Известны устройства для отливки постоянных магнитов, снабженные кристаллизаторами с вытяжными механизмами.
Описываемое устройство для отливки постоянных магнитов отличается от известных тем, что оно состоит из карусельной нагревательной газовой печи, на вращающемся поду которой помещены кристаллизаторы с вытяжными механизмами, и установленной в своде печи воронки для заливки металла в кристаллизаторы. Такое выполнение устройства позволяет автоматизировать процесс отливки магнитов.
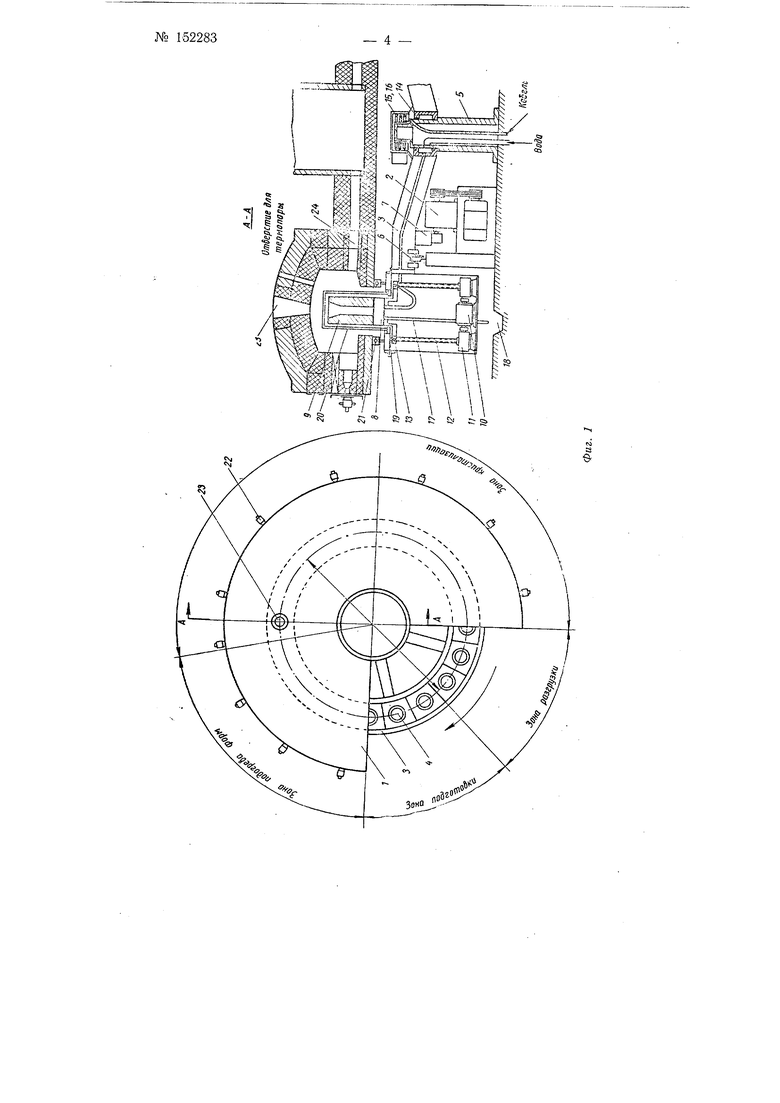
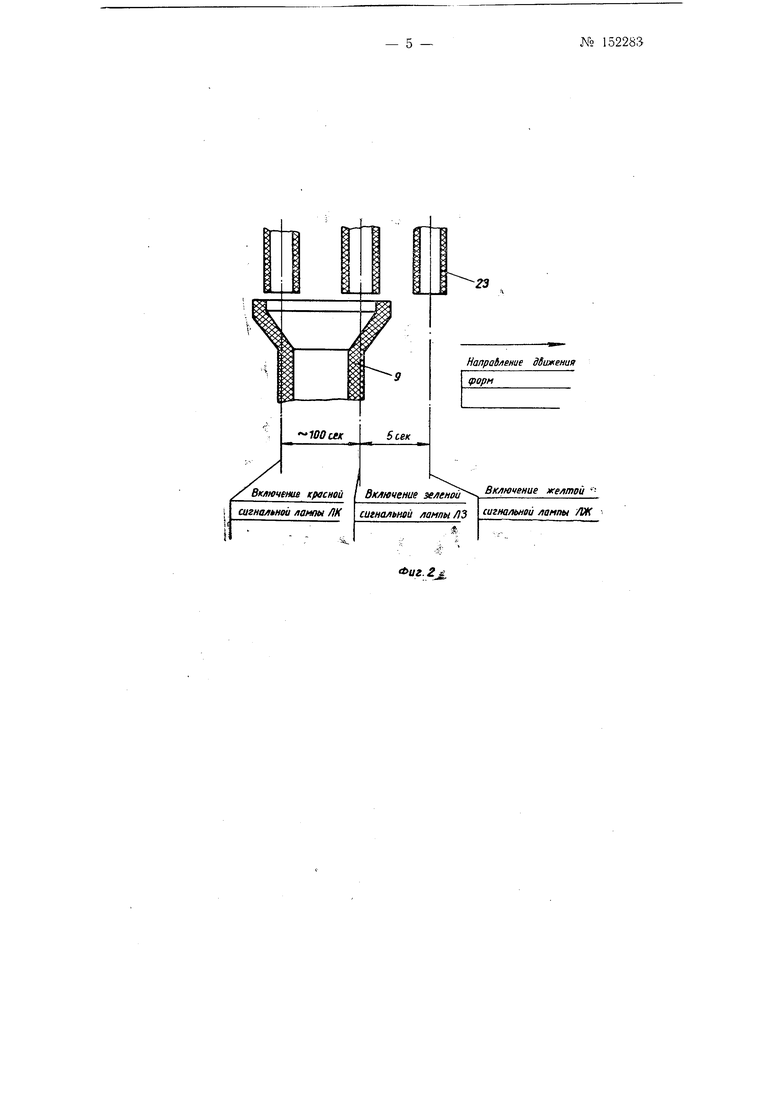
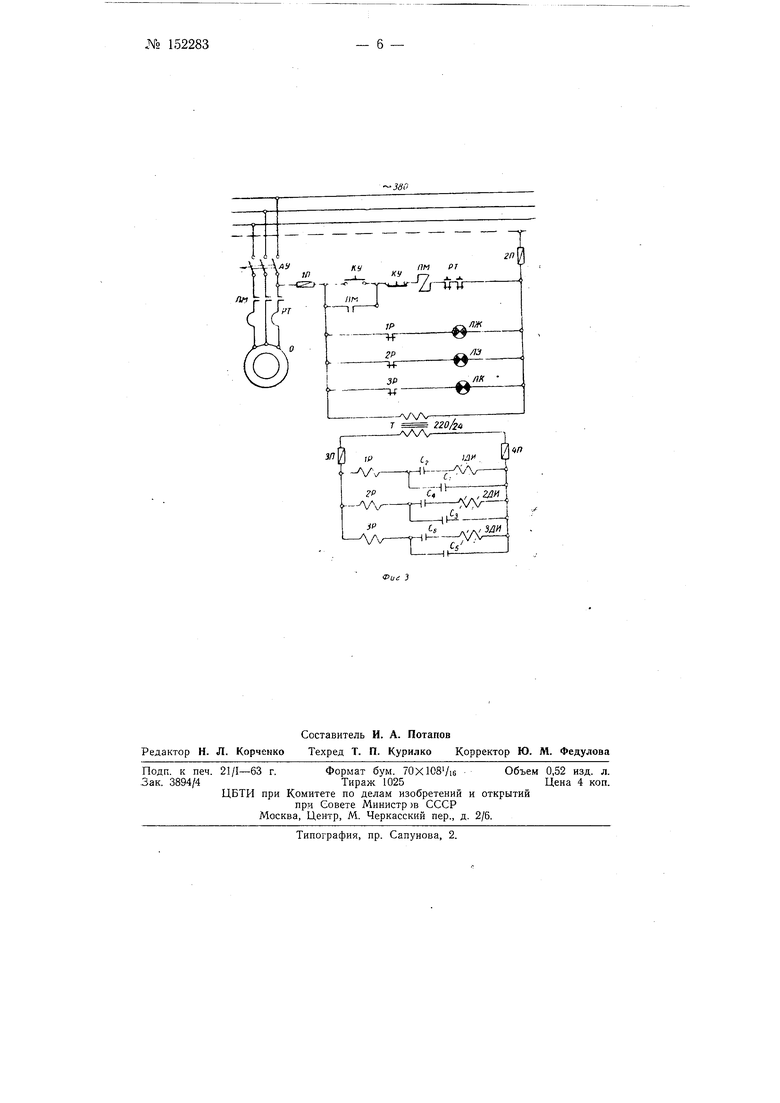
На фиг. 1 изображено предлагаемое устройство, общий вид и разрез по А-А; на фиг. 2 - схема расположения формы относительно заливочной воронки в разные моменты времени при движении несущего кольца с постоянной скоростью; на фиг. 3 - электрическая схема привода несущего кольца при движении с постоянной скоростью.
Предлагаемое устройство для отливки постоянных магнитов с направленной кристаллизацией состоит из двух основных частей: неподвижной и подвижной. Неподвижной частью, установленной на жестком металлическом каркасе, является газовая кольцевая печь У и привод 2 вращения несущего кольца 3, которое служит подвижной частью. На кольце 5 установлено двадцать одинаковых кристаллизационных ячеек 4. При помощи несущего кольца ячейки вводятся в печь, перемещаются в ней и выводятся из печи. Несущее кольцо вращается вокруг неподвижной оси 5 на роликах 6 и приводится в непрерывное движение с постоян№ 152283- 2 -
ной скоростью 1,74 мм/сек приводом 2 при помощи фрикционной передачи 7, состоящей из ролика и фрикционного шкива.
Основным элементом кристаллизационной ячейки является водоохлаждаемый медный холодильник 8, снабженный механизмом медленного (5 мм/мин) .опускания и быстрого (1000 мм/мин) подъема. На холодильник устанавливают огнеупорную форму 9. Механизм вертикального перемещения состоит из электродвигателя 10, редуктора 11 с двумя свободными концами вала, вращающими с помощью червячных передач ходовые винты 12 и гайки 13.
Редуктор имеет два передаточных отношения, причем переход из одного вида движения в другой достигается путем реверсирования электродвигателя и переключения сцепления скорости, включаемого автоматически индуктивным датчиком.
Подача воды к холодильникам кристаллизационных ячеек осуществляется через кольцевой распределитель 14, а подвод энергии с помощью трех контактных колец 15 и щеток Иб. Слив воды производится из каждой ячейки по трубе J7 в кольцевой сливной желоб 18.
Устройство «имеет четыре зоны: подготовки, подогрева форм, кристаллизации и разгрузки. В зоне подготовки форм на основной, холодильник 5 устанавливают огнеупорную форму 9 для литья, а на вспомогательный кольцевой холодильник 19 огнеупорный муфель 20, который служит для уменьщения подсоса воздуха в камеру печи. Для этой же цели применяется кольцевое уплотнение 21, состоящее из двух швелллеров и щланга, заполненного проточной водой.
Благодаря вращению несущего кольца кристаллизационные ячейки с формами поступают в зону подогрева газовой печи. Газовая печь, выложенная из нескольких слоев огнеупорных материалов, имеет кольцевую рабочую камеру, с наружной стороны которой установлено десять газовых горелок 22, обеспечивающих требуемую температурную кривую. Когда форма подойдет к отверстию 23 Хля заливки сплава, она будет нагрета до 1500°. Отвод продуктов сгорания из печи осуществляется по каналу 24 в систему вытяжной вентиляции.
Движение несущего кольца с постоянной скоростью равной 1,74 мм/сек обеспечивает заливку формы сплавом в течение 100 сек. Контроль за вводом формы под заливку, временем заливки формы и выходом формы из-под заливки осуществляется автоматически следующим образом. Когда до заливочной воронки остается 5 сек движения, индуктивный датчик 1ДИ (фиг. 3) с помощью реле IP включает желтую сигнальную лампу ЛЖ (сигнал «приготовиться). В момент установки формы под заливочной воронкой желтая сигнальная лампа отключается и включается зеленая сигнальная лампа ЛЗ (сигнал «заливка), что осуществляется индуктивным датчиком 2ДИ с помощью реле 2Р. В момент выхода формы из-под заливочной воронки предусмотрено включение красной сигнальной лампы ЛК. (сигнал «прекратить заливку), осуществляемое индуктивным датчиком ЗДИ с помощью реле ЗР.
Когда залитая сплавом форма начнет передвигаться в зону кристаллизации, включается индуктивный датчик, установленный в схеме управления электродвигателем механизма опускания, и форма с холодильником станет медленно выходить из камеры печи. К моменту выхода ячейки за пределы печи форма полностью опустится из ее камеры.
На выходе из печи второй индуктивный датчик включает электромагнит переключения скорости и одновременно реверсирует электродвигатель, вследствие чего холодильник с формой возвращается в верхнее положение, где происходит разгрузка муфеля и формы с литыми магнитами. Затем кристаллизационная ячейка поступает в зону подготовки форм, а магниты на дальнейшую обработку. Малая скорость движения обеспечивает безопасность и удобство в работе на участках разгрузки залитых форм и установки новых.
Предмет изобретения
Устройство для отливки постоянных магнитов, снабженное кристаллизаторами с вытяжными механизмами, отличающееся тем, что, с целью автоматизации отливки магнитов, оно состоит из карусельной нагревательной газовой печи, на вращающемся поду которой помещены кристаллизаторы с вытяжными механизмами, и установленной в своде печи воронки для заливки металла в кристаллизаторы.
№ 152283
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для порционной электрошлаковой отливки слитков | 1975 |
|
SU534098A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| ЦЕНТРОБЕЖНОЕ ЛИТЬЕ МЕТОДОМ ПРОТИВОДАВЛЕНИЯ | 2002 |
|
RU2278765C2 |
| БОЕВАЯ МАШИНА РЕАКТИВНОЙ СИСТЕМЫ ЗАЛПОВОГО ОГНЯ НА БАЗОВОМ ШАССИ ТАНКА | 2000 |
|
RU2170906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| ЭЛЕКТРИЧЕСКИЕ, МЕХАНИЧЕСКИЕ, ВЫЧИСЛИТЕЛЬНЫЕ И/ИЛИ ДРУГИЕ УСТРОЙСТВА, СФОРМИРОВАННЫЕ ИЗ МАТЕРИАЛОВ С ЧРЕЗВЫЧАЙНО НИЗКИМ СОПРОТИВЛЕНИЕМ | 2012 |
|
RU2612847C2 |
| СШИТЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ, ГАЗОРАЗДЕЛИТЕЛЬНЫЕ МЕМБРАНЫ ИЗ ТАКИХ СШИТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ, СПОСОБЫ ИЗГОТОВЛЕНИЯ ТАКИХ МЕМБРАН И СПОСОБЫ РАЗДЕЛЕНИЯ ГАЗОВ ПРИ ИСПОЛЬЗОВАНИИ ТАКИХ МЕМБРАН | 2014 |
|
RU2682877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА, ВОССТАНОВЛЕНИЯ КРЕМНИЯ И ВОССТАНОВЛЕНИЯ ДИОКСИДА ТИТАНА ДО МЕТАЛЛИЧЕСКОГО ТИТАНА ПУТЁМ ГЕНЕРАЦИИ ЭЛЕКТРОМАГНИТНЫХ ВЗАИМОДЕЙСТВИЙ ЧАСТИЦ SiO, КРЕМНИЙСОДЕРЖАЩЕГО ГАЗА, ЧАСТИЦ FeTiО И МАГНИТНЫХ ВОЛН | 2012 |
|
RU2561081C2 |
| ПОЛИУРЕТАНЫ, ИЗДЕЛИЯ И ПОКРЫТИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2671860C2 |
| ПОЛИУРЕТАНЫ, ИЗДЕЛИЯ И ПОКРЫТИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2726363C2 |