16
А-А
(Л
С
Сжатый газ
Изобретение относится к области переработки полимерных материалов в изделия и может быть использовано для охлаждения вальцованного резинового полотна.
лаждения резиновые ленты 10 по роликам 12 направляются в зазор дублировочного каландра 13, где они сдваиваются одна с другой с целью придания полученному многоЦель изобретения - интенсификация 5 слойному полотну 9 резины первоначальной толщины. Для предотвращения возможной вытяжки резинового материала на различных стадиях обработки линейная скорость всех вращающихся элементов должна быть сбалансирована.
процесса охлаждения полимерного материала.
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Устройство для охлаждения ленточного полимерного материала содержит смонтированную в защитном кожухе 1 камеру 2 обработки. Камера 2 обработки выполнена в виде туннеля с перфорированными стен10
начальной толщины. Для предотвращения возможной вытяжки резинового материала на различных стадиях обработки линейная скорость всех вращающихся элементов должна быть сбалансирована.
Отработанный охлаждающий агент - воздух через открытые вход и выход камер 2 и 5 истекает в окружающую среду, а полученное вальцованное резиновое полотно поступает на технологическую обработку
ками, отверстия 3 в которых для интен- 15 либо складируется.
сификации охлаждения расположены блока-Предлагаемое устройство обеспечивает
ми 4.
Устройство снабжено дополнительной камерой 5 обработки, выполненной идентично камере 2 и установленной в кожухе 1 параллельно ей. На крышке и днище кожуха 1 закреплены соответственно патрубки 6 и 7 для подачи охлаждающего агента. Кожух 1 выполнен герметичным, а расположенные в нем камеры 2 и 5 имеют открытые вход и выход.
получение вальцованного резинового полотна однородной структуры без зон термического пузырения. При дальнейщей термообработке исключается процесс подвулка20 низации, что в конечном итоге приводит к сокращению брака готовой продукции, увеличению качества изготовляемых из нее изделий. Раскатка лент на валках с, последующим дублированием полученных тон25 ких листов сырой резины на дублировоч- ном каландре в многослойное полотно заданной толщины существенно не сказывается на внутренней структуре полученного вальцованного резинового полотна, поскольку в соответствии с существующей техУстройство работает следующим образом.
25 ких листов сырой резины на дублировоч- ном каландре в многослойное полотно заданной толщины существенно не сказывается на внутренней структуре полученного вальцованного резинового полотна, поскольку в соответствии с существующей техПолимерный материал, например отобранное с листовальных вальцев 8 сырое
резиновое полотно 9, разделяется вдоль 30 нологией обязательна дальнейшая ее перемеханизмом раскроя, например дисковым но-работка, жом, на ленты 10 равной ширины и толщины. Каждая лента 10 заправляется в меж-Формула изобретения валковый калибрующий зазор раскатывающих элементов 11, пройдя через который,1. Устройство для охлаждения ленточ- приобретает ширину полотна 9. Далее раска-35 ного полимерного материала, содержащее тайные ленты 10 подаются транспортнымсмонтированную в защитном кожухе камеру
обработки и патрубки для охлаждающего агента, отличающееся тем, что, с целью интенсификации процесса охлаждения полищий агент - сжатый воздух подает-... мерного материала, камера обработки выполся в кожух 1, из которого через систему 4нена в виде туннеля с перфорированными
отверстий проходит в полость камер 2 и 5стенками, отверстия в которых расположены
и создает воздушную прослойку между ре-блоками, а патрубки для охлаждающего
зиновыми лентами 10 и стенками камер.агента закреплены на днище и крышке
Свободно зависая на воздушной прослойке,кожуха.
резиновая лента равномерно охлаждается45 2- Устройство по п. 1, отличающееся со всех сторон воздушными струями и пере-тем, что оно снабжено дополнительной ка- мещается вдоль пневмотуннеля за счет сило-мерой обработки, выполненной идентично вого воздействия подающего транспортногоимеющейся и установленной в кожухе па- средства практически без трения. После ох-раллельно ей.
средством (не показано), например группой приводных роликов, в камеры 2 и 5 обработки. По штуцерам б и 7 охлаждаюлаждения резиновые ленты 10 по роликам 12 направляются в зазор дублировочного каландра 13, где они сдваиваются одна с другой с целью придания полученному многослойному полотну 9 резины перво
начальной толщины. Для предотвращения возможной вытяжки резинового материала на различных стадиях обработки линейная скорость всех вращающихся элементов должна быть сбалансирована.
Отработанный охлаждающий агент - воздух через открытые вход и выход камер 2 и 5 истекает в окружающую среду, а полученное вальцованное резиновое полотно поступает на технологическую обработку
либо складируется.
Предлагаемое устройство обеспечивает
получение вальцованного резинового полотна однородной структуры без зон термического пузырения. При дальнейщей термообработке исключается процесс подвулканизации, что в конечном итоге приводит к сокращению брака готовой продукции, увеличению качества изготовляемых из нее изделий. Раскатка лент на валках с, последующим дублированием полученных тонких листов сырой резины на дублировоч- ном каландре в многослойное полотно заданной толщины существенно не сказывается на внутренней структуре полученного вальцованного резинового полотна, поскольку в соответствии с существующей технологией обязательна дальнейшая ее переработка, Формула изобретения 1. Устройство для охлаждения ленточ- ного полимерного материала, содержащее смонтированную в защитном кожухе камеру
В Ю
П 13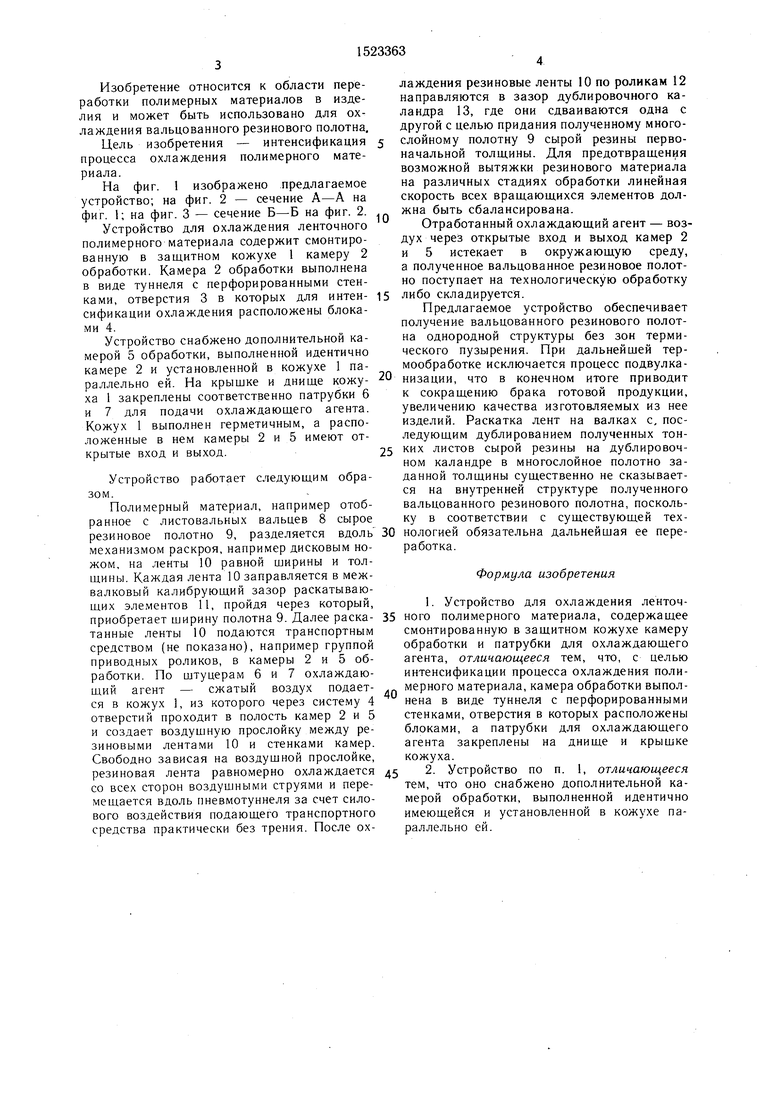
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резинового полотна | 1987 |
|
SU1426809A1 |
| Устройство для охлаждения ленточного полимерного материала | 1989 |
|
SU1641631A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛЕНТОЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2017613C1 |
| Устройство для термообработки ленточного материала | 1985 |
|
SU1299813A1 |
| Устройство для охлаждения ленточного полимерного материала | 1987 |
|
SU1502364A1 |
| Устройство для изготовления профилированных резиновых заготовок | 1990 |
|
SU1712185A1 |
| Устройство для охлаждения ленточного полимерного материала | 1989 |
|
SU1659210A2 |
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| Устройство для охлаждения ленточного полимерного материала | 1989 |
|
SU1657389A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |

Изобретение относится к переработке полимерных материалов в изделия и может быть использовано для охлаждения вальцованного резинового полотна. Цель изобретения - интенсификация процесса охлаждения полимерного материала. Для этого устройство снабжено дополнительной камерой обработки 5, установленной в кожухе 1 параллельно с имеющейся камерой 2. Камеры выполнены в виде туннелей с перфорированными стенками. Отверстия 3 в стенках расположены блоками. Патрубки 6 и 7 для охлаждающего агента закреплены на днище и крышке кожуха 1. Во время обработки материал зависает в камерах 2 и 5 на воздушной прослойке, создаваемой охлаждающим агентом. Последний нагнетается в кожух 1 через патрубки 6 и 7 и через отверстия 3 в стенках камер проходит в полость последних. 1 з.п. ф-лы, 3 ил.
6-Б
Фи&.5
| Патент Великобритании № 1072736, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для термообработки ленточного материала | 1985 |
|
SU1299813A1 |
| Солесос | 1922 |
|
SU29A1 |
