Область техники, к которой относится изобретение
Настоящее изобретение относится к центробежному литью различных металлов и сплавов методом противодавления.
Предпосылки создания изобретения
Способ литья методом противодавления в газопроницаемых керамических оболочковых литейных формах описан в патентах US 3863706, US 3900064, US 4589466 и US 4791977. Керамическая оболочковая литейная форма, которую изготавливают по выплавляемой модели, имеет центральный вертикальный литниковый канал (центральную литейную прибыль), вокруг которого расположены литейные полости, форма которых повторяет форму отливаемых изделий. Литейные полости расположены по всей высоте центрального литникового канала (от его нижней точки до верхней), и каждая литейная полость соединяется с центральным литниковым каналом узким боковым литниковым каналом, геометрия которого зависит от формы литейной полости. Керамическую литейную форму помещают в вакуумированный контейнер и нижний конец ее центрального литникового канала соединяют с подающей трубой, нижний выходящий из контейнера наружу конец которой погружают в расположенную снизу ванну с расплавленным металлом. После опускания трубы в ванну с расплавленным металлом в контейнере создают вакуум (разрежение), под действием которого расплавленный металл поднимается в центральный литниковый канал формы и через боковые литниковые каналы заполняет литейные полости. Обычно вакуум в контейнере поддерживают до окончательного затвердевания металла в боковых литниковых каналах и в литейных полостях формы, хотя в патенте US 3863706 и предлагается сбрасывать в контейнере вакуум только после затвердевания расплавленного металла в боковых литниковых каналах и в литейных полостях формы, а остающийся в центральном литниковом канале после получения готовых отливок расплавленный металл сливать обратно в расположенную под контейнером ванну и использовать затем для изготовления других отливок.
Керамическую оболочковую литейную форму помещают в состоящую из отдельных частиц опорную среду, в частности в формовочную смесь, которой, как описано в патенте US 5069271, заполняют вакуум-контейнер. Использование такой опорной среды позволяет уменьшить толщину оболочковой формы. Разрежение в контейнере создают с помощью вакуум-головки, которую используют не только для вакуумирования контейнера, но и для сжатия опорной среды вокруг оболочковой формы.
При литье методом противодавления заполнение расплавленным металлом одинаковых литейных полостей, расположенных на разной высоте по длине центрального вертикального литникового канала, происходит в течение различных промежутков времени. В зависимости от расположения литейной полости по высоте центрального литникового канала, газовой проницаемости опорной среды и керамической оболочковой литейной формы, скорости вакуумирования и конечной величины создаваемого в контейнере вакуума, а также ряда других факторов для заполнения расплавленным металлом разных литейных полостей одной и той же оболочковой формы требуются различные промежутки времени, которые могут отличаться друг от друга как минимум в два раза. Так, в частности, нижние полости формы заполняются расплавленным металлом медленнее, чем верхние полости. Из-за сравнительно медленного заполнения нижние полости формы заполняются расплавленным металлом не полностью. С другой стороны, при слишком быстром заполнении расплавленным металлом верхних полостей в них остается газ, который образует различного рода дефекты в готовых изделиях, отлитых в этих полостях формы. К сожалению, все попытки решения одной из этих проблем (связанных с замедленным или слишком быстрым заполнением разных полостей формы расплавленным металлом) автоматически приводят к обострению другой проблемы.
Особенностью литья методом противодавления является также большая разница давлений в различных полостях литейной формы. При создании разрежения в контейнере давление в каждой полости формы равно разнице между внешним (атмосферным) давлением, которое действует на поверхность ванны с расплавленным металлом, и давлением столба расплавленного металла в центральном литниковом канале формы, которое действует против атмосферного давления на поверхности ванны. Поэтому давление в литейных полостях формы зависит от их расположения по высоте центрального литникового канала и, в частности, от разницы по высоте между поверхностью ванны и боковым литниковым каналом, через который в полость попадает расплавленный металл. Очевидно, что с увеличением высоты оболочковой формы увеличивается и разница в давлениях в расположенных на разной высоте центрального литникового канала полостях формы. Снижение давления увеличивает усадку металла и приводит к появлению в отлитых в верхних полостях формы изделиях различных дефектов, связанных с образованием газовых включений.
Когда поднимающийся под действием разрежения расплавленный металл достигает закрытого верхнего конца центрального литникового канала, верхние полости литейной формы еще не успевают полностью заполниться металлом. Когда расплавленный металл доходит до верхнего конца центрального литникового канала, в боковых литниковых каналах верхней полости формы возникает резкий перепад давления, и верхние полости формы заполняются металлом слишком быстро. Содержащийся в расплавленном металле газ попадает через литники в верхние полости формы и образует газовые включения в отлитых в них изделиях.
Во избежание обратного потока расплавленного металла из боковых литниковых каналов и полостей формы трубу, через которую расплавленный металл попадает из ванны в литейную форму, держат погруженной в ванну достаточно долго для полного затвердевания металла в полостях формы и боковых литниковых каналах. Необходимость длительного погружения трубы в ванну с расплавленным металлом увеличивает продолжительность литья и требует опускания формы по мере уменьшения уровня находящегося в ванне расплавленного металла, в результате чего увеличивается степень воздействия на форму индукционного поля, которое используется для нагревания ванны. Индукционное поле может уменьшить скорость затвердевания металла в форме или даже вызвать его нагревание, а также послужить причиной повреждения расположенного рядом с трубой участка контейнера и попадания воздуха в нижние полости формы. Проектирование литниковой системы всегда связано с поиском компромисса, поскольку боковые литниковые каналы, с одной стороны, должны иметь достаточно большой объем, необходимый для заполнения расплавленным металлом литейных полостей формы, а с другой стороны, должны быть достаточно узкими для того, чтобы затвердевание металла в полостях формы происходило в соответствующем временном режиме. Такие ограничения на конструкцию литниковой системы ограничивают и размеры, и вес отливаемых изделий, который при их изготовлении способом, описанным в патенте US 3863706, обычно не превышает одного фунта.
Для отливки крупных изделий методом противодавления описанный выше способ необходимо соответствующим образом усовершенствовать, используя специальное устройство, удерживающее расплавленный металл в центральном литниковом канале. В патенте US 4589466 для этой цели предлагается использовать задвижку, которую устанавливают на трубе, соединяющей форму с ванной с расплавленным металлом, и закрывают после заполнения формы металлом. Для этой же цели можно также использовать и установленный в трубе, соединяющей форму с ванной с расплавленным металлом, запорный клапан с покрытым керамикой шариком. Использование такого клапана для литья методом противодавления предложено, в частности, в патенте US 3774668.
В патенте US 4961455 описан "обратный клапан" с покрытым керамикой ферромагнитным шариком, который под действием поля магнитов герметично перекрывает трубу, соединяющую центральный литниковый канал с ванной с расплавленным металлом. Для решения этой проблемы было также предложено использовать установленный в трубе, соединяющей ванну с расплавленным металлом с центральным литниковым каналом, затвор сифонного типа и опрокидывание формы после отливки. Для устранения обратного потока расплавленного металла из центрального литникового канала при опрокидывании формы можно также использовать керамический фильтр, предложенный в патенте US 4982777, фильтр в сочетании со спиральным каналом, предложенный в патенте US 5146973, либо предложенный в патенте US 5903762 канал сифонного типа, выполненный в трубе, соединяющей центральный литниковый канал с ванной с расплавленным металлом. Все эти решения в той или иной степени ограничивают количество расплавленного металла, протекающего через центральный литниковый канал формы, и увеличивают продолжительность ее заполнения. Одновременно с этим снижается эффективность использования расплавленного металла, который после затвердевания остается в центральном литниковом канале. Предложенные в указанных выше патентах решения требуют наличия вокруг центрального литникового канала формы достаточно большого свободного пространства, необходимого для отрезания отливок от центральной прибыли, и поэтому существенно ограничивают количество литейных полостей, которые можно расположить в форме вокруг ее центрального литникового канала. В патенте US 4112997 было предложено использовать "стабилизирующие" сетки, расположенные в боковых литниковых каналах формы. Такие сетки, по мнению авторов описанного в указанном патенте изобретения, после увеличения давления в форме до атмосферного должны удерживать расплавленный металл в литейной полости формы. Предложенный в этом патенте способ литья, обладающий несомненной практической целесообразностью и экономически выгодный, снимает указанное выше ограничение на геометрию отливки, связанное с необходимостью отрезания отдельных отливок от центральной прибыли отливки, поскольку по существу исключает наличие в литниковой системе формы самого центрального литникового канала.
В основу настоящего изобретения была положена задача разработать способ и устройство для центробежного литья методом противодавления, которые позволяли бы решить указанные выше проблемы и устранить противоречия, связанные с заполнением литейных камер, расположенных на разной высоте по длине центрального литникового канала.
Еще одна задача настоящего изобретения состояла в разработке способа и устройства для литья методом противодавления, в котором расплавленный металл или сплав удерживается в литейных полостях и боковых литниковых каналах под действием центробежных сил и в котором после слива расплавленного металла из центрального литникового канала получают готовые отливки, не соединенные с центральной прибылью затвердевшим в боковых литниковых каналах металлом.
Краткое изложение сущности изобретения
В одном из вариантов осуществления настоящего изобретения в нем предлагаются способ и устройство для отливки множества изделий методом противодавления в керамической литейной форме, которая имеет вертикальный центральный литниковый канал и множество литейных полостей, расположенных на разной высоте по длине центрального литникового канала и соединенных с ним боковыми литниковыми каналами, через которые поднимающийся из ванны расплавленный металл попадает в литейные полости формы, в которой в результате ее вращения возникают центробежные силы, действующие в направлении литейных полостей на расплавленный металл, который остается в боковых литниковых каналах, и в которой расплавленный металл сливается из центрального литникового канала до его окончательного затвердевания в литейных полостях формы и в боковых литниковых каналах, которые при этом остаются по меньшей мере частично заполненными расплавленным металлом, который попадает в литейные полости при усадке затвердевающего в них в процессе вращения контейнера с формой расплавленного металла. Во время вращения контейнера расплавленный металл в полостях формы затвердевает и превращается во множество отдельных отливок (изделий). После затвердевания расплавленного металла вращение контейнера с формой прекращается. Предлагаемый в изобретении способ позволяет увеличить полезный выход металла или сплава примерно до 80%. Кроме того, предлагаемый в изобретении способ позволяет увеличить количество и размеры отливаемых изделий, обладающих за счет уменьшения усадки повышенной плотностью.
После слива расплавленного металла из центрального литникового канала и увеличения давления в нем до атмосферного остающийся в боковых литниковых каналах и в литейных полостях формы расплавленный металл под действием внешнего (атмосферного) давления и давления от центробежных сил, возникающих в результате вращения контейнера, уплотняется, и плотность отливок за счет уменьшения усадки повышается. При сливе расплавленного металла из центрального литникового канала остающийся в боковых литниковых каналах металл затвердевает быстрее, и обратное течение расплавленного металла из боковых литниковых каналов практически полностью исключается.
В предпочтительном варианте осуществления изобретения при отливке изделий из расплавленных металлов, склонных к усадке, заполнение центрального вертикального литникового канала поднимающимся расплавленным металлом происходит во время вращения формы одновременно с заполнением металлом литейных полостей формы. С другой стороны, литейную форму можно привести во вращение и после заполнения центрального литникового канала расплавленным металлом. Форма может вращаться вокруг своей продольной оси или вокруг иной оси, параллельной продольной оси формы и смещенной от нее на некоторое расстояние.
В другом варианте осуществления изобретения предлагается использовать форму с литейными полостями, которые вытянуты в направлении центрального вертикального литникового канала и расположены относительно него под определенным углом таким образом, что теоретическая свободная поверхность расплавленного металла, образующаяся при сливе металла из центрального литникового канала во время вращения формы, проходит только через боковые литниковые каналы и не проходит через литейные полости формы, которые в результате остаются заполненными расплавленным металлом во время его слива из центрального литникового канала.
В еще одном варианте осуществления изобретения предлагается использовать форму с литейными полостями, которые вытянуты в направлении центрального вертикального литникового канала и соединены с ним боковыми литниковыми каналами, расположенными на разной высоте по длине центрального литникового канала. Расплавленный металл сначала затвердевает в расположенных между боковыми литниковыми каналами участках литейной полости, и в нескольких более или менее отдельных местах литейной полости между участками с затвердевшим металлом остается некоторое количество расплавленного металла, который из частично заполненных металлом боковых литниковых каналов попадает в соответствующее место в литейные полости, компенсируя во время вращения контейнера усадку затвердевающего в полости металла.
Настоящее изобретение относится к литью изделий из металла или сплава и в газопроницаемых, и в газонепроницаемых литейных формах. Литье различных изделий из металлов или сплавов предлагаемым в изобретении способом в газонепроницаемые литейные формы позволяет, кроме того, уменьшить или полностью исключить образование газовых включений в отливаемых в таких формах изделиях.
В предлагаемом в изобретении устройстве для литья методом противодавления литейная форма погружена в состоящую из отдельных частиц несущую (или опорную) среду, в частности в формовочную смесь, которой заполнен контейнер с формой. Контейнер, в котором создается разрежение, под действием которого расплавленный металл поднимается и заполняет центральный литниковый канал, приводится во вращение приводным механизмом, расположенным на несущей раме самого контейнера.
В настоящем изобретении предлагается и еще один вариант, в котором вместо изготовленной по выплавляемым моделям керамической формы для отливки изделий используют помещенную в контейнер сборную литейную модель, которая во время литья плавится и испаряется при воздействии на нее расплавленного металла. Такая разрушаемая во время литья модель, помещенная в состоящий из отдельных частиц материал, которым заполнен контейнер, состоит из участка, образующего центральный вертикальный литниковый канал, и множества участков, образующих литейные полости, расположенные на разной высоте по длине участка, образующего центральный литниковый канал. Каждый участок, образующий литейную полость, соединяется с участком, образующим центральный литниковый канал, участком, образующим соответствующий боковой литниковый канал. Расплавленный металл постепенно разрушает модель, и после его затвердевания в состоящем из отдельных частиц материале, которым заполнен контейнер, формируется отливка, состоящая из центральной прибыли и отлитых в полостях изделий, соединенных с ним металлом, оставшимся в боковых литниковых каналах.
Предлагаемый в изобретении способ обеспечивает равномерное во времени заполнение расплавленным металлом всех расположенных на разной высоте литейных полостей и равномерное распределение давления в разных литейных полостях, а также уменьшает резкое изменение давления в верхних литейных полостях и ограничивает образование газовых включений в отлитых изделиях.
Более подробно все преимущества и отличительные особенности настоящего изобретения рассмотрены в последующем описании со ссылкой на прилагаемые к нему чертежи.
Краткое описание чертежей
На прилагаемых к описанию чертежах показано:
на фиг.1 - продольный разрез одного из вариантов выполнения предлагаемого в изобретении устройства для центробежного литья методом противодавления до заполнения расплавленным металлом керамической оболочковой формы,
на фиг.1А и 1Б - аксонометрические проекции другого варианта выполнения предлагаемого в изобретении устройства,
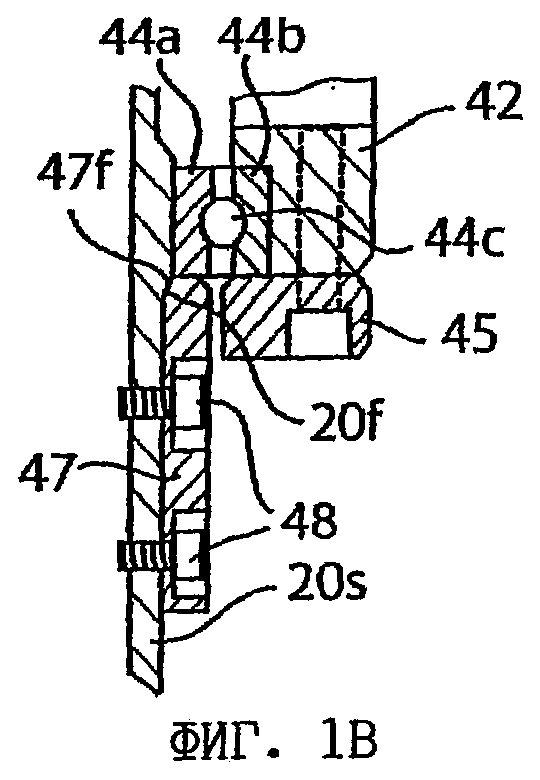
на фиг.1В - увеличенное изображение в разрезе опоры контейнера предлагаемого в изобретении устройства,
на фиг.2 - продольный разрез устройства, показанного на фиг.1, после заполнения литейной формы расплавленным металлом до слива металла из центрального литникового канала формы,
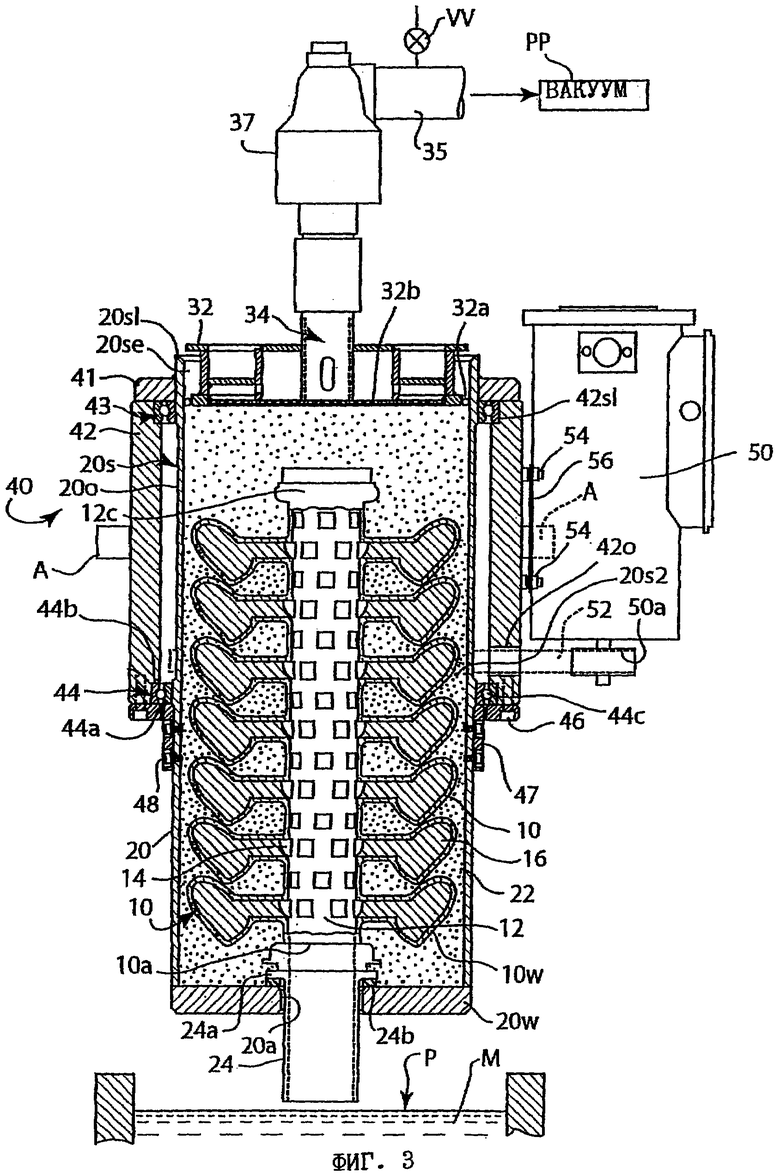
на фиг.3 - продольный разрез устройства, показанного на фиг.1, после слива расплавленного металла из центрального литникового канала формы,
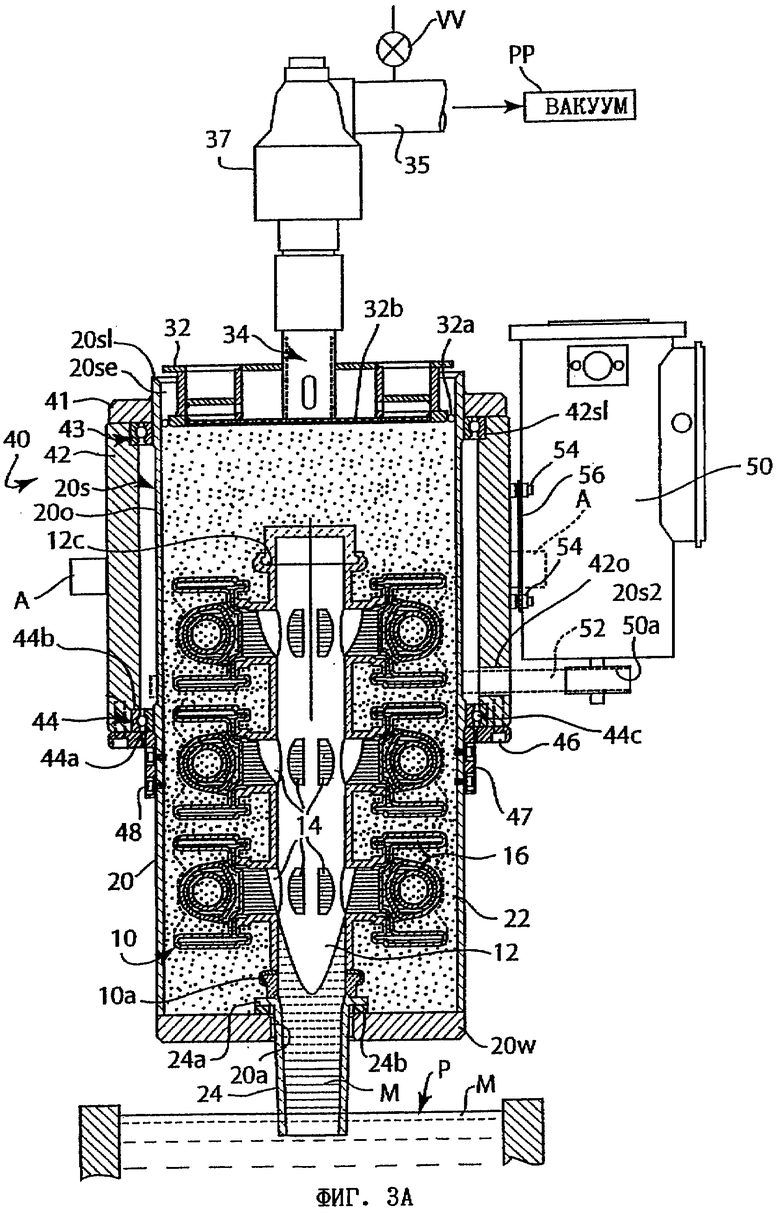
на фиг.3А - продольный разрез устройства, показанного на фиг.1, с другой литейной формой, литейные полости которой имеют поршневую форму, во время слива расплавленного металла из центрального литникового канала формы сразу же после слива металла из нижних боковых литниковых каналов,
на фиг.4 - увеличенное изображение в продольном разрезе одного из участков центрального литникового канала формы, боковых литниковых каналов и литейных полостей, при этом показанные в левой части чертежа сразу же после слива металла из центрального литникового канала боковые литниковые каналы и литейные полости заполнены расплавленным металлом, а показанные в правой части чертежа боковые литниковые каналы и литейные полости заполнены затвердевшим металлом,
на фиг.5 - увеличенное изображение в продольном разрезе верхней части закрытого пористым колпачком центрального литникового канала формы с изображением свободной поверхности расплавленного металла, образующейся во вращающейся форме в результате воздействия центробежных сил на столб расплавленного металла при перепаде давлений, недостаточном для полного заполнения центрального литникового канала расплавленным металлом, верхняя граница которого при этом расположена ниже пористого колпачка,
на фиг.6 - увеличенное изображение в продольном разрезе части центрального литникового канала формы с вытянутыми в длину литейными полостями, которые соединены с центральным литниковым каналом множеством расположенных на разной высоте боковых литниковых каналов,
на фиг.7А - продольный разрез участка центрального литникового канала формы с вытянутой в длину литейной полостью, расположенной относительно центрального литникового канала таким образом, что теоретическая свободная поверхность расплавленного металла, образующаяся во время вращения формы при сливе металла из центрального литникового канала, проходит через несколько расположенных на разной высоте боковых литниковых каналов, но не проходит через литейную полость,
на фиг.7Б - продольный разрез участка центрального литникового канала формы с другой вытянутой в длину литейной полостью, расположенной относительно центрального литникового канала таким образом, что теоретическая свободная поверхность расплавленного металла, образующаяся во время вращения формы при сливе металла из центрального литникового канала, проходит через несколько расположенных на разной высоте боковых литниковых каналов, но не проходит через литейную полость,
на фиг.8А - поперечный разрез литейной формы и соединяющей ее с ванной с расплавленным металлом трубой, которая приводится во вращение вокруг оси, смещенной относительно продольной оси центрального литникового канала формы,
на фиг.8Б - продольный разрез плоскостью 8В-8В показанной на фиг.8А формы и трубы, соединяющей ее с ванной с расплавленным металлом,
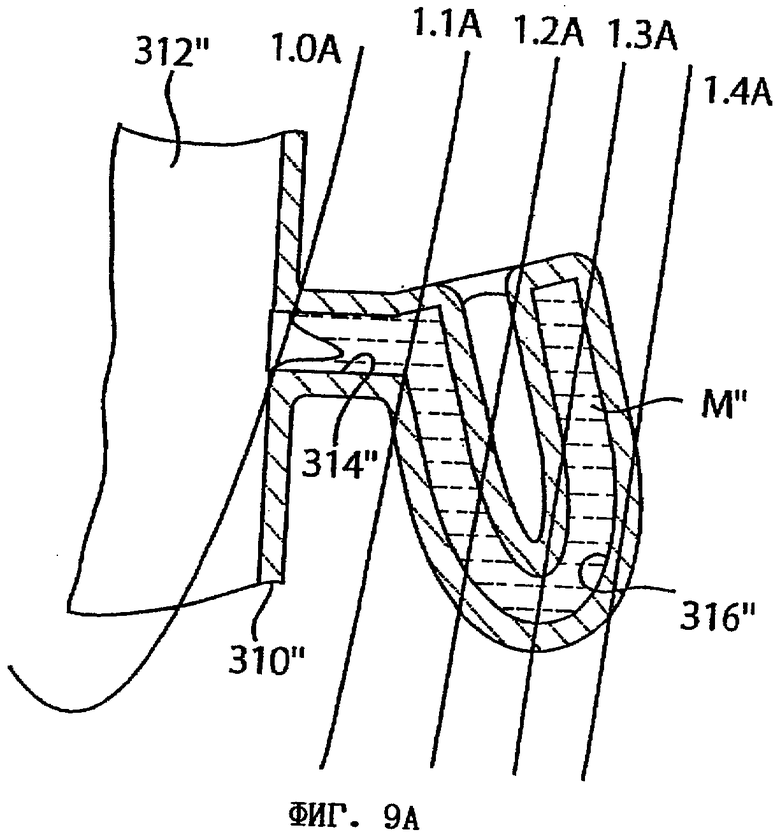
на фиг.9А - увеличенное изображение в продольном разрезе участка газонепроницаемой литейной формы, используемой при отливке изделий способом, предлагаемым в другом варианте осуществления изобретения,
на фиг.9Б - увеличенное изображение в продольном разрезе участка газонепроницаемой литейной формы, используемой при отливке изделий обычным способом, и
на фиг.10 - продольный разрез другого варианта выполнения предлагаемого в изобретении устройства для центробежного литья методом противодавления, в котором вместо изготовленной по выплавляемой модели оболочковой формы используется литейная модель, которая во время литья плавится и испаряется при воздействии на нее расплавленного металла.
Предпочтительные варианты осуществления изобретения
В настоящем изобретении предлагаются способ и устройство для центробежного литья широкого класса изделий различного типа и формы методом противодавления из разных металлов и сплавов, которые выше и в дальнейшем называются собирательным термином "металлами", к которым относятся и металлы, и сплавы. В качестве примера таких изготавливаемых центробежным литьем деталей методом противодавления можно назвать, но не ограничиваясь только ими, поршни двигателей внутреннего сгорания различных транспортных средств (например автомобилей), качающиеся рычаги распределительных механизмов, детали ремней безопасности, предкамеры двигателей внутреннего сгорания, сопла газотурбинных двигателей и турбинные лопатки, носовые обтекатели ракет, детали оперения ракет, детали носового оперения самолетов, элементы лопастных двигателей, элементы различного огнестрельного оружия, дорогие клюшки, детали ручного инструмента, медицинские эндопротезы и имплантаты, а также огромное число других самых разнообразных деталей. В качестве примера металлов и сплавов, из которых обычно изготавливаются такие детали и элементы, можно назвать, но не ограничиваясь только ими, чугун, сталь, нержавеющую сталь, алюминий, никелевые и другие сплавы. Предлагаемое в изобретении устройство для центробежной изготовления небольших и крупных отливок методом противодавления, отличается от известных аналогичных устройств использованием в нем керамических оболочковых литейных форм, изготовленных по выплавляемым моделям, меньшей продолжительностью цикла литья, высокой степенью заполнения расплавленным металлом литейных полостей по высоте центрального литникового канала и большей степенью использования отливаемого металла.
Показанную на фиг.1-3 газопроницаемую керамическую оболочковую литейную форму 10 изготавливают хорошо известным способом по не показанной на чертежах выплавляемой (например восковой) модели формы 10, которую опускают в керамическую суспензию (например в суспензию огнеупорного порошка, такого как циркон, оксид алюминия, плавленый кварц или иной подобный порошок, в жидком связующем, таком как этилсиликат или коллоидный раствор кремниевой кислоты), излишек которой затем удаляют с внешней поверхности модели, и на покрытую суспензией модель наносят слой сухих достаточно крупных частиц огнеупорного материала (например гранулированного циркона, плавленого кварца, муллита, плавленого глинозема или иных материалов), после чего модель сушат на воздухе и последовательно повторяют описанную выше процедуру до тех пор, пока на восковой модели не образуется оболочковая литейная форма 10. После этого воск выплавляют из оболочковой формы, например, автоклавной обработкой водяным паром, или удаляют его каким-либо иным образом, а оболочковую форму обжигают при соответствующей температуре, которая зависит от используемых для изготовления формы огнеупорных материалов, в результате чего она приобретает необходимую для заливки в нее расплавленного металла или сплава прочность. В патенте US 5069271, который в полном объеме включен в настоящее описание в качестве ссылки, подробно описан процесс изготовления по выплавляемой модели тонкостенной керамической оболочковой литейной формы, которую можно использовать при практической реализации настоящего изобретения. Изготовленная этим способом оболочковая литейная форма 10 имеет пористую газопроницаемую стенку, обозначенную на чертежах позицией 10w.
Керамическая оболочковая литейная форма 10 имеет центральный вертикальный литниковый канал 12, который соединен боковыми литниковыми каналами 14 с соответствующими литейными полостями 16, форма которых соответствует форме отливаемой детали. При практической реализации настоящего изобретения отдельные литейные полости 16 можно, как показано на фиг.1-3, расположить, например, по окружности на некотором расстоянии от центрального литникового канала 12 формы на различной высоте по длине центрального литникового канала (т.е. в разных плоскостях вдоль оси формы). Так, в частности, в показанном на фиг.1 варианте литейная форма имеет восемь боковых литниковых каналов 14, по которым расплавленный металл попадает в восемь литейных полостей 16, расположенных по окружности вокруг центрального литникового канала 12 на одной и той же высоте (т.е. в одной плоскости вдоль оси центрального литникового канала). Всего выполненная таким образом литейная форма 10 имеет 112 литейных полостей 16.
Обычно формы, которые предназначены для изготовления небольших отливок, имеют в каждой по высоте плоскости от 6 до 16 литейных полостей. В показанной на фиг.3А форме 10, предназначенной для отливки крупных деталей, таких как поршни автомобильного двигателя, литейные полости 16 расположены в 3-5 разных по высоте формы плоскостях по 3-4 полости в каждой плоскости (все узлы и детали устройства, показанного на фиг.3А, обозначены теми же позициями, что и на фиг.1). У такой предназначенной для отливки крупных деталей формы боковые литниковые каналы имеют большую ширину, чем боковые литниковые каналы формы, показанной на фиг.1-3. Большая ширина боковых литниковых каналов обусловлена размерами отливок и большим количеством расплавленного металла, который требуется подавать в литейную полость в процессе его затвердевания. В некоторых случаях для отливки крупных деталей используют литейные формы, например форму, показанную на фиг.3А, с боковыми литниковыми каналами 14 размером 1×2 дюйма.
Вместо нескольких литейных полостей в разных по высоте плоскостях формы вокруг центрального литникового канала 12 можно расположить одну кольцевую литейную полость (не показанную на чертежах), соединив ее с центральным литниковым каналом 12 одним или несколькими боковыми литниковыми каналами. Такую кольцевую литейную полость можно использовать, например, для отливки кольцевого впускного патрубка газовой турбины, а литейную форму 10 с несколькими кольцевыми литейными полостями, расположенными на разной высоте по длине центрального литникового канала, можно использовать для одновременной отливки нескольких таких кольцевых патрубков.
В соответствии с одним из вариантов осуществления изобретения керамическую оболочковую литейную форму 10 помещают внутрь вращающегося металлического (например полностью стального) вакуум-сосуда или контейнера 20. Открытый нижний конец 10а формы 10 устанавливают на уплотнительное кольцо 23, которое в свою очередь устанавливают на уплотнительное кольцо 24а вертикальной трубы 24, которая предназначена для заполнения формы расплавленным металлом и выходит из контейнера наружу через отверстие 20а, выполненное в его нижней стенке 20w. Для уплотнения стыка между нижним концом 10а формы и уплотнительным кольцом 24а можно использовать термопластичный клей или прокладку из керамического волокна, хотя в принципе нижний конец 10а формы можно просто опереть на уплотнительное кольцо 24а трубы и уплотнить стык между ними непосредственно на месте затвердевшим в зазоре расплавленным металлом. Снизу на уплотнительном кольце 24а расположена кольцевая прокладка 24b, которая прижимается к нижней стенке 20w контейнера. Трубу, предназначенную для заполнения формы расплавленным металлом и обычно изготавливаемую из керамического материала (в частности из муллитового материала при литье черных металлов), можно также изготовить и из других материалов, совместимых с используемым для литья расплавленным металлом. Верхний открытый конец 12 с центрального литникового канала 12 формы закрывают пористым газопроницаемым колпачком 26, который можно приклеить термопластичным клеем к верхнему концу центрального литникового канала. Закрыть верхний конец 12 с центрального литникового канала формы можно также газонепроницаемым колпачком или пробкой.
В предпочтительном варианте осуществления изобретения литейная форма 10 погружена в состоящую из отдельных частиц огнеупорного материала несущую, или опорную, среду 22 (например в сухую сыпучую формовочную среду, такую как сухой озерный песок), которой заполнен вращающийся вакуум-контейнер 20. Такую несущую литейную форму среду 22 обычно засыпают в контейнер 20 через его открытый верхний конец 20se выше верхнего уровня установленной в контейнер формы 10 и постепенно уплотняют вокруг формы за счет вибраций контейнера. После этого верхний открытый конец 20se контейнера закрывают подвижным верхним затвором или вакуум-головкой 32, предназначенной для создания в контейнере вакуума. Вакуум-головка 32 содержит кольцевое надуваемое воздухом уплотнение 32а, которое герметично уплотняет стык между головкой и боковой цилиндрической стенкой 20s контейнера. Перфорированная или сетчатая нижняя стенка 32b вакуум-головки 32 прижимается к находящейся в контейнере и состоящей из отдельных частиц несущей форму среде 22. Вакуум-головка 32 соединена с патрубком 34, на котором установлено обычное поворотное соединительное устройство или муфта 37, которая при вакуумировании внутренней полости контейнера 20 обеспечивает возможность вращения патрубка 34 и контейнера 20 относительно трубопровода 35, соединенного с источником вакуума. В качестве поворотной соединительной муфты 37 в предлагаемом в изобретении устройстве можно использовать 2-дюймовую соединительную вакуумную муфту, выпускаемую фирмой Deublin Company, Уокиган, шт.Иллинойс. Для создания внутри контейнера 20 разрежения предназначен вакуум-насос РР, соединенный с неподвижным трубопроводом 35, который соединен с патрубком 34 вакуум-головки поворотной соединительной муфтой 37. В патрубке 34 выполнено одно или несколько отверстий 34а, через которые вакуум-насос РР соединяется с внутренней полостью головки 32, которая соединяется с внутренней полостью контейнера 20 через отверстия ее перфорированной или сетчатой нижней стенки 32b. При создании в контейнере 20 определенного (не полного) разрежения вакуум-головка 32 перемещается в осевом направлении относительно контейнера и сжимает состоящую из отдельных частиц несущую среду 22 вокруг погруженной в нее литейной формы 10, как это описано в упомянутом выше и включенном в настоящее описание в качестве ссылки патенте US 5069271. При создании в контейнере 20 окончательного разрежения такое же разрежение благодаря проницаемости несущей среды 22, стенки 10w и пористого колпачка 26 создается в центральном вертикальном литниковом канале 12 формы, ее боковых литниковых каналах 14 и в литейных полостях 16.
В рассматриваемом варианте вращающийся контейнер 20 установлен на раме 40. Одним из элементов рамы является кольцо или фланец 41, который приварен к верхнему концу стенки 20s контейнера 20. Через фланец 41 и обычный подшипник 43 качения, который установлен в расточке 42s1 цилиндрического корпуса 42 рамы, на корпус рамы передается вес контейнера 20 вместе с его содержимым. Снаружи к корпусу 42 рамы прижимаются губки манипуляторов А. Подшипник 43 состоит из внутреннего кольца 43 а, наружного кольца 43b и расположенных между ними шариков 43с. В выполненной в нижней части цилиндрического корпуса 42 рамы расточке 42s2 расположен еще один обычный подшипник 44 качения, который удерживается в корпусе кольцом 45, прижатым к нижнему торцу корпуса 42 крепежным средством 46. Подшипник 44, показанный в увеличенном масштабе на фиг.1В, состоит из внутреннего кольца 44а, наружного кольца 44b и расположенных между ними шариков 44с. Верхний фланец 41, цилиндрический корпус 42 и нижнее кольцо 45 рамы вместе с контейнером 20 образуют сборный патрон, который можно использовать в литейной машине, оборудованной манипуляторами А с прижимными губками.
Контейнер 20 устанавливают во внутренние кольца 43а, 44а подшипников 43, 44 качения цилиндрического корпуса 42 рамы, в которых он может вращаться вокруг центральной продольной оси центрального литникового канала 12 литейной формы (вокруг показанной на фиг.1 вертикальной оси L). В верхней и средней части стенка контейнера 20 имеет утолщенные участки 20s1 и 20s2, которые по соответствующей посадке входят во внутренние кольца 43а и 44а подшипников 43 и 44 качения. Снаружи к стенке 20s контейнера болтами 48 крепятся три определенным образом расположенных по окружности сектора 47, в которых выполнены соответствующие крепежные отверстия. Как показано на фиг.1В, каждый сектор имеет фаску 47f, которая упирается в соответствующую фаску 20f стенки контейнера. Сектора 47 позволяют выбрать люфты, возникающие при перекосе в подшипниках 43 и 44. Кроме того, сектора 47 воспринимают вес контейнера 20, который передается на раму при опрокидывании патрона.
Вращение контейнера осуществляется с помощью установленного на раме 40 приводного двигателя 50 и ременной передачи, состоящей из закрепленного на валу двигателя приводного шкива 50а, на который надет ремень 52, прижатый к наружной поверхности 20о стенки 20s контейнера. Ремень 52 проходит через окно 42о в цилиндрическом корпусе 42 рамы. В качестве приводного двигателя 50 можно использовать регулируемый электродвигатель постоянного тока или другой электрический двигатель, а также гидравлический или какой-либо иной привод. В качестве регулируемого электродвигателя постоянного тока можно использовать, в частности, двигатель постоянного тока мощностью 1 л.с. марки T56S2013, выпускаемый фирмой Reliance Electric Company. Двигатель 50 крепится болтами 54 к установочной плите 56 корпуса 42 рамы. В качестве приводного шкива 50а можно использовать выпускаемый фирмой Daimler Chrysler Corporation зубчатый шкив Dodge 16H100TLA, а в качестве приводного ремня 52 - выпускаемый фирмой Gates Rubber Company зубчатый ремень 570Н100 шириной 1 дюйм со 114 зубьями, расположенными с шагом 1/2 дюйма, который прижимается к наружной поверхности контейнера 20 и приводит контейнер 20 вместе с его содержимым во вращение за счет возникающих между ними сил трения.
Рама 40 захватывается и перемещается снабженными прижимными губками манипуляторами А литейной машины (не показана). Прижимные губки манипуляторов А прижимаются к средней части цилиндрического корпуса 42 рамы. Настоящее изобретение не ограничено применением подобных или каких-либо иных манипуляторов или роботов и не исключает возможности перемещения рамы 40 и контейнера 20 вручную. В другом варианте вместо манипуляторов А для перемещения рамы и контейнера можно использовать, например, выполняющие аналогичную функцию манипуляторы литейной машины, описанной в патенте US 4874029, который включен в настоящее описание в качестве ссылки.
Изобретение не ограничено также описанной выше конструкцией контейнера 20 и рамы 40. В изобретении, в частности, предлагается и другая показанная на фиг.1А и 1Б конструкция вакуум-контейнера 20' и рамы 40', основные элементы которых на этих чертежах обозначены теми же позициями, что и на фиг.1-3. Вертикальная стенка 20s' предлагаемого в этом варианте осуществления изобретения контейнера 20' имеет в верхней части конический участок 20s 1', который заканчивается фланцем 20g'. Подшипники 43' и 44' качения, в которых вращается контейнер, расположены между внутренним кольцом 41а' и наружным кольцом 41b'. Каждый подшипник 43' и 44' имеет внутреннее кольцо 43а' и 44а' и наружное кольцо 43b' и 44b', между которыми расположены шарики 43с' и 44с'. Снизу к кольцу 41а' крепится кольцо 47', в которое упирается нижний подшипник 44'. Наружное кольцо 41b' неподвижно крепится (например, сваркой) к длинной несущей плите 40а' рамы, которая крепится (например, сваркой) к манипулятору А'. Внутреннее кольцо 41а' прижато к контейнеру и вращается в подшипниках 43' и 44' зубчатым ремнем 52'. На раме 40' установлен электродвигатель или другой привод 50' с приводным шкивом 50а', который соединен ремнем 52' с внутренним кольцом 41а' и предназначен для вращения контейнера 20', как это показано на фиг.1А. При вращении внутреннего кольца 41а' между ним и контейнером возникает трение и создается крутящий момент, под действием которого происходит вращение контейнера 20'. Рама 40' контейнера перемещается манипуляторами А литейной машины. Манипуляторы А неподвижно закреплены относительно друг друга и снизу крепятся к несущей плите 40а' рамы, как это показано на фиг.1Б. При практической реализации изобретения контейнер 20' и раму 40' можно использовать вместо описанных выше и показанных на фиг.1-3 контейнера 20 и рамы 40. В контейнер 20' описанным выше образом устанавливают оболочковую литейную форму 10, заполняют несущей состоящей из отдельных частиц средой 22 и сверху закрывают вакуум-головкой 32, при этом для упрощения литейная форма, несущая среда и вакуум-головка на фиг.1А и 1Б не показаны.
Контейнер 20 (или 20') перемещают из зоны загрузки (не показана), в которой в него устанавливают литейную форму 10, насыпают состоящий из отдельных частиц материал 22, образующий несущую или поддерживающую форму среду, и закрывают вакуум-головкой 32, в рабочее положение, показанное на фиг.1, в котором его манипуляторами А (А') литейной машины устанавливают над источником S заливаемого в форму 10 расплавленного металла. Источник S расплавленного металла в данном случае представляет собой ванну Р расплавленного металла (или сплава), который находится в плавильном тигле С, нагреваемом индукционной катушкой, описанном, например, в патенте US 3863706, включенном в настоящее описание в качестве ссылки.
До или после погружения трубы 24, по которой в форму подается расплавленный металл, в ванну Р контейнер 20, установленный в рабочее положение, показанное на фиг.1, приводится во вращение двигателем 50. В одном из вариантов осуществления изобретения расположенный над ванной Р расплавленного металла контейнер 20 сначала приводится во вращение, а затем после опускания соединенной с формой трубы 24 в расплавленный металл внутри контейнера 20 с помощью вакуум-насоса РР создается необходимое разрежение. В другом варианте осуществления изобретения сначала в ванну Р расплавленного металла опускают соединенную с формой трубу 24, а затем в контейнере создают разрежение и после этого приводят его во вращение. Очевидно, что последовательность перечисленных выше операций может быть и иной. При отливке деталей предлагаемым в изобретении способом в контейнере создают разрежение от 13 до 18 дюймов рт.ст., под действием которого в литейную форму 10 из ванны поднимается как минимум 150 фунтов расплавленного металла, при этом объем изобретения не ограничен таким способом заполнения формы расплавленным металлом и в зависимости от режима литья методом противодавления, конфигурации литейной формы и свойств отливаемого в ней расплавленного металла или сплава заполнять форму расплавленным металлом можно и при другой величине создаваемого в контейнере вакуума и/или путем увеличения давления, действующего на поверхность ванны Р, выше атмосферного или путем одновременного увеличения давления на поверхности ванны и создания определенного разрежения внутри контейнера 20. Скорость вращения контейнера зависит от размеров (в частности от диаметра) ее центрального литникового канала 12 и обычно составляет от 150 до 300 об/мин. При диаметре центрального литникового канала 12, равном 3 дюймам, скорость вращения контейнера может в одном из примеров, которым, однако объем изобретения не ограничивается, составлять 300 об/мин. При диаметре центрального литникового канала 12, равном 5 дюймам, скорость вращения контейнера может достигать 150-200 об/мин. В этой связи следует отметить, что предлагаемый в изобретении способ литья не ограничен какой-либо конкретной скоростью вращения контейнера и формы, которая, как и величина создаваемого в контейнере разрежения, зависит от режима литья методом противодавления, конфигурации литейной формы, включая размеры ее центрального литникового канала, и свойств отливаемого в ней металла. Металлостатический напор, создаваемый центробежными силами, не зависит от состава расплавленного металла или сплава. Так, например, свободная поверхность жидкого алюминия, образующаяся под действием центробежных сил, при одной и той же скорости вращения формы будет такой же, что и свободная поверхность жидкой стали. Поскольку сталь имеет большую плотность по сравнению с алюминием, центробежное давление, создаваемое сталью, будет больше центробежного давления, создаваемого алюминием, однако металлостатический напор и в том, и в другом случае будет одинаковым.
При выполнении рассмотренных выше операций в первой последовательности вращающийся контейнер 20 (20') и расположенную под ним ванну расплавленного металла или сплава М перемещают относительно друг друга таким образом, чтобы открытый нижней конец соединенной с формой трубы 24 оказался расположенным ниже свободной поверхности S ванны в расплавленном металле или сплаве М, которым затем заполняют литейную форму 10. Обычно соединенную с формой трубу 24 опускают в неподвижную ванну Р расплавленного металла вместе с контейнером 20 (20') манипуляторами А (А') литейной машины, хотя для этого одновременно с опусканием контейнера или при неподвижном контейнере можно поднять и тигель С с расплавленным металлом. После погружения трубы в расплавленный металл во вращающемся контейнере 20 создают разрежение, в результате чего возникает перепад давлений (т.е. разница между атмосферным давлением, действующим на поверхность ванны Р, и разрежением в контейнере и в форме 10), под действием которого расплавленный металл из ванны Р поднимается в центральный литниковый канал 12 формы и через боковые литниковые каналы 14 попадает в литейные полости 16, как это показано на фиг.2.
При вращении контейнера на расплавленный металл, остающийся в каждом боковом литниковом канале, действует центробежная сила, направленная в сторону сообщающейся с ним литейной полости 16. Вращение контейнера 20 и формы 10 снижает скорость затвердевания металла в центральном литниковом канале 12 формы и препятствует сплавлению отдельных отливок, отливаемых в литейных полостях 16, с металлом, который находится в центральном литниковом канале формы. При вращении контейнера и формы в расплавленном металле, который находится в боковых литниковых каналах 14, возникают напряжения сдвига и создается определенный нагнетательный эффект, который способствует движению расплавленного металла из боковых литниковых каналов в соответствующие литейные полости 16 и препятствует образованию настыли в центральном литниковом канале 12 (в результате затвердевания расплавленного металла на его поверхностях). Центробежные силы, действующие на расплавленный металл, остающийся в центральном литниковом канале 12 формы, ее боковых литниковых каналах 14 и в литейных полостях 16, увеличивают перепад давлений расплавленного металла во всех боковых литниковых каналах 14 независимо от их расположения по высоте центрального литникового канала 12 и способствуют более эффективному заполнению металлом всех литейных полостей 16 формы. Вращение контейнера и формы позволяет уменьшить скорость, с которой расплавленный металл поднимается по центральному литниковому каналу 12, и сократить время, в течение которого до тех пор, пока большинство или все литейные полости 16 формы не заполнятся металлом, столб расплавленного металла поднимется до закрытого (колпачком 26) верхнего конца формы. При литье изделий методом противодавления в форме, литейные полости которой расположены на разной высоте по длине центрального литникового канала, предлагаемый в изобретении способ центробежного литья позволяет существенно уменьшить или вообще исключить возникновение резких перепадов давления в боковых литниковых каналах литейных полостей, расположенных в нескольких верхних рядах формы.
В соответствии с одним из примеров, которым, однако, не ограничивается объем изобретения, время заполнения всех полостей 16 формы обычно не превышает 4 с и, как правило, составляет около 1,5 с и при этом зависит от режима литья методом противодавления, конфигурации литейной формы 10 и общего количества заливаемого в нее расплавленного металла.
При вращении формы в любом жидком металле, который находится в движении в центральном литниковом канале, возникают напряжения сдвига. При вращении формы в ней возникают вибрации, связанные с небольшой неуравновешенностью формы и контейнера, которые снижают скорость затвердевания расплавленного металла в центральном литниковом канале формы ниже уровня, при котором в неподвижной форме происходит образование настыли. Вращение формы позволяет увеличить продолжительность нахождения расплавленного металла в центральном литниковом канале формы или уменьшить температуру отливаемого металла и сплава, не опасаясь затвердевания расплавленного металла в центральном литнике формы.
При наличии в контейнере 20 вакуума (разрежения), недостаточного для заполнения расплавленным металлом колпачка 26, которым закрыт центральный литниковый канал формы, поднимающийся по центральному литниковому каналу 12 расплавленный металл, как показано на фиг.5 в отличие от фиг.1-3, не доходит в центральной части закрытого (колпачком 26) литникового канала 12 на соответствующее расстояние до колпачка. При этом под колпачком 26 в столбе расплавленного металла образуется пустое пространство V, вогнутая внешняя поверхность которого определяется изобарической поверхностью SF при заданной скорости вращения и образующейся в основном симметрично вокруг продольной оси центрального литникового канала 12 при вращении контейнера 20 (20') и формы 10. Наличие пустого пространства V в верхнем конце столба расплавленного металла снижает резкие изменения перепада давления в боковых литниковых каналах 14, расположенных рядом с закрытым (колпачком 26) верхним концом центрального литникового канала 12. В отсутствие такого пустого пространства V, когда расплавленный металл полностью смачивает колпачок 26, в боковом литниковом канале происходит резкое изменение перепада давления. Пустое пространство V образует также свободный объем, в котором скапливаются газы, содержащиеся в верхней части столба расплавленного металла, в результате чего снижается количество газа в расплавленном металле, которым заполняются верхние литейные полости формы, и уменьшается количество газовых включений в образующихся в них по мере затвердевания металла отливках. Под действием центробежной силы расплавленный металл вытесняет содержащийся в нем газ к оси центрального литникового канала 12, в результате чего существенно снижается вероятность попадания газа в литейные полости формы.
После заполнения расплавленным металлом вращающейся вместе с контейнером 20 (20') формы 10, нижний конец трубы 12 которой остается в это время погруженным в ванну, до затвердевания расплавленного металла М в литейных полостях 16 формы и ее боковых литниковых каналах 12 оставшийся в центральном литниковом канале 12 расплавленный металл сливается обратно в ванну Р. Слив расплавленного металла из центрального литникового канала 12 происходит в результате увеличения давления в контейнере, например, при выключении вакуум-насоса РР и открытии установленного на идущем от насоса к контейнеру трубопроводе VV клапана (фиг.2), соединяющего контейнер с атмосферой. При увеличении до атмосферного давления в контейнере давления действующие на столб расплавленного металла в центральном литниковом канале 12 формы выравниваются, и расплавленный металл из центрального литникового канала 12 под действием собственного веса сливается в расположенную под ним ванну Р. Предлагаемый в изобретении способ литья методом противодавления позволяет примерно до 80% увеличить полезный выход металла или сплава, который существенно превышает полезный выход металла при литье известными способами, особенностью которых является одновременное затвердевание металла и в боковых литниковых каналах, и литейных полостях, и в центральном литниковом канале 12 формы. Предлагаемый в изобретении способ исключает необходимость отрезания в готовой отливке боковых литников от центрального литника и поэтому позволяет увеличить количество и размеры литейных полостей 16, расположенных в форме на разной высоте по длине ее центрального литникового канала 12. Тем самым создаются условия для отливки большего количества изделий в каждой литейной форме 10.
При сливе расплавленного металла из центрального линтикового канала 12 боковые литниковые каналы 14 отделяются от пустого центрального литникового канала 12. При этом под действием центробежных сил, возникающих при вращении контейнера 20 (20') и формы 10, расплавленный металл остается в боковых литниковых каналах 14 и, как показано слева на фиг.4, по меньшей мере частично заполняет их. На расплавленный металл, который частично заполняет боковые литниковые каналы 14 и полностью заполняет литейные полости 16, действует внешнее давление (атмосферное) в центральном литниковом канале 12 и давление от центробежных сил, возникающих при вращении контейнера 20 (20') и формы 10, и поэтому во всех боковых литниковых каналах 14 независимо от их положения по высоте центрального литникового канала 12 создается по существу один и тот же перепад давлений. Так, например, при вращении контейнера со скоростью 300 об/мин измеренное во всех литейных полостях 16 формы, расположенных на разной высоте по длине центрального литникового канала (равной 28 дюймам), на расстоянии 5 дюймов от центральной оси пустого центрального литникового канала 12 давление составляло около 22,7 фунта/кв.дюйм. Равный во всех боковых литниковых каналах 14 перепад давлений, под действием которого происходит заполнение металлом литейных полостей формы, способствует более равномерному заполнению формы 10 по всей ее высоте от самого низа до самого верха. При этом все литейные полости формы полностью заполняются расплавленным металлом. Сначала литейные полости формы заполняются расплавленным металлом, который попадает в них из центрального литникового канала. Окончательно литейные полости заполняются расплавленным металлом, который попадает в них из боковых литниковых каналов 14 и заполняет пустоты, образующиеся в результате происходящего при затвердевании металла изменения фазового состояния и тепловой усадки металла в литейных полостях 16 формы.
Как показано справа на фиг.4, расплавленный металл, остающийся в боковых литниковых каналах 14, под действием центробежных сил, возникающих при вращении контейнера 20 (20'), поступает из них в литейные полости 16 формы и компенсирует происходящую в них усадку постепенно затвердевающего металла. Так, в частности, при затвердевании и усадке металла в одной или нескольких литейных полостях 16 вращающийся вместе с контейнером формы расплавленный металл из соответствующего бокового литникового канала 14 перетекает в соединенную с ним литейную полость 16 в количестве, которое компенсирует происходящую в этой полости усадку, что позволяет уменьшить возникающую в отливке в результате усадки пористость и изготовить отливки (изделия) ART с повышенной плотностью. При отливке изделий предлагаемым в изобретении способом усадочная раковина SK обычно образуется, как показано справа на фиг.4, в затвердевающем металле в одном или нескольких боковых литниковых каналах 14, но не в металле, которым заполнена литейная полость и из которого после затвердевания получают готовое литое изделие (отливку) ART. Предлагаемый в изобретении способ позволяет отлить множество отдельных изделий из отвердевшего металла или сплава в литейных полостях формы 16, которые после их заполнения расплавленным металлом не соединяются центральным литниковым каналом 12 формы. В затвердевшем в форме 10 металле, показанном на фиг.3, усадочные раковины SK для упрощения не показаны. Действующее на металл в боковых литниковых каналах 14 внешнее (атмосферное) давление и давление от центробежных сил уменьшают объем заполненных газом пустот в заполняющем литейную полость металле, и поэтому отлитые предлагаемым в изобретении способом изделия ART имеют меньше газовых включений и меньшую в сравнении с обычными отливками пористость. В каждой литейной форме 10 предлагаемым в изобретении способом можно отлить намного больше по сравнению с известным способом изделий ART с небольшой или даже нулевой усадочной пористостью.
Предлагаемый в изобретении способ позволяет также уменьшить продолжительность погружения трубы 24, соединенной с центральным литниковым каналом формы, в ванну Р расплавленного металла, поскольку при оптимальной конструкции боковых литниковых каналов труба 24 должна быть погружена в ванну Р только на время, которое необходимо для заполнения расплавленным металлом литейных полостей 16 формы и по истечении которого нижний конец трубы можно поднять из ванны и слить расплавленный металл из центрального литника 12 формы обратно в ванну. Затвердевание отливок и боковых литников может происходить после извлечения трубы из ванны расплавленного металла. Изобретение позволяет также уменьшить продолжительность воздействия на контейнер 20 тепла, излучаемого ванной Р расплавленного металла, и тепла, излучаемого индукционными катушками печи, и в результате увеличить срок его службы. Кроме того, предлагаемый в изобретении способ позволяет уменьшить продолжительность затвердевания расплавленного металла, поскольку расплавленный металл в боковых литниковых каналах 14 затвердевает быстрее в месте соединения бокового литникового канала с пустым центральным литниковым каналом 12, чем в месте соединения с центральным литниковым каналом, в котором остается горячий расплавленный металл.
Предлагаемый в изобретении способ литья методом противодавления отличается большим полезным выходом металла (отношением массы отлитых изделий ART к массе всего заливаемого в форму 10 металла), который достигает 90% и выше. Кроме того, благодаря меньшей усадке предлагаемый в изобретении способ позволяет увеличить количество и размеры отливаемых деталей с увеличенной плотностью. Так, например, для отливки 28 деталей обычным способом требуется залить в форму 26,1 фунта расплавленного металла и держать форму в контейнере 20 в течение 10 минут. Предлагаемый в изобретении способ позволяет отлить 56 таких же деталей, использовав для этого только 18,9 фунта такого же расплавленного металла и уменьшив продолжительность нахождения формы 10 в контейнере 20 до 3 мин.
При отливке изделий из очень дорогих сплавов полезный выход металла можно дополнительно увеличить за счет увеличения длительности цикла литья. Увеличение продолжительности литья позволяет уменьшить поперечное сечение и длину боковых литниковых каналов 14 и продолжить через них заполнение расплавленным металлом литейных полостей из центрального литникового канала 12 до начала затвердевания находящегося в нем металла. После окончательного заполнения расплавленным металлом всех литейных полостей формы расплавленный металл из центрального вертикального канала 12 сливают и контейнер продолжают вращать в течение небольшого периода времени до полного затвердевания металла в боковых литниковых каналах 14 и получения отдельных отливок с очень небольшими литниками. Такой способ литья позволяет увеличить полезный выход металла до 97%.
После затвердевания расплавленного металла в литейных полостях 16 формы снимают вакуум-головку 32 и контейнер 20 (20') с находящимися в литейной форме 10 затвердевшими отливками (литыми изделиями ART) перемещают манипуляторами А (А') на вибростол (не показан), на котором из контейнера высыпают несущий литейную форму состоящий из отдельных частиц материал 22 и извлекают отлитые изделия ART, которые затем подвергают соответствующей последующей обработке.
Для иллюстрации предлагаемого в изобретении способа ниже в качестве примера, не ограничивающего его объем, рассмотрен процесс литья в оболочковую литейную форму 10 с 84 литейными полостями (каждая из которых рассчитана на отливку изделия из легированной стали весом 1,27 фунта) и центральным литниковым каналом 12 высотой 28 дюймов и диаметром 5 дюймов. В этой форме каждая литейная полость соединяется с центральным литниковым каналом одним боковым литниковым каналом 14 шириной 1/2 дюйма, высотой 1/2 дюйма и длиной 2 дюйма. Для заполнения формы расплавленным металлом нижний конец центрального литникового канала соединяли с керамической трубкой длиной 8 дюймов и диаметром 2,5 дюйма, нижний конец которой погружали на 4 дюйма в ванну Р легированной стали. В контейнере создавали разрежение, равное 17 дюймам рт.ст., и вращали со скоростью 150 об/мин, заполняя все литейные полости формы в течение 1,8 с и после слива металла из центрального литникового канала контейнер продолжали вращать еще в течение 45 с до полного затвердевания металла в литейных полостях формы.
В рассмотренном выше варианте осуществления изобретения при отливке изделий из металлов, склонных при затвердевании к усадке, заполнение центрального литникового канала 12 формы поднимающимся под действием перепада давления из ванны Р расплавленным металлом происходило во время вращения контейнера 20 (20') одновременно с заполнением расплавленным металлом литейных полостей 16 формы. В соответствии с другим вариантом осуществления изобретения привести во вращение контейнер 20 (20') и расположенную в нем литейную форму 10 можно при необходимости и после заполнения под действием разрежения расплавленным металлом центрального литникового канала 12 и всех литейных полостей 16 формы. Такой вариант литья позволяет уменьшить турбулентность в расплавленном металле, которым заполняются литейные полости 16.
Рассмотренный выше вариант осуществления изобретения, в котором ось вращения контейнера 20 (20') и формы 10 совпадает с продольной осью L центрального литникового канала 12 формы и контейнера 20 (20'), не ограничивает объем изобретения и не исключает возможности вращения формы вокруг оси AR", параллельной, но не совпадающей с продольной осью L" центрального литникового канала 12" формы 10", как это показано на фиг.8А и 8Б, где все элементы формы обозначены теми же, что и на рассмотренных выше чертежах, позициями, но с добавлением к ним двух штрихов. Ось AR" совпадает с продольной осью трубы 24", соединяющей форму с ванной расплавленного металла, и продольной осью контейнера, в котором расположена форма. Несовпадение оси вращения формы и оси контейнера обеспечивается установкой формы 10" в контейнер со смещением осей таким образом, чтобы при вращении контейнера форма вращалась вокруг оси AR", смещенной на расстояние X" от по существу параллельной ей продольной оси L" центрального литникового канала 12" формы. Такое смещение осей дополнительно препятствует образованию настыли в центральном литниковом канале 12" формы.
Следует отметить также, что изобретение не ограничено рассмотренным выше вариантом, в котором каждую полость 16 литейной формы 10 соединяют с центральным литниковым каналом 12 одним боковым литниковым каналом 14, и предполагает возможность использования литейной формы с несколькими боковыми литниковыми каналами, соединяющими каждую литейную полость с центральным литниковым каналом. Так, например, на фиг.6 показана предназначенная для отливки удлиненных деталей литейная форма со множеством вытянутых в направлении центрального литникового канала 212 литейных полостей с соседними, относительно тонкими и толстыми в поперечном сечении участками. Каждая литейная полость 216 этой формы соединяется с центральным литниковым каналом 212 несколькими (в данном случае тремя) боковыми литниковыми каналами 214, расположенными на разной высоте центрального литникового канала, через который расплавленный металл попадает в сравнительно толстые участки 216а каждой литейной полости. В выполненной таким образом форме давление столба расплавленного металла, который находится в вытянутых по высоте литейных полостях 216, может превысить внешнее давление и давление от центробежных сил, и поэтому после слива металла из центрального литникового канала 212 расплавленный металл из нижнего бокового литникового канала 214 начнет сливаться в пустой центральный литниковый канал 212.
Во избежание слива металла из одной или нескольких вытянутых вдоль продольной оси формы литейных полостей 216 в другом варианте осуществления изобретения предлагается не сливать расплавленный металл из центрального литникового канала 212 в течение определенного периода времени, достаточного для затвердевания расплавленного металла в расположенных между соседними боковыми литниковыми каналами 214 сравнительно тонких участках 216b каждой литейной полости 216 вращающейся вместе с контейнером 20 (20') формы 210. При последующем сливе расплавленного металла из центрального литникового канала 212 обратно в ванну Р (см. выше) сравнительно тонкие участки 216b с затвердевшим металлом образуют перегородки, разделяющие литейную полость на отдельные зоны 216с, которые образуют отдельные литейные полости с одним литниковым каналом, заполненные расплавленным металлом, который остается в них и не сливается из каждой литейной полости 216 в центральный литниковый канал через ее самый нижний боковой литниковый канал 214. При сливе расплавленного металла из центрального литникового канала из боковых литниковых каналов 214, частично заполненных расплавленным металлом, расплавленный металл попадает в соответствующую зону или отдельную литейную полость 216с при усадке затвердевающего в ней металла в процессе вращения контейнера 20 (20').
В другом варианте осуществления изобретения, показанном на фиг.7А, во избежание слива расплавленного металла из вытянутых вдоль продольной оси формы литейных полостей предлагается расположить литейные полости 216" формы 210" относительно центрального литникового канала 212" таким образом, чтобы теоретическая свободная поверхность SF" находящегося в центральном литниковом канале расплавленного металла, образующаяся в результате вращения формы, проходила при сливе металла из центрального литникового канала 212" через боковые литниковые каналы 214", но не проходила через литейные полости 216" формы. В варианте, показанном на фиг.7А, это достигается за счет увеличения длины боковых литниковых каналов 216" по мере увеличения высоты их расположения вдоль центрального литникового канала 212". Так, в частности, показанные на фиг.7А нижние боковые литниковые каналы 216" имеют меньшую длину, чем средние боковые литниковые каналы 214", которые в свою очередь имеют меньшую длину, чем верхние боковые литниковые каналы 214". При такой разной длине боковых вертикальных каналов 214" продольная ось LA" каждой литейной полости 216" оказывается наклоненной под определенным углом АА" к продольной оси L" центрального литникового канала 212".
На фиг.7Б показана такая же форма 210'", у которой в отличие от предлагаемой в изобретении формы, показанной на фиг.7А, литейные полости 216'" не наклонены к оси центрального литникового канала, и поэтому в такой форме при сливе расплавленного металла из центрального литникового канала 212'" при не затвердевшем до конца металле в литейных полостях 216'" теоретическая свободная поверхность расплавленного металла, образующаяся в результате вращения формы, проходит через ее боковые литниковые каналы 21'" и литейные полости 216'". В тех местах литейных полостей 216'" такой формы, через которые проходит теоретическая свободная поверхность SF'" расплавленного металла, образуются бракованные отливки. В предлагаемом в изобретении варианте, показанном на фиг.7А, этого не происходит, поскольку при сливе металла из центрального литникового канала формы все ее литейные полости остаются заполненными расплавленным металлом.
Следует отметить, что изобретение не ограничено рассмотренными выше вариантами с газопроницаемыми литейными формами 10 (10" и т.д.) и не исключает возможности использования и газонепроницаемых литейных форм, изготовленных, например, из чугуна, стали, графита или из других материалов.
На фиг.9А показана часть такой газонепроницаемой литейной формы 312" с имеющей форму пули литейной полостью 316", которую можно использовать для центробежного литья расплавленного металла методом противодавления в соответствии с описанным выше способом. Линиями 1.0А, 1.1А, 1.2А, 1.3А, 1.4А на фиг.9А показаны градиенты давления внутри заполненных расплавленным металлом литейных полостях 316" формы 310", вращающейся со скоростью 300 об/мин, после слива расплавленного металла из центрального литникового канала 312". При наличии в форме градиента давления, которое падает в направлении бокового литникового канала 314" литейной полости 316", расплавленный металл М" во время заполнения полости через ее боковой литниковый канал 314" вытесняет газ даже из тех участков полости, которые находятся выше бокового литникового канала.
На фиг.9Б показана такая же полость 316'" газонепроницаемой формы, заполненная расплавленным металлом обычным литьем без применения давления (заливка из ковша) или обычным (не центробежным) литьем методом противодавления. При таком заполнении формы в расположенной выше бокового литникового канала 314'" части литейной полости остается газ. В данном случае при заполнении формы расплавленным металлом в верхней части литейной полости 316'" образуется газовый карман Р'". Выполненная в соответствии с изобретением литейная форма, показанная на фиг.9А, лишена этого недостатка.
На фиг.10 показан еще один вариант возможного осуществления изобретения, в котором в контейнере 20 вместо изготовленной по выплавляемой модели оболочковой литейной формы 10 используется сборная литейная модель 410, которая плавится и испаряется в процессе литья при ее нагревании расплавленным металлом. Используемая в этом варианте сборная литейная модель 410 имеет образующий центральный литниковый канал полый участок 412, закрытый сверху пористым колпачком 426 и соединенный со множеством образующих литейные полости участков 416 образующими боковые литниковые каналы участками 414. Сборная модель 410 состоит из множества изготовленных из пенопласта колец 417, которые склеены с образующими центральный литниковый канал участками 412, соединенными образующими боковые литниковые каналы участками 414 с образующими литейные полости участками 416. Собранные друг с другом и приклеенные друг к другу кольца 417 образуют сборную литейную модель 410. Кольца 417 можно вырезать из листового пеностирола или сварить из изготовленных литьем отдельных деталей из пенопласта. Собранную модель 410 снаружи покрывают огнеупорной суспензией, образующей на ней теплоизолирующее газопроницаемое огнеупорное покрытие 420. Огнеупорное покрытие предлагаемой в изобретении модели можно изготовить из материала Polyshield 3600, выпускаемого фирмой Borden Chemical Co. Этот материал состоит из слюды и огнеупорного материала на основе кварца. Для нанесения покрытия собранную модель 410 погружают в суспензию огнеупорного материала, затем с нее удаляют излишек суспензии и получают после сушки в течение ночи на наружной поверхности модели газопроницаемое огнеупорное покрытие толщиной от 0,010 до 0,020 дюйма.
При отливке различных деталей предлагаемым в изобретении и описанным выше способом контейнер 20 со сборной литейной формой 410, которая плавится и испаряется в процессе литья, можно использовать вместо контейнера 20 с показанной на фиг.1-3 литейной формой 10. При отливке деталей предлагаемым в изобретении способом расплавленный металл М под действием давления, равного разности между внешним (атмосферным) давлением и разрежением, создаваемым во вращающемся контейнере 20, поднимается из ванны Р в образующий центральный литниковый канал полый участок 412 вращающейся вместе с контейнером модели. Поднимающийся расплавленный металл постепенно разрушает помещенную в несущую среду 22 модель 410 и образует внутри контейнера непосредственно на месте центральный литниковый канал, подобный центральному литниковому каналу 12, боковые литниковые каналы, подобные боковым литниковым каналам 14, и литейные полости, подобные описанным выше литейным полостям 16. Возникающие во вращающемся контейнере центробежные силы способствуют более эффективному прохождению расплавленного металла через плавящуюся и испаряющуюся модель в направлении внешнего периметра образовавшейся литейной полости. При заполнении литейных полостей расплавленный металл вытесняет жидкий и газообразный материал модели (жидкий и газообразный стирол) в направлении центрального литникового канала, и по меньшей мере часть этого материала просачивается через боковые литниковые каналы. Расплавленный металл, как описано выше, сливают из центрального литникового канала до затвердевания расплавленного металла в литейных полостях и боковых литниковых каналах, которые остаются по меньшей мере частично заполненными расплавленным металлом, который под действием центробежных сил попадает в литейные полости и компенсирует усадку затвердевающего в них металла. Расплавленный металл в литейных полостях затвердевает при вращении контейнера с образованием в них множества отдельных отливок из затвердевшего металла. После затвердевания металла в литейных полостях и боковых литниковых каналах контейнер останавливают.
В заключение следует отметить, что рассмотренные выше конкретные варианты осуществления изобретения носят исключительно иллюстративный характер и не ограничивают его объем, определяемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| Способ получения отливок в оболочковую форму и литейная форма для его осуществления | 1975 |
|
SU704438A3 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| Способ изготовления биметаллической заготовки | 1987 |
|
SU1496918A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2001 |
|
RU2274514C2 |












Изобретение может быть использовано для получения изделий из различных металлов и сплавов в керамических литейных формах. Литейная форма (10) имеет вертикальный центральный литниковый канал (12) и множество литейных полостей (16), расположенных на разной высоте по длине центрального литникового канала (12). Полости (16) соединены с каналом (12) боковыми литниковыми каналами (14). По центральному литниковому каналу (12) расплавленный металл попадает в литейные полости (16) формы. При вращении формы возникают центробежные силы, действующие на расплавленный металл, находящийся в боковых литниковых каналах. Из центрального литникового канала расплавленный металл сливают до окончательного его затвердевания в литейных полостях (16) формы и в боковых литниковых каналах (14). Каналы (14) остаются, по меньшей мере, частично заполненными расплавленным металлом. При усадке металла в полостях (16) металл, остающийся в каналах (14), поступает в литейные полости и компенсирует усадку. Обеспечивается равномерное во времени заполнение всех полостей формы по высоте центрального литникового канала, а также равномерное распределение давления в разных литейных полостях. 5 н. и 34 з.п. ф-лы. 17 ил.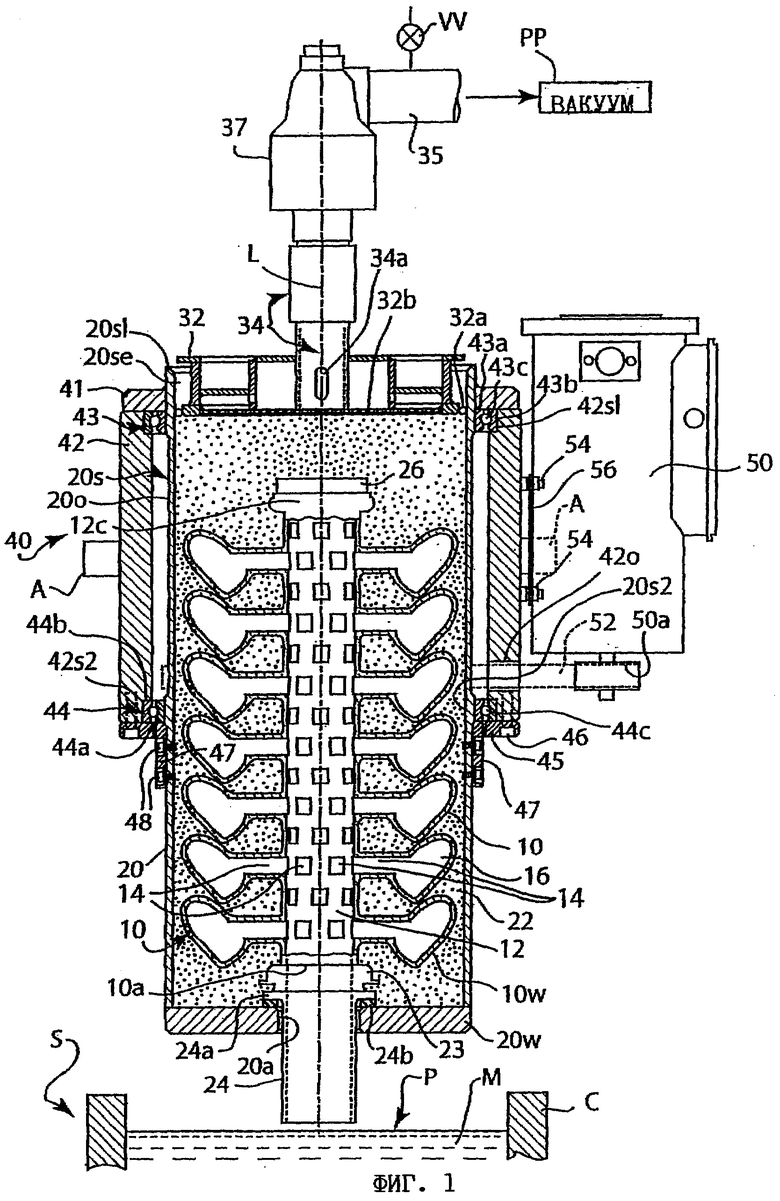
| US 4791977 A, 20.12.1988 | |||
| US 4787434 A, 29.11.1988 | |||
| КОНТРАСТНЫЕ ВЕЩЕСТВА ДЛЯ ДЕТЕКЦИИ РАКА ПРЕДСТАТЕЛЬНОЙ ЖЕЛЕЗЫ | 2007 |
|
RU2450832C2 |
| US 4763717 A, 16.08.1988 | |||
| JP 2000225455 A, 15.08.2000 | |||
| Способ центробежного литья с противодавлением | 1973 |
|
SU492343A1 |

