1
Изобретение относится к способам импульсной дуговой сварки присадочной проволокойстыковых соединений с разделкой кромок из различных металлов и может найти применение в судостроительной области, энергетической и других отраслях промышленности.
Во многих отраслях народного хозяйства сваривают стыковые соединения толщиной А-20 мм с разделкой кро-ц, мок и последующим заполнением присадочным металлом.
Известен способ автоматической сварки горизонтальных стнковмх соединений на вертикальной плоскости с s полупринудительным формированием шва, при котором сварку ведут одновременно двумя расщепленными дугами в общую сварочную ванну с использованием самозащитной порошковой проволокиГТ. 20
Однако для осуществления данного способа сварки необходимо использо вать оборудование, которое громоздко, что не позволяет производить процесс
сварки в труднодоступных местах, в частности, сварку изнутри труб небольшого диаметра.
Известен способ дуговой сварки в среде защитных газов плавящимся электродом, при котором сварку осуществляют без поперечных колебаний электрода и при ступенчатом наложении валиков с перекрытием соседнего валика на половину или третью часть его ширины последовательно у каждой из кромок 2.
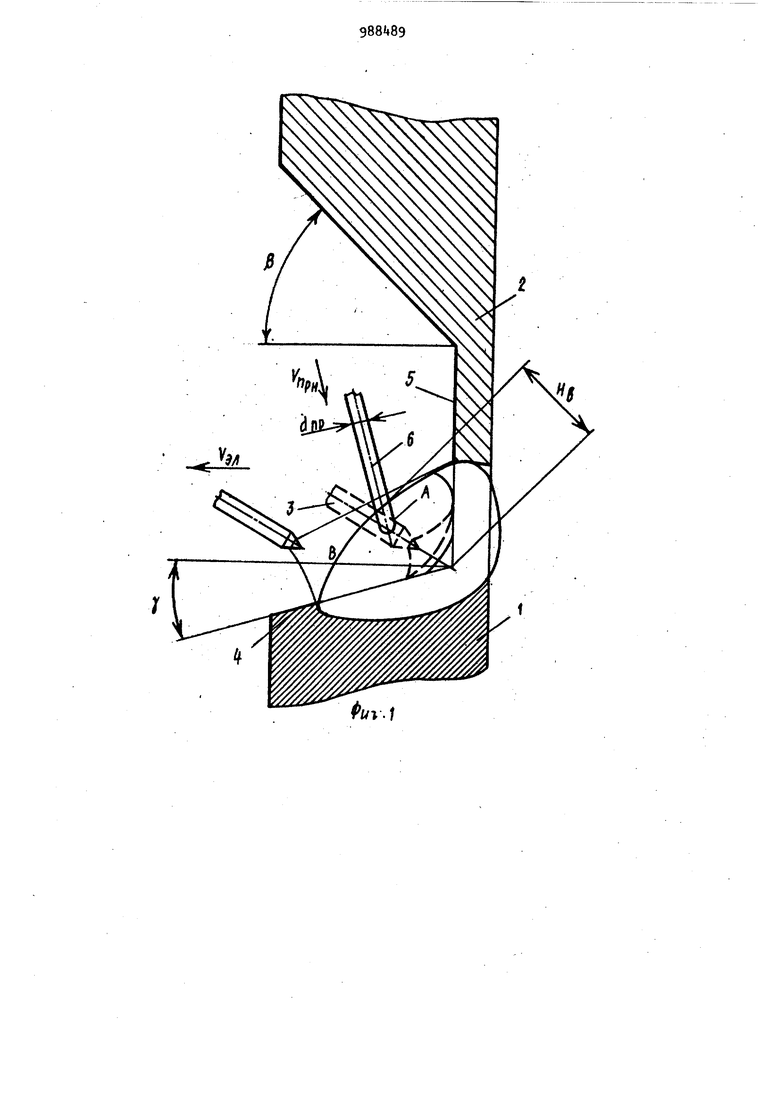
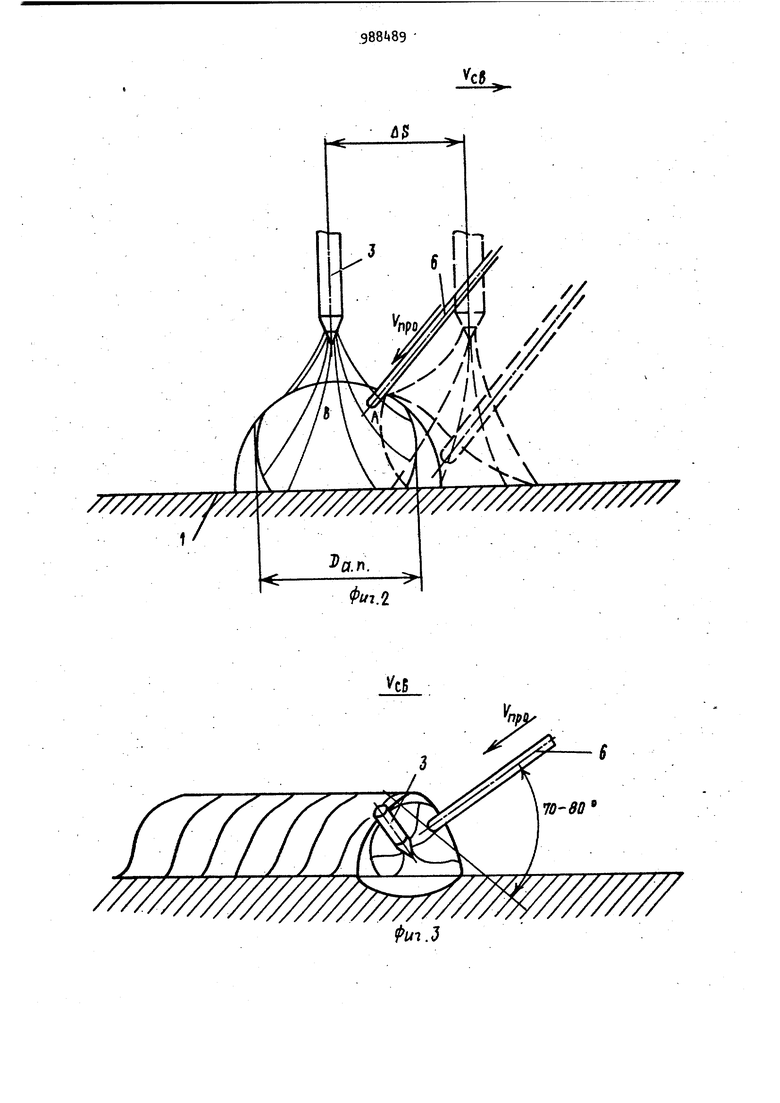
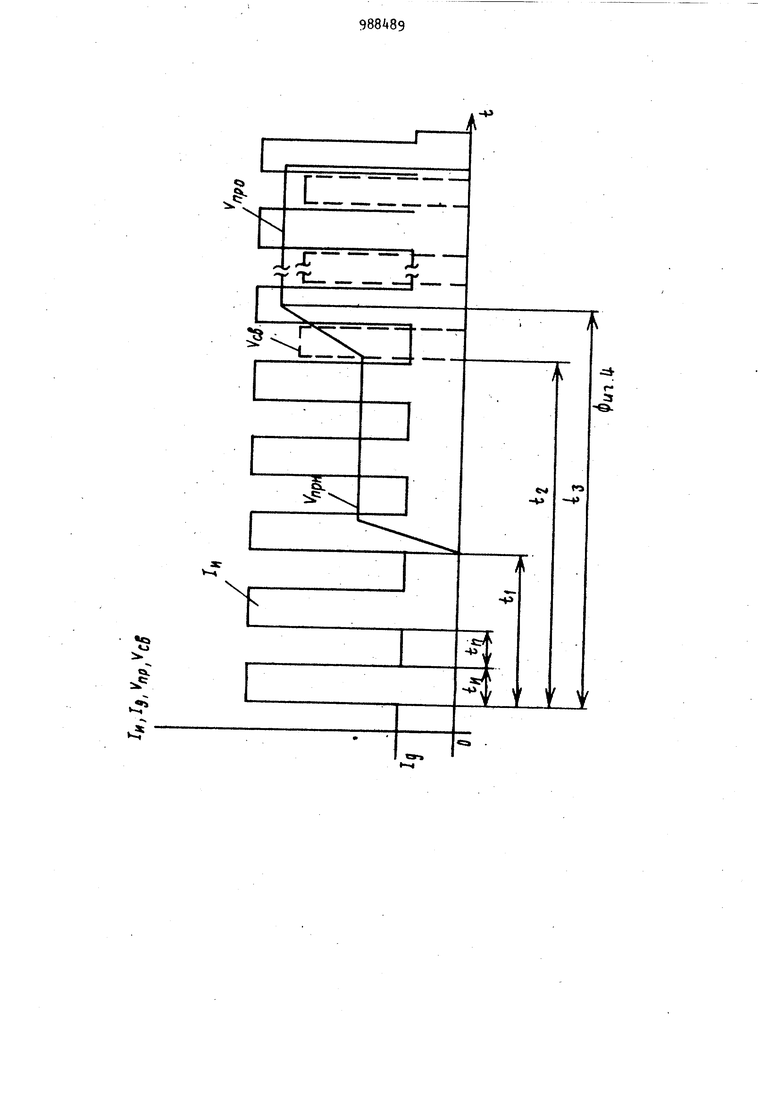
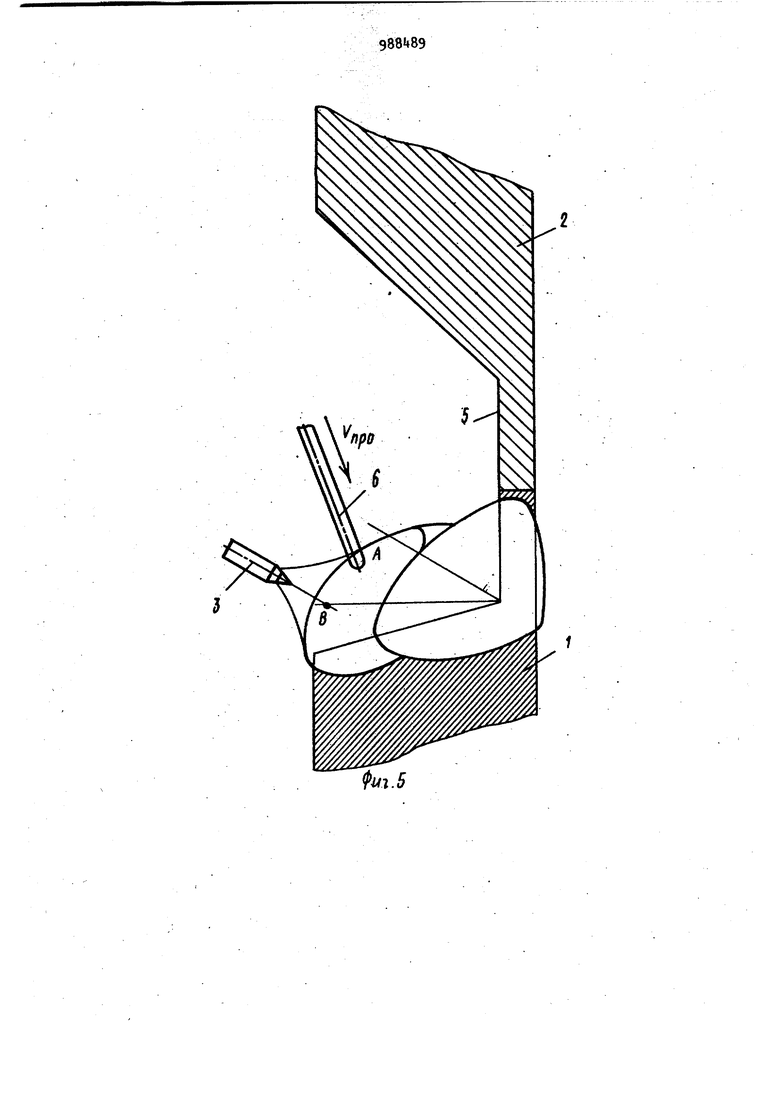
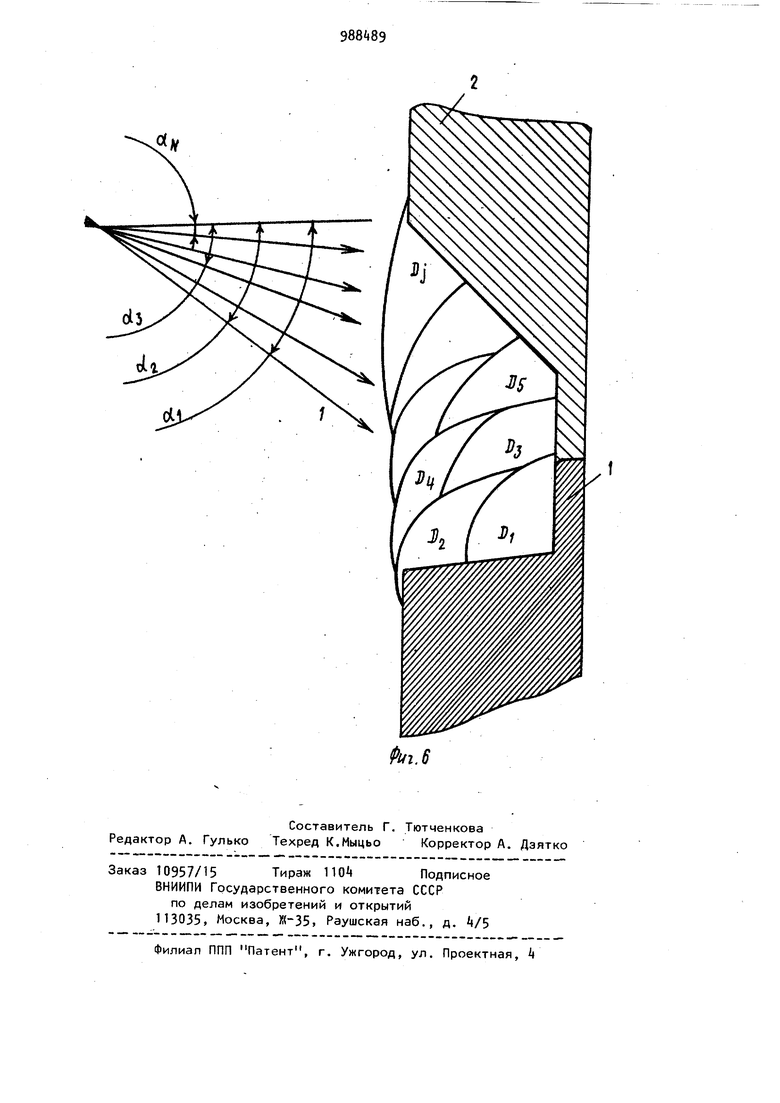
Недостатки этого способа заключаются в том, что при сварке ответственных конструкций и изделий не допускается наличие брызг на поверхности основного металла, что невозможно избежать при осуществлении способа. Крюме того, в процессе сварки после каждого прохода необходимо производить настройку сварочной горелки то на одну кромку разделки, то на другую, что снижает производитель3ность процесса сварки особенно в ст сненных условиях. Наиболее близким к предлагаемому является способ дуговой сварки нешлавящимся электродом в среде защит ных газов с присадочной проволокой, при котором неплавящийся электрод имеет изоляцию ot стенок разделки и совершает синусоидальные поперечн колебания относительно середины шва f З. 1едостатком известного способа я ляется появление непроваров и иесплавлений в связи с неточностью рас положения электрода у кромок. Цель изобретения - повышение про изводительности и качества сварного шва при сварке стыков в горизонтальной плоскостипри нестандартной разделке счет увеличения объема наплавляемог металла за один проход и сокращения времени настройки перед каждым проходом. Поставленная цель достигается те что согласно способу импульсной дуговой сварки неплавящимся электродом стыковых, соединений с разделкой кромок и подачей присадочной проволоки, при котором в начале процесса электрод располагают в угол разделки в начале процесса перемещают электрод по высоте разделки с одновременной подачей присадочной проволоки со скоростью в 1,5-2 раза меньше, оптимальной и после получения высоты валика, равной 0,7-0,9 диаметра активного пятна дуги в импульсе, смещают дугу, располагая ее активное пятно по высоте валика на его боковой поверхности, и осуществляют сварку при соотношении времени ими проволоки;скорость подачи присадочной проволоки при оптималь ном режиме; сварочный ток и напряжение v,-V дуги в импульсе соответственно;коэффициент, учитывающий скорость кристаллизации металла, при этом разделку заполняют валиками расположенными параллельно разделке 9 последовательно перемещая электрод от кромки к кромке и изменяя угол наклона с N электрода относительно го3-7,5(4,5-N ризонтали по условию N- номер слоя, а проволоку подают под углом /OSo к зеркалу сварочной ванны со смещением на 2-3 диаметра проволоки от оси электрода в зону ванны с минимальной скоростью кристаллизации. На фиг. 1 и 2 показаны схемы выполнения начала сварки стыкового соединения с разделкой кромок; на фиг. 3 схема процесса сварки; на фиг. k - циклограмма процесса сварки; на фиг. 5 и 6 - последовательность наложения валиков при многопроходной сварке. Способ.импульсной дуговой сварки плавлением осуществляется следующим образом. Предварительно на стыках 1 и 2 выполняют ступенчатую разделку. Затем электрод 3 выставляют .под углом У в угол разделки, образованной кромками и 5 и осью электрода 3 (фиг.1).. Затем зажигают дугу между электродом и кромками 4 и 5 и по истечении времени прогрева 1ж(фиг.) в образовавшуюся сварочную ванну подают со скоростью в 1,5-2 раза меньше оптимальной V-pQ присадочную проволоку 6 со смещением на (2-3) d,p от оси электрода 3 в зону А ванны с минимальной скоростью 4 ристаллизации. Электрод 3 перемещают параллельно кромке 4 в течение времени t (фиг.А). При достижении высоты валика за время t. НЬ(0,7-0,9) Одпэлектрод 3 перемещают со скоростью V(,gHa величину Д5 в направлении сварки (фиг.2) так, что активное пятно дуги располагают по вы.соте валика на его боковой поверхности. При этом увеличивают скорость подачи присадочной проволоки 6 до оптимальной пр0 и подают ее под углом 70-80 к зеркалу сварочной ванны. Параметры импульсного режима выбирают из условия так, что ток в импульсе In должен обеспечивать расплавление преимущественно присадочной проволоки 6. Длительность импульса t выбирают из условия образования критических размеров сварочной ванны, т.е. НЬ (,9) Одр. Для сокращения t, увеличения скорости кристаллизации сва5Эрочной ванны и соответствующего увеличения производительности в предлагаемом способе в период паузы tj, при садочную проволоку 6 подают со смеще нием на (2-3)с1,,рОт оси электрода 3 в зону ванны с минимальной скоростью кристаллизации (фиг.З) с той же скоростью, что и во время импульса t, а именно . При этом расплавление проволоки 6 происходит только за сче выделяемого тепла при кристаллизации сварочной ванны так как ток в паузе А, что явно недостаточно для плавления присадочной проволоки. Это позволяет улучшать качество сварного как при увеличении скорости . кристаллизации образуется мелкозернистая структура металла шва.После наложения первого валика.накладывают второй валик так, как показано на фиг ,5 Для этого электрод 3 смещают поперек кромки fi таким образом,чтобы процесс наложения второго валика происходил с перекрытием первого на половину или третью часть его ширины, т.е. в точке В. Порядок ступенчатого заполнения разделки взаимодействукмцимися валиками D , 0, ...Oj показан на фиг. 6. Для достижения этой цели эле трод 3 в процессе последовательного наложения валиков D, D...Dj переме щают :от слоя к слою с установочным изменением при этом угла наклона электрода 3 ото(И до et . Качество сварного шва и производительность процесса сварки во многом зависят от правильного выбора тока сварки I, скорости подачи присадочной проволоки Vnp, времени импульса t yj и времени паузы tp. На основе многочисленных экспериментов получают следующие зависимости: ц-КгМцОдм t..fey где К ,К ,К - эмпирические коэффици енты соответственно численно равные К. 8 - 12tT/CMl ,95-1,2 (кДж) мм К 2,2-3fO эмпирический коэффициент, учитывающий скорость кристаллизации металла. 9 Пример. Способ импульснодуговой сварки неплавящимся электродом в среде защитных газов осуществляют при сварке изнутри стыков вертикально расположенных труб из стали 12Х 8 HI ОТ размеров 160 х tO мм. Предварительно на стыках труб выполняют ступенчатую разделку со следующими размерами: высота разделки стыка 7, мм; ширина разделки стыка 10-12 мм; . Сварку производят сварочной головкой СА-З с применением аппаратуры управления СА-.198, источника питания ТИр-200 В. Предварительно перед сваркой с использованием указанных соотношений получают значения Tj,; t для каждого прохода. Сварка первого прохода. Перед первым проходом электрод устанавливают в разделку под углом ниже горизонтали и зажигают дугу между электродом и кромками разделки. Угол c/-f , 37;5(4,5-N). выбирают из условия iy , N где N - номер слоя. Если величина угла d Ц при наложении каждого слоя меньше своей оптимальной величины, определенной из указанного условия, , то накладываемые валики имеют бочкообразную форму, наличие которой ведет к появлению непроваров и несплавлений в местах перекрытия валиков. Если ,ro происходит кание расплавленного присадочного металла с вертикальной стенки, что . создает трудность в удержании сварочной ванны на вертикальной стенке разделки. После того, как зажигают дугу в начале процесса сварки электрод перемещают по высоте разделки с одновременной подачей присадочной проволоки со скоростью 1,,0 раза, меньшей оптимальной, а именно.рц. 19 м/ч. Скорость подачи присадочной проволоки в начале процесса сварки выбирают, исходя их следующих соображений. Если , то происходит неполное расплавление присадочной проволоки в процессе начала сварки, ведущее к появлению металлических включений, в сварном шве. появляется вероятность прожога, к тому же присадочная проволока расплавляется столбом сварочной дуги и, не поступая в сварочную ванну, разбрызгивается каплями, что приводит к замыканиям. По истечении времени t 10 с с начала процесса сварки получают валик высотой, равной (О, , 9) с(п составляет 5-6 мм. В этот момент электрод перемещают в направлении сварки CQ.CKO ростью Vj,p и подают присадочную про волоку в зону сварки со скоростью . Высота валика НЬ должна лежать в пределах НЬ(0,7-0,9)0,. , так как при ,7 уменьшается объем наплавляемого металла, что. ведет к понижению производительности процесса сварки. При Hb70.9 РОД накладываемые валики имеют бочкообра ную форму, наличие которой, в свою очередь, затрудняет процесс последовательного наложения валиков, а так- же ведет к появлению непроваров и неисплавлений в местах перекрытия валиков. Присадочную проволоку подают под углом 70-80 к зеркалу сварочной ванны со смещением на (2-3)cL что составляет2,,0 мм от оси электрода в зону ванны с минимальной скоростью кристаллизации. Если при-, садочную проволоку подают к зеркалу .ванны под углом большим 80 или мень шим 70°, то появляется вероятность возникновения непровара и металличес ких включений из-за неполного распла ления присадочного металла. Присадоч ную проволоку подают со смещением на (2-3) dpp от оси электрода в зону сварочной ванны с минимальной скоростью кристаллизации по следующим соображениям; если смещение присадочной проволоки больше 3d, то время кристаллизации сварочной ванны возрастает, что приводит к росту зерен металла, перегреву основного и присадочного металла в зоне сварки. Для того чтобы процесс сварки был стабильным при таком смещении присадочной проволоки, последнюю подают с меньшей скоростью во избежании непол ного расплавления присадочной проволоки. Все это отрицательно, влияет на качество сварного шва и снижает производительность процесса сварки. При смещении, меньшем чем 2dnpзатруд няется процесс наложения валика на вертикальную стенку разделки из-за того, что расплавленный присадочный металл стекает вниз и образует несплавления в местах перекрытия вертикальной стенки наплавляемым валиком, ухудшая тем самым качественное форми рование шва. S s Режим сварки первого прохода: l, - 125-130 А; )Ьв 7,0 м/ч; t.,1,0 С; 1д 20А; Uf 3,5 м/ч; t 0,2 С; 1д 2,. Время прогреве изделия 3,0 с. Время наложения одного йалика составляет 16,5 мин.. Сварка Btoporo прохода. Не изменяя местоположения электрода начинают сварку второго прохода. В начале процесса сварки эле(строд перемещают по высоте разделки аналогично первому проходу, Режим сварки второго прохода: Iv, 110 А; ,0 M/4;t 1,0 С; Vnpo 31 м/ч; t 0,2 С ,0 мм. После сварки первого слоя, состоящего из двух валиков, приступают к сварке следующих слоев. Сварка третьего и четвертого проходов. Для сварки этих проходов электрод устанавливают под углом /z 20 в угол, образованный первым слоем и вертикальной с-тенкой разделки. Технология сварки аналогична технологии сварки первого слоя, ) Режим сварки третьего и четвертого проходов: 1и 130А; 7,0 м/ч; ,0 С; ,0 мм; I. 20 А; V-. 3,5 м/ч; ,2 С. Сварка пятого прохода. Процесс сварки аналогичен процессу сварки первого прохода, но отличается лишь тем, что в данном случае установочный угол электрода с/л 10. Сварка шестого прохода. Перед сваркой шестого прохода элек трод устанавливают под угломо 5® ниже горизонтали в угол, образованный верхней кромкой разделки и поверхностью металла, наплавленного при пятом проходе. Режим сварки шестого прохода: Ivi 120 А; ,0 м/ч; t 1,0 С; 1д 2,0 мм; 1. 20 А; V 28 м/ч; ,2 с; После сварки образцы подвергают внешнему осмотру, рентгенопросвечиванию и металлографическим иссле дованиям. Качество формирования и защиты шва хорошие. Несплавлений, пор, неметаллических включений не обнаружено. Применение способа позволяет при высоком качестве ,швов увеличить прсп изводительность процесса сварки, сни зить остаточные деформации. Например при сварке изнутри стыков вертикально расположенных труб ф 160x10 мм не прерывной дугой с присадочной проволокой требуется }-}k сварочных проходов в то время как предлагаемый способ позволяет совершить сварку за 6 проходов и за время, которое в 1,5 раза меньше времени, требуемого для сварки непрерывной дугой. Экономический эффект от применения предлагаемого способа составляет 0,5 р. на 1 стык. Формула изобретения Способ импульсной дуговой сварки неплавлящимся электродом стыковых соединений с разделкой кромок и подачей присадочной .проволоки, при котором в начале процесса электрод располагают в угол разделки, отличающийся тем, что, с целью повышения производительности и качества соединения при сва ке стыков в горизонтальной плоскост при нестандартной разделке, в начале процесса перемещают электрод по высоте разделки с одновременной подачей присадочной проволоки со скоростью в 1,5-2 раза меньше оптимальной и после получения высоты ва лика, равной 0,7-0,9 диаметра актив ного пятна ;дуги в импульсе, смещают дугу, располагая ее активное пятно по высоте, валика на его боковой поверхности, и осуществляют сварку пр оотношении времени импульса ремени паузы tp, равном ;Ц . ELIDEO, «П 1 и JAH диаметр присадочной проволоки;скорость подачи присадочной проволоки при оптимальном режиме; и - сварочный ток и напряже ние дуги в импульсе соот венственно; К - -коэффициент, учитывающий скорость кристаллизации металла, при этом разделку заполняют валиками, расположенными параллельно разделке, последовательно перемещая электрод от кромки к кромке и изменяя угол наклонаotvj электрода отнрсительно )-; горизонтали по условию ,5 где N - номер слоя, а проволоку гюдают под углом 70-80 к зеркалу сварочной ванны со смещением на 2-3 диаметра проволоки от оси электрода в зону ванны с минимальной скоростью кристаллизации. Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация. Информэнерго серия Сварочные работы в энергетическом строительстве tf 8, 1980, стр.12. 2.Сварочное производство вып.6 М. НИКИМТ, 1979, с 33/3. 3.Патент США № 364311, кл. 219 137, 1972 г.Y прототип/.
an.
-
Фи1.ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
LIIIIII
с
.
ТГ--т-
л
::
.
«ц,
.
fr
«
«г/ -4а ,
V Ч
