвод конЦов ленты от поверхности изделия и разворачивало их навстречу друг другу с образованием между ними угла, вершнна которого направлена к стыку4 Электрод 4 мм с заточкой на
угол в 3. диаметром притупления ОдЗ мм устанавливал на линию стыка над сеткой на расстоянии, равном IjS MMj возбуждали дугу между элек- тредом и сеткой и осуществляли сварку при следующем режиме:
Ток импульса,А 150 Ток паузы, А 30 Время 5дапульса,с 1,2 Время паузЫ} с 0,6 Скорость перемещения электрода
относительно изделия (в паузе тока) . 4s5 м/ч
В результате сварки получали рав- HOMepHbrii и полньй провар всего стыка Размеры шва:.ширина снаружи. - 6 мм; внутри 4 ммо При рентгенопросвечи- вании дефектов в шве не обнаружено Предложенный ьпособ позволяет повысить качество сварного соединения и снизить расходы на послесварочную обработку шва.
Формула изобретения
Способ сварки стьжовык соединений иеплавящимся электродом в среде защитных тазов, при котором в качестве присадочного металла используют прижимаемую и зоне дуги к изделию пёрфо
00
00 00 00 00
.0
о о о е
о е
о о о о
о ва о о
о оо о о
в оо о о
о ео о о
е о в о
во о о о о
00 е в о о о ео ооо йоооооо ее о о 00 og
Of) о о 00 о
оЖЭ
R)oo о Э о в (ГагЕГ Т 0000 erFiyirr; оо ооо°ооооавовоо оос о в(
5TF о о
oG2SX;i ;;Xonnon° ® сэос о в е о о о о ос
ifellLiJllsJlaZiii
7
t ..
5TF о о
о о
aZ
(ру.
| Технология электрической сварки металлов и сплавов плавлением | |||
| Под реДо БоЕоПатонно М„: Машиностроение, с„720-721, 1974 о Авторское свидетельство СССР № 1408649, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
