Для некоторых кабелей требуется внешняя полиэтиленовая оболочка, причем для кабелей, работающих при низких температурах (когда полиэтилен становится гибким), или для кабелей для глубинных водолазных работ нужна полиэтиленовая оболочка повышенной гибкости.
Известен способ образования на кабеле гофрированной пластмассовой (например полиэтиленовой) оболочки, заключаюш,ий€я в том, что перед входом в головку шприц-пресса на кабель накладывают пластмассовый корд, поверх которого затем напрессовывают полиэтиленовую оболочку. Известно также, что в кабельной промышленности проводились опыты по получению гофрированных оболочек при помощи навиваемой на оболочку металлической проволоки.
Особенность предлагаемого способа заключается в том, что гофрируют оболочку методом вакуумироваиия, что упрощает технологию, повышает производительность трзда и улучшает качество изделий. Для получения кабелей с оболочками, имеющими различные глубины гофрирования, может быть применен корд различных диаметров.
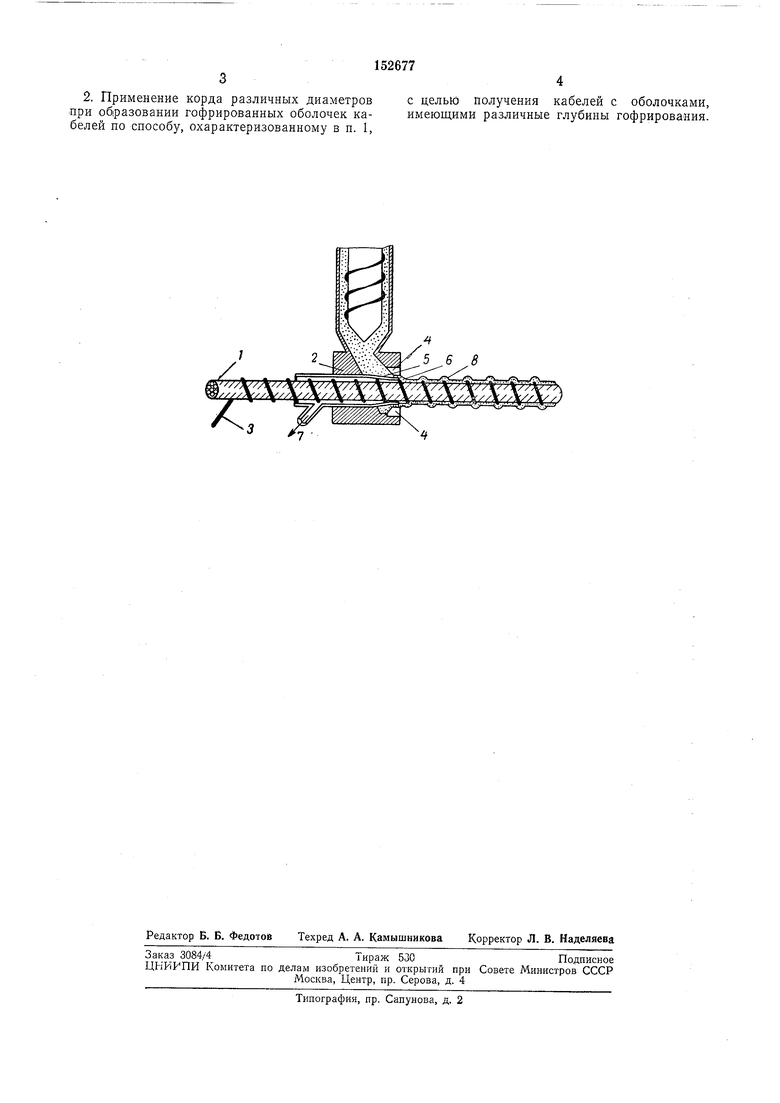
входом в головку шприц-пресса 2 накладывают по крутой спирали корд 3 из резины или пластмассы. В головке шприц-пресса меладу матрицей 4 и дорном 5 на кабель выпрессовывают полиэтиленовую оболочку 6, За счет отсоса воздуха вакуум-насосом через патрубок 7 в дарне 5 создается вакуум, в результате чего горячая (мягкая) полиэтиленовая оболочка по выходе из головки пресса (матрицы) осаживается на кабель и навитый на него по крутой спирали корд и, охлаждаясь в водяной ванне, остается в виде гофрированной оболочки S повышенной гибкости по сравнению с обычной цилиндрической негофрированной полиэтиленовой оболочкой.
Предмет изобретения
1. Способ образования на кабеле гофрированной пластмассовой (например, полиэтилеиовой) оболочки методом шприцевания, заключающийся в предварительной намотке резинового или пластмассового корда на скрученные жилы кабеля в направлении, противоположном направлению скрутки жил, и последующем наложении поверх корда пластмассовой оболочки, отличающийся, тем, что, с целью упрощения технологии и повыщения качества изделия, гофрирование обплпчки производят методом вакуумирования.
2. Применение корда различных диаметров при образовании гофрированных оболочек кабелей по способу, охарактеризованному в н. 1,
с целью получения кабелей с оболочками, имеющими различные глубины гофрирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА МЕДНОЖИЛЬНОГО КАБЕЛЯ В АЛЮМИНИЕВОЙ ОБОЛОЧКЕ И СПОСОБ СОЕДИНЕНИЯ МЕДНОЖИЛЬНЫХ КАБЕЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2207687C1 |
| ПОДВОДНОЕ УСТРОЙСТВО БОЛЬШОЙ ПРОТЯЖЕННОСТИ С ВОЛОКОННО-ОПТИЧЕСКИМИ ЭЛЕМЕНТАМИ (ВАРИАНТЫ) | 1990 |
|
RU2087015C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 2001 |
|
RU2206135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПРОПИТАННОЙ БУМАЖНОЙ ИЗОЛЯЦИЕЙ | 2024 |
|
RU2823602C1 |
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1987 |
|
SU1464771A1 |