Изобретение относится к устройст- . вам для обработки металлов давлением и может быть использовано для клеймения в торец движущегося по рольгангу проката.
Цель изобретения - повышение качества клеймения путем обеспечения регулирования силы удара и места его приложения.
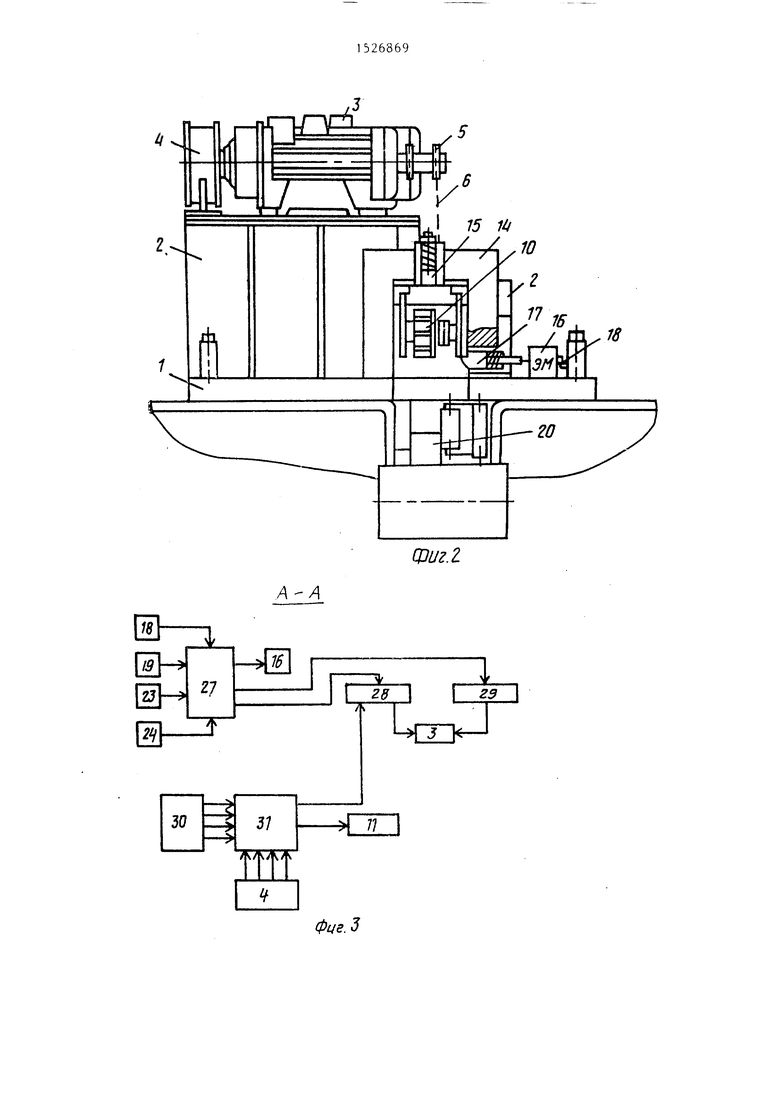
На фиг.1 изображена автоматическая клеймовочная мащина, вид сбоку, на фиг.2 - то же, вид спередиj на фиг.З - разрез А-А на фиг.1 на фиг.4 - структурная схема устройства управления ударом рычага и сменой клейм автоматической клеймовочной машины; на
фиг.5 - функциональные схемы отдельных блоков устройств.
На плите 1 смонтированы площадки 2 с установленными на них электродвигателями 3 и датчиками 4 положения клейм. На валы двигателей 3 посажены жестко звездочки 5 и надеты цепи 6, соединяющие привод с двухрядными звездочками 7, которые, в свою очередь, с помощью цепи 8 соединяют диски 9 с клеймами. Рычаг 10 с злектро- магнитами 11 фиксаторов 12 клейма и двухрядными звездочкаьш 7 по скользящей посадке посажены на ось 13.
Для фиксации положения рычага 10 на плите 1 жестко закреплена П-образ
315
ная скоба 14 с амортизатором 15, электромагнит 16 с фиксатором защелки 17 и датчиком 18 исходного положения, связанным с фиксатором 17 защелки. На плите 1 установлен датчик 19 наличия металла, срабатывающий при появлении в зоне удара заготовки 20, отклоняющей флажок 21. На стойке 22 установлены датчик 23 отключения привода и датчик 24 включения привода на реверс, срабатывающие соответственно от флажков 25 и 26, которые связаны с рычагом Ш.
Количество дисков 9 с клеймами, а соответственно и количество приводных двигателей 3, датчиков 4 положения клейм, цепей 6 и 8, двухрядных звездочек 7, электромагнитов 11 с фиксаторами 12 клейма может меняться и определяется объемом наносимой информации.
Полное клеймо на заготовке содержит номер плавки (марки стали), номер слитка и литер. Для реализации
полного клейма достаточно три клеймовочных диска.
Однако на ряде прокатных станов клеймятся номер плавки и номер слитка или только номер плавки. В этих случаях достаточно двух или одного клеймовочного диска.
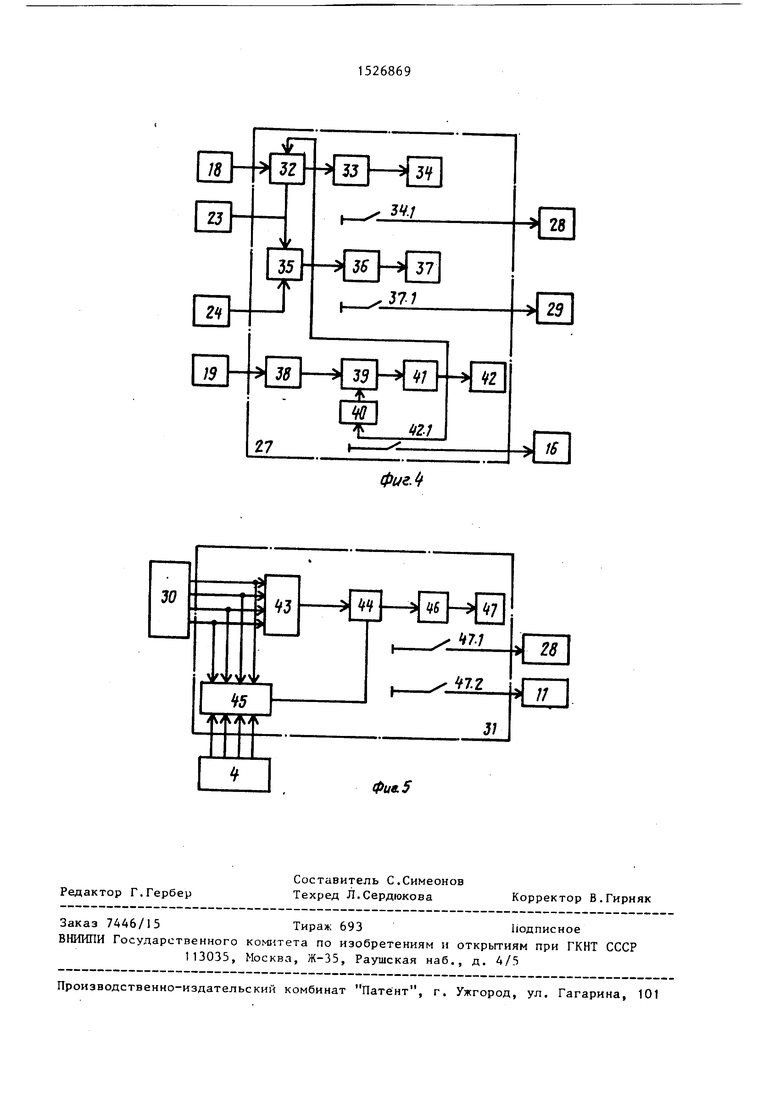
Устройство управления ударом рычага и сменой клейм автоматической клеймовочной машины (фиг.4) содержит блок 27 управления ударом рычага, на входы которого подключены датчики 18, 19, 23 и 24, а выходы соединены со входами тиристорных коммутаторов 28 и 29, управляющих двигателями 3, и со входами электромагнита 16 фиксатора защелки 17. Пульт 30 задания клейма подключен к первой группе входов блока 31 управления сменой клейм, вторая группа входов которого соединена с выходами датчиков 4 положения клейм. Выходы блока 31 подключены к входам тиристорного коммутатора 28 и электромагнита 11. Блок 27 управления ударом рычага (фиг.5) содержит управляемый вентиль - 32, первый вход которого подключен к датчику 18 исходного положения, а второй вход - к датчику 23 отключения привода. Выход вентиля 32 через усилитель 33 соединен с реле 34, кон такт 34.1 которого подключен к ти- ристорному коммутатору 28. Выход датчика 24 включения привода на ре
0
5
0
0
5
0
5
55
45
50
вере связан с первым входом управляе- емого вентиля 35, второй вход которого соединен с выходом датчика 23 отключения привода. Выход вентиля 35 через усилитель 36 подсоединен к реле 37, контакт 37.1 которого подключен к тиристорнсму коммутатору 29. Датчик 19 наличия металла через временную задержку 38 связан с первым входом вентиля 39, второй вход которого подсоединен к выходу временной задержки 40. Выход вентиля 39 через усилитель 41 связан с третьим входом вентиля 32, с входом временной задержки 40 и с реле 42, контакт 42. 1 которого подключен к входу электромагнита 16 фиксатора защелки 17.
Блок 31 управления сменой клейм (фиг.5) содержит блок 43 согласования сигналов, входы которого соединены с выходами пульта 30 задания клейма, а выход подключен к первому входу вентиля 44, второй вход которого связан с выходом схемы 45 сравнения.
Первые входы схемы 45 сравнения соединены с выходами пульта 30 зада- .ния клейма, а вторые входы - с выходами датчиков 4 положения клейм. Выход вентиля 44 через усилитель 46 подсоединен к реле 47, первый контакт 47.1 подключен к входу тиристорного коммутатора 2§, а второй контакт 47. 2 - к входу электромагнита 11.
Автоматическая клеймовочная машина работает следующим образом.
Рычаг 10 с несущей клейма головкой находится в исходном горизонтальном положении на защелке 17. После прокатки нагретая заготовка 20, поступая по рольгангу к клеймовочной машине, отклоняет флажок 21, вызывая срабатывание бесконтактного датчика 19 наличия металла.
Сигнал с выхода датчика 19 через временную задержку 38, вентиль 39, усилитель 41 включает реле 42 блока 27 управления ударом рычага. Контакт 42.1 замыкается, подавая напряжение на электромагнит 16, под воздействием которого отходит фиксатор защелки 17, вызывающий срабатывание датчика 18 исходного положения.
Сигнал с выхода датчика 18 через вентиль 32, усилитель 33 включает реле 34, контакт 34.1 которого, управляя тиристорным коммутатором 28, ет команду на включение двигателей 3.
Рычаг 10, вращаемый двигателями 3, через цепи 6 и двухрядные звездочки 7, замкнутые с рычагом 10 фиксаторами 12 клейма, опускаются, навстрчу поступающей заготовке 20.
Через определенный угол поворота рычага 10, за который несущая клейма головка накапливает энергию, достаточную для получения четкого отпечатка клейма на заготовке, флажок 25 вызывает срабатывание датчика 23 отключения привода, сигнал с которого, поступая на второй вход вентиля 32, обесточивает реле 34. Контакт 34.1 размыкается и дает команду на отключение двигателей 3.
Свободно падающий рычаг 10 клейма головки наносит удар в торец заготовки 20, при этом флажок 26 вызывает срабатывание датчика 24 включения привода на реверс, сиг нал х которого через вентиль 35, усилитель 36 включает реле 37, контакт 37.1 которого, управляя тиристорным коммутатором 29, дает команду включения двигателей на реверс.
Выход усилителя 41 подключен к входу временной задержки 40, сигнал.с выхода которой через время задержки, приблизительно равное времени опускания рычага 10, поступает на второй вход вентиля 39 и отключает реле 42.
Контакт 42.1 размыкается, обесточивая электромагнит 16, фиксатор защелки 17 возвращается в исходное положение. При движении рычага 10 на подъем флажок 25 вызывает срабатывание датчика 23 отключения привода, сигнал с КОТОРОГО)поступая на второй вход вентиля 35, обесточивает реле 37. Контакт 37.1 размыкается и дает команду на отключение двигателей 3. Рычаг 10, продолжая движение вверх по инерции, отжимает фиксатор защелки 17, поднимается до амортизатора 15 и возвращается в исходное положение.
Отжатие фиксатора защелки не приводит к ложному включению двигателей 3 вследствие блокировки датчика 18 исходного положения выходом усилителя 41, подключенного к третьему входу вентиля 32.
Цикл для следующей заготовки повторяется аналогично.
Для.получения четкого отпечатка клейма на заготовке 20 в машине имеются возможности для следующих регулировок: изменить выдержку временной
0
0
задержки 38, что приводит к изменению координаты точки встречи заготовки 20 с головкой рычага 10, изменить положение флажка 25, вследствие чего увеличивается или уменьшается сила удара рычага 10 в торец заготовки 20.
Необходимость в регулировках вызвана на практике тем, что торец заготовки после реза на ножницах бывает скошен и заготовки сильно отличаются по твердости металла.
Для смены клейма оператор на пульте 30 задания клейма задает инфор- 5 мацию о номере клейма головки, которая должна находиться в позиции для клеймения. Сигналы с пульта 30 поступают на сборку, выход которой через вентиль 44, усилитель 46 включает реле 47 блока 31 управления сменой клейм.
Контакт 47.2 замыкает и подает напряжение на электромагнит 11, втягивает фиксатор 12 клейма, и двухрядные звездочки 7 могут свободно вращаться.
Одновременно замыкание контакта 47.1, управляющего коммутатором 28, дает команду на включение двигателя 3 и производится смена клейма.
Информация с выхода пульта 30 сравнивается в схемах 45 сравнения с кодом датчиков 4 положения клейм, и в момент равенства, т.е. когда требуемое клеймо находится в позиции для клеймения, сигнал с выхода схемы 45 поступает на второй вход вентиля 44 и отключает реле 47.
Контакты 47.1 и 47.2 размыкаются и дают команду на отключение электромагнита 11, фиксацию двухрядных звездочек 7 и отключения двигателя 3.
Машина готова к клеймению следующей заготовки.
Использование предложенной машины позволит повысить качество клеймения и улучшит условия труда при ее эксплуатации. Формула изобретение
5
0
5
0
5
1. Автоматическая клеймовочная машина, содержащая рычаг, привод его поворота, диск с клеймами, размещенный на конце рычага, механизм смены клейм,связанный с диском цепной передачей, и систему управления, имею- 1цую блок управления приводом рычага и блок управления механизмом, имеющий пульт задания клейма и датчики положения клейм ,отличающаяс я тем, что, с целью повьшения качества клеймения путем обеспечения регулирования силы удара и места его приложения, она снабжена установлен- нь1ми в системе управления блоком управления ударом, электромагнитно уп- равляемой защелкой рычага в исходном положении, датчиком отключения привода рычага, связанными с приводом ти- ристорными коммутаторами, датчиком исходного положения рычага, датчиком включения привода на реверс, датчиком наличия проката и электромагнитными фиксаторами дисков в рабочем положении, при этом датчики исходного положения рычага положения проката, отключения привода рычага и включения привода на реверс подключены к входам блока управления ударом, выходы блока соединены с входами тиристорных коммутаторов и электромагнитной защепкой рычага, а выходы блока управления ме- ханязма смены клейм, связаны с вторым входом тиристорного коммутатора.
2. Машина по п. 1, отличающаяся тем, что блок управления ударом содержит управляемые вентили, усилители постоянного тока, реле и блоки задержки времен причем вькод датчика исходного положения рычага соединен с первым входом управляемого вентиля, второй вход которого связан с выходом датчика отключения привода, выход первого вентиля через усилитель постоянного тока подсоедине 1с первому реле, контакты которого подключены к первой группе тиристорных коммутаторов, выход датчика включения привода на реверс соединен с первым входом второго вентиля, второй вход которого связан с выходом
датчика отключения привода рычага, выход второго вентиля через усилитель постоянного тока подсоединен к второму репе, контакты которого подключены к второй группе тиристорных коммутаторов, выход датчика наличия проката через первый блок задержки соединен с первым входом третьего управляемого вентиля, второй вход которого связан с выходом второго блока задержки, выход третьего вентиля через усилитель постоянного тока подключен к третьему входу первого вентиля, к входу второго блока задержки и к третьему реле, контакт которого подсоединен к входу электромагнитно управляемой защелки рыча.га в исходном положении.
3. Машина по п. 1, отличающаяся тем, что блок управления механизмом смеиы клейм содержит схему сравнения, блок согласования сигналов, управляемый вентиль, усилитель постоянного тока и реле, при этом выходы пульта задания клейма подключены на первые входы смены сравнения, вторые входы которой соединены с выходами датчиков положения клейм, выход схемы сравнения подсоединен к первому входу управляемого вентиля, второй вход которого связан с выходом блока согласования сигналов, на входы которого подключены выходы пульта задания клейма, выход управляемого вентиля через усилитель постоянного тока подсоединен к реле, одни контакты которого подключены к входам электромагнитных фиксаторов диска, а вторые через тиристор ные коммутаторы - к приводу поворота рычага.
S
IS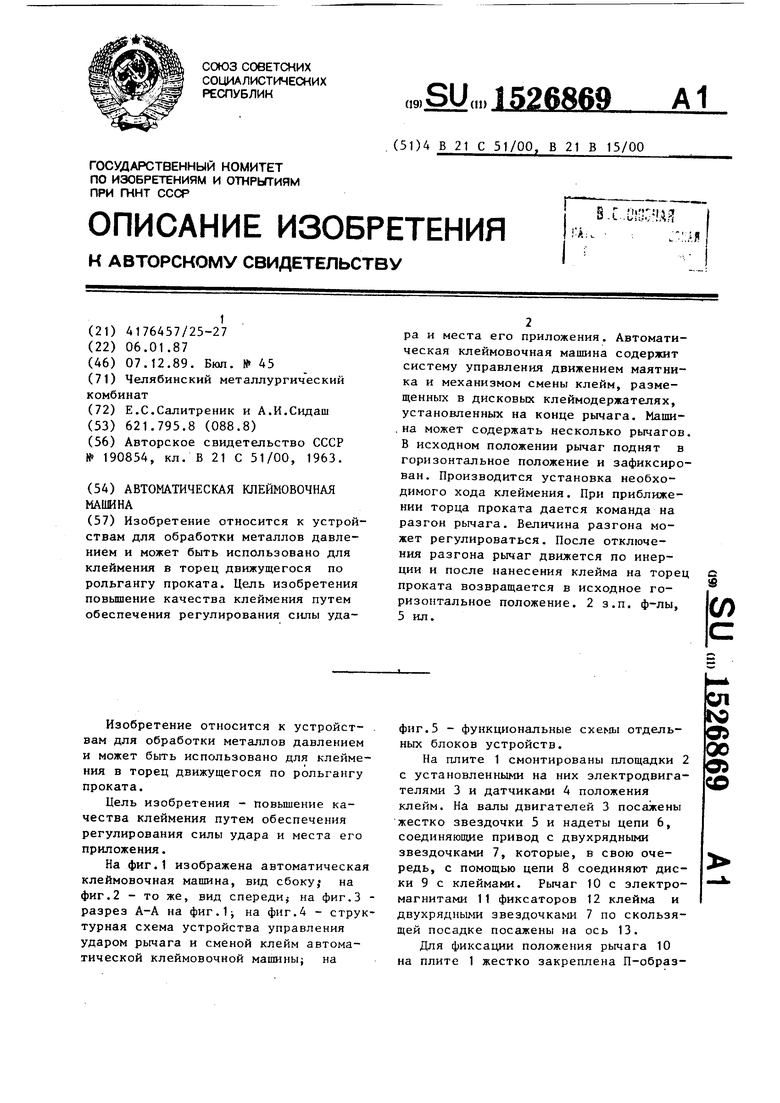
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Устройство для клеймения проката | 1984 |
|
SU1156766A1 |
| Устройство для клеймения изделий | 1976 |
|
SU625801A2 |
| Устройство для клеймения | 1976 |
|
SU588037A1 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Устройство для набора знаковК КлЕйМОВОчНОй МАшиНЕ | 1978 |
|
SU816610A1 |
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано для клеймения в торец движущегося по рольгангу проката. Цель изобретения - повышение качества клеймения путем обеспечения регулирования силы удара и места его приложения. Автоматическая клеймовочная машина содержит систему управления движением маятника и механизмом смены клейм, размещенных в дисковых клеймодержателях, установленных на конце рычага. Машина может содержать несколько рычагов. В исходном положении рычаг поднят в горизонтальное положение и зафиксирован. Производится установка необходимого хода клеймения. При приближении торца проката дается команда на разгон рычага. Величина разгона может регулироваться. После отключения разгона рычаг движется по инерции и после нанесения клейма на торец проката возвращается в исходное горизонтальное положение. 2 з.п.ф-лы, 5 ил.
A-л
11}
Id
30
I
31
фце.З
CPU г. г
Фиг.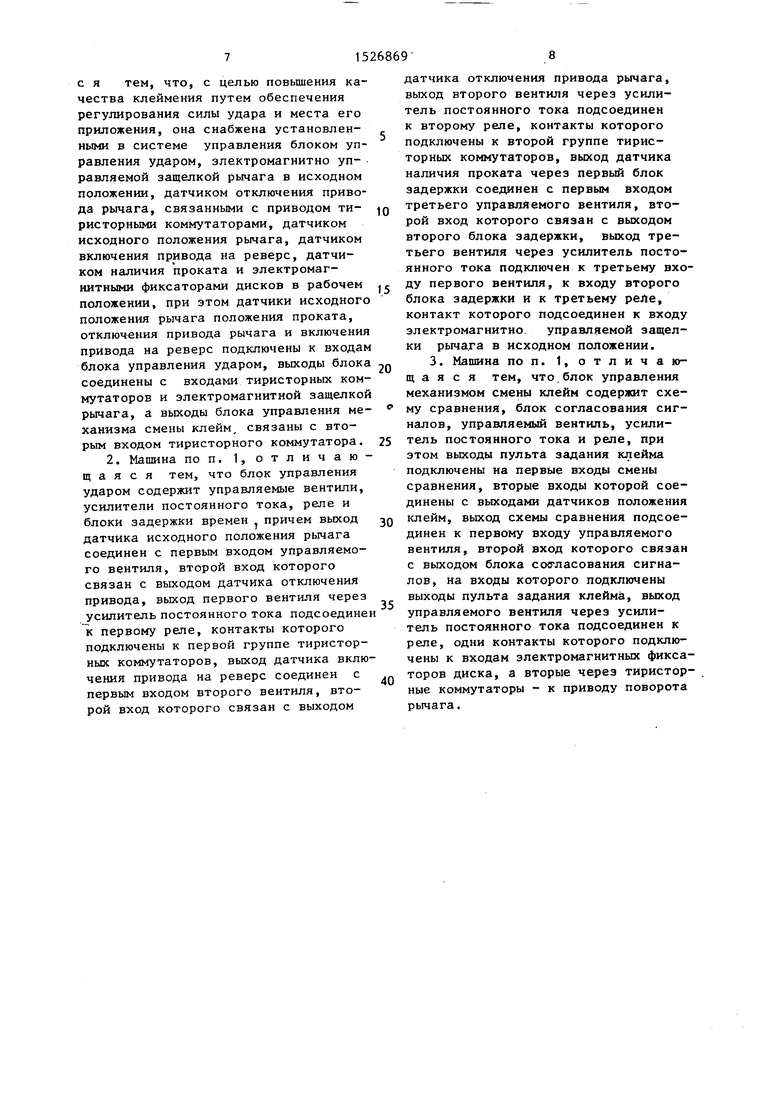
| 0 |
|
SU190854A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
