Изобретение относится к области высокочастотной сварки металлических, преимущественно алюминиевых гофрированных оболочек, электрических кабелей, преимущественно коаксиальных, со сплошной и пористой изоляцией.
Цель изобретения - расширение технологических возможностей при образовании гофрированных оболочек.
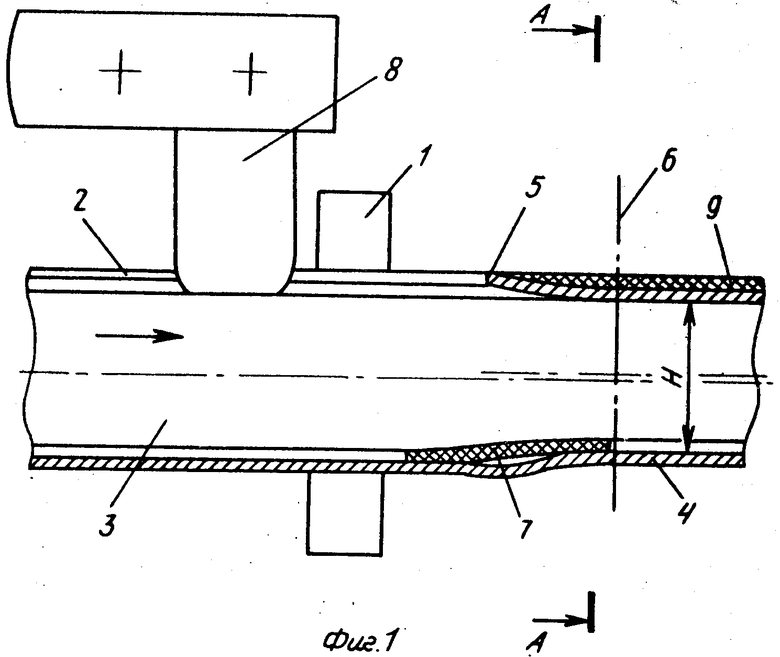
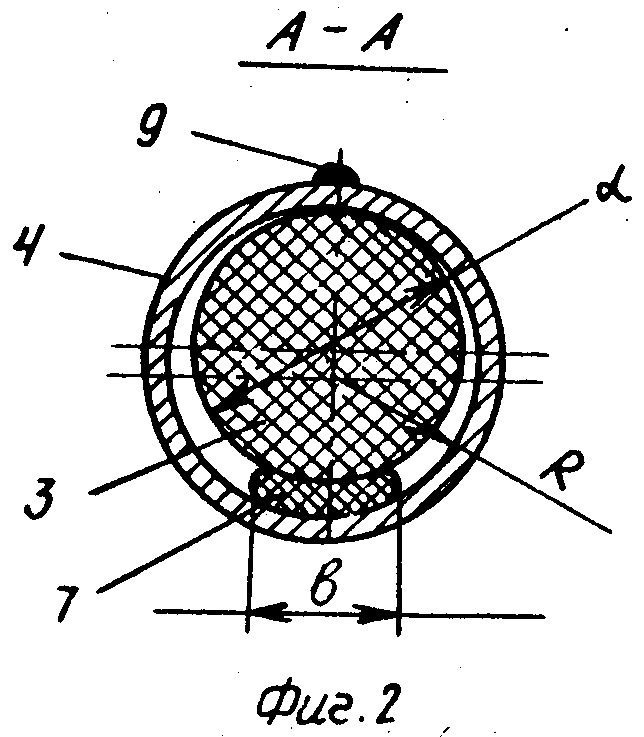
На фиг.1 приведен кабель, общий вид; на фиг.2 - разрез А-А на фиг.1.
Необходимый в зоне образования сварного шва (от индуктора 1 до оси сварочных валков) зазор между нагреваемыми токами высокой частоты кромками сформованной круглой или овальной заготовки 2 и сердечником 3 электрического кабеля создается тем, что заготовка формуется и сваривается большего размера, чем сердечник. При этом сердечник не препятствует свободному образованию внутреннего грата свариваемой оболочки 4 на участке от точки 5 схождения кромок до оси 6 сварочных валков.
Расплющивание и сглаживание внутреннего грата оболочки осуществляется при прикосновении к нему сердечника непосредственно после обжима оболочки в сварочных валках. Для этого на участке, непосредственно примыкающем к входу сердечника в зону образования сварного шва, в полости между оболочкой и сердечником со стороны, диаметрально противоположной сварному шву, устанавливается приспособление 7, выполненное в виде пластины из неметаллического износостойкого материала с поперечным сечением, представляющем собой часть кольца.
Форма приспособления в поперечном сечении повторяет форму упомянутой полости между оболочкой и сердечником. Для уменьшения трения скольжения оболочки и сердечника по приспособлению его поверхность отличается от кривизны поверхности сердечника и оболочки. Радиус поверхности приспособления, соприкасающейся с сердечником, составляет от 1,0 до 1,5 d/2, где d - диаметр описанной окружности сердечника, радиус поверхности, соприкасающейся с оболочкой, составляет от 0,8 до 1,0 R, где R - радиус внутренней поверхности оболочки, и ширина приспособления составляет от 0,45 до 0,65 d. Максимальная толщина приспособления равняется разности между высотой Н внутренней полости свариваемой оболочки и диаметром d сердечника. Тогда сердечник будет прижат к только что образовавшемуся внутреннему грату, еще не успевшему затвердеть от остывания и потому легко деформируемому при соприкосновении с сердечником.
При высокочастотной сварке металлической оболочки электрического кабеля можно добиться различной степени сглаживания внутреннего грата сваренной оболочки, изменяя положение шовонаправляющего ножа 8 по высоте и приспособления относительно оси 6 сварочных валков. При приближении приспособления к оси 6 движущийся сердечник будет плотнее прижат к сварному шву оболочки, и внутренний грат будет лучше разглажен и меньше по величине.
П р и м е р. На агрегате высокочастотной сварки накладывалась оболочка из алюминиевой ленты толщиной 1,2 мм на коаксиальный кабель с биметаллической жилой диаметром 5,6 мм и пористой полиэтиленовой изоляцией. Наружный диаметр гофрированной оболочки был равен 24,6 мм, диаметр описанной окружности сердечника 18,6 мм. Максимальная толщина приспособления, выполненного из ситала, составляла 3,6 мм, его ширина выбиралась в пределах от 8,4 до 12,1 мм, радиус кривизны поверхности приспособления, соприкасающейся с сердечником, равнялся от 9,3 до 13,95 мм, а радиус кривизны поверхности, соприкасающейся с оболочкой, составлял от 8,9 до 11,1 мм. Наружный грат 9 алюминиевой оболочки, сваренной токами высокой частоты, затем удалялся резцом в процессе ее изготовления на агрегате.
Разработка образцов кабеля в сваренной алюминиевой гофрированной оболочке показала, что внутренний грат был разглажен и высота его не превышала 0,1 мм. Электрические параметры кабеля были однородны, а его качество высоким.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2050607C1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| СПОСОБ НАСТРОЙКИ ВАЛКОВОГО АГРЕГАТА | 1990 |
|
RU2028844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Устройство для изготовления магистрального коаксиального кабеля с внешним трубчатым проводником | 1986 |
|
SU1379802A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
Изобретение относится к области высокочастотной сварки металлических гофрированных оболочек электрических кабелей. С целью расширения технологических возможностей при образовании гофрированных оболочек в зоне сварки до оси сварочных валков под сердечником располагают приспособление из неметаллического износо-теплостойкого материала. Максимальная толщина приспособления равна разности между высотой внутренней полости сваренной оболочки до ее гофрирования или редуцирования и диаметром описанной окружности сердечника. Форма, профиль и радиусы кривизны поверхностей приспособления выбираются такими, чтобы оно размещалось в зазоре между внутренней поверхностью оболочки и сердечника, при сварке прижимало сердечник к внутреннему грату оболочки сразу после его образования в сварочных валках и не повреждало изоляцию и поверхность оболочки. 2 ил.
СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ, при котором вокруг сердечника формируют из металлической ленты заготовку оболочки с разведенными кромками, фиксируют кромки в направлении оси заготовки, нагревают кромки токами высокой частоты, сводят и обжимают их с образованием сварного шва и полости между сердечником и оболочкой, непосредственно после обжима сердечник приводят в соприкосновение со сварным швом и перемещают с разными скоростями полученную оболочку и сердечник в калибры, в которых профилируют оболочку, отличающийся тем, что, с целью расширения технологических возможностей при образовании гофрированных оболочек, используют приспособление, выполненное в виде пластины с поперечным сечением, представляющим собой часть кольца из неметаллического износо-теплостойкого материала, упомянутую полость образуют со стороны диаметрально противоположной сварному шву, устанавливают в нее приспособление на участке, непосредственно примыкающем к входу сердечника в зону образования сварного шва, и сердечник приводят в соприкосновение со сварным швом указанным приспособлением.
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
