СЛ О 00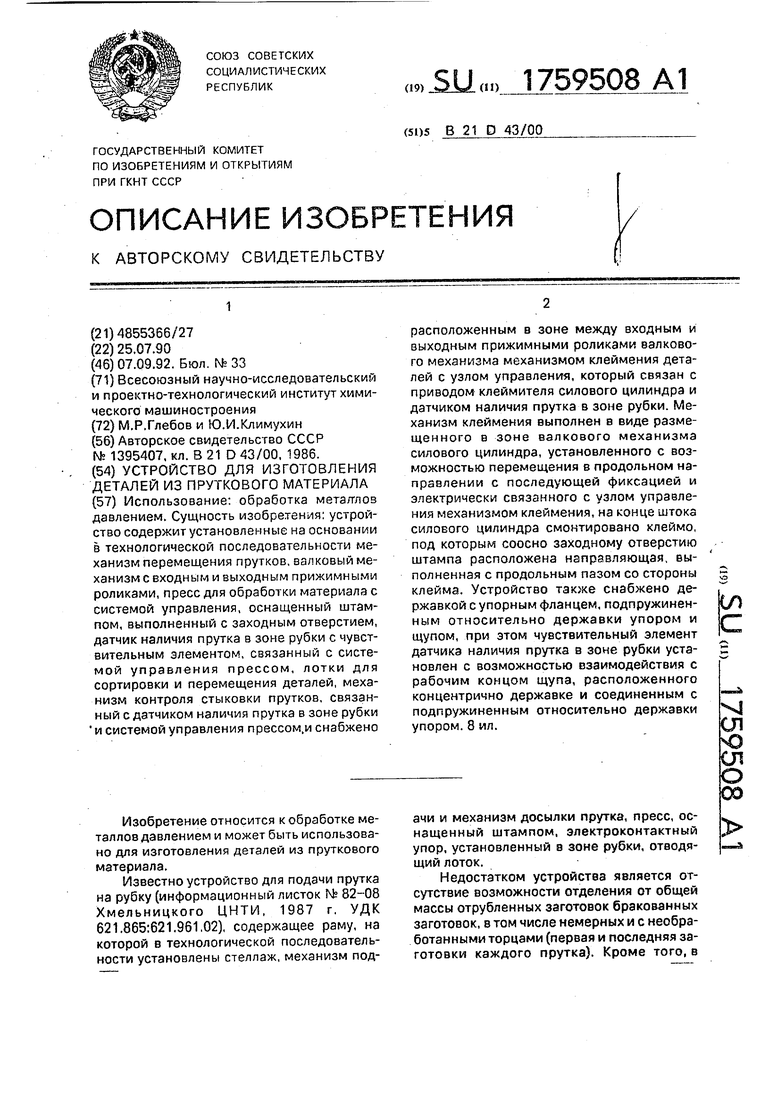
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| УЧАСТОК РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2021081C1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАРКИРОВКИ НА ОПОРНЫЕ ВИТКИ ПРУЖИНЫ В ГОРЯЧЕМ СОСТОЯНИИ | 2023 |
|
RU2829072C1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| Устройство для синхронизации клеймителя с движущимся прокатом | 1974 |
|
SU504579A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЮЧЕЙ К СВЕРЛИЛЬНЫМ ПАТРОНАМ | 1966 |
|
SU180079A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU280416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2007 |
|
RU2364458C2 |
Использование: обработка металлов давлением. Сущность изобретения: устройство содержит установленные на основании в технологической последовательности механизм перемещения прутков, валковый механизм с входным и выходным прижимными роликами, пресс для обработ ки материала с системой управления, оснащенный штампом, выполненный с заходным отверстием, датчик наличия прутка в зоне рубки с чувствительным элементом, связанный с системой управления прессом, лотки для сортировки и перемещения деталей, механизм контроля стыковки прутков, связанный с датчиком наличия прутка в зоне рубки и системой управления прессом.и снабжено расположенным в зоне между входным и выходным прижимными роликами валкового механизма механизмом клеймения деталей с узлом управления, который связан с приводом клеймителя силового цилиндра и датчиком наличия прутка в зоне рубки. Механизм клеймения выполнен в виде размещенного в зоне валкового механизма силового цилиндра, установленного с возможностью перемещения в продольном направлении с последующей фиксацией и электрически связанного с узлом управления механизмом клеймения, на конце штока силового цилиндра смонтировано клеймо, под которым соосно заходному отверстию штампа расположена направляющая, выполненная с продольным пазом со стороны клейма. Устройство также снабжено державкой с упорным фланцем, подпружинен- ным относительно державки упором и щупом, при этом чувствительный элемент датчика наличия прутка в зоне рубки установлен с возможностью взаимодействия с рабочим концом щупа, расположенного концентрично державке и соединенным с подпружиненным относительно державки упором. 8 ил. (Л xj Кл
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из пруткового материала.
Известно устройство для подачи прутка на рубку (информационный листок N 82-08 Хмельницкого ЦНТИ, 1987 г. УДК 621.865:621.961.02), содержащее раму, на которой в технологической последовательности установлены стеллаж, механизм подачи и механизм досылки прутка, пресс, оснащенный штампом, электроконтактный упор, установленный в зоне рубки, отводящий лоток.
Недостатком устройства является отсутствие возможности отделения от общей массы отрубленных заготовок бракованных заготовок, в том числе немерных и с необработанными торцами (первая и последняя заготовки каждого прутка). Кроме того, в
устройстве отсутствует возможность качественного нанесения клейм на прутке в процессе подачи его в зону рубки.
Известно также устройство для изготовления деталей из пруткового материала, содержащее механизм клеймения деталей, размещенное в зоне валкового механизма (Бахтинов В.Б., Бахтинов Ю.Б. Производство экономичных профилей проката - М.: Металлургия. 1984 г., стр. 36).
Недостатком устройства является снижение качества наносимых клейм из-за возможности ухудшения качества инструмента при попадании им в стык между прутками или по концу одного из них, а также недостаточная производительность.
Из известных наиболее близким по технической сущности и достигаемому результату к предлагаемому является принятое за прототип устройство для изготовления деталей из пруткового материала (авт.св. СССР кл. В 21 D 43/00, В 30 В 15/30 № 1395407), содержащее установленные на основании в технологической последовательности механизм перемещения прутков, валковый механизм с входным и выходным прижимными роликами, пресс для обработки материала с системой управления, осна- щенный штампом, выполненным с заходным отверстием, датчик наличия прутка в зоне рубки с чувствительным элементом, связанный с системой управления прессом, лотки для сортировки и перемещения деталей, механизм контроля стыковки прутков, связанный с датчиком наличия прутка в зоне рубки и системой управления пресса.
Недостатком устройства является недостаточные производительность и качество изделия. В устройстве отсутствует возможность качественного нанесения клейм на прутках, подающихся в зону рубки непрерывно в автоматическом режиме. Производительность снижается из-за того, что подача последующего прутка к прессу осуществляется только после окончания рубки предыдущего прутка.
Целью изобретения является повышение производительности и качества изделия.
Указанная цель достигается тем, что устройство для изготовления деталей из прутковогоматериаласнабженорасположенным в зоне между входным и выходным прижимными роликами валкового механизма, механизмом клеймения деталей с узлом управления, который связан с приводом клеймителя силового цилиндра и датчиком наличия прутка в зоне рубки, при этом узел управления выполнен с имеющими контактные группы первым и вторым реле, первым и .вторым реле времени, счетчиком импульсов от датвика наличия прутка в зоне рубки со счетным входом и входом
Сброса показаний, при этом выход чувствительного элемента датчика наличия прутка в зоне рубки подключен к первому реле, один из нормально-разомкнутых контактов которого подсоединен к счетному входу
0 счетчика, в цепь которого подключен нормально-замкнутые контакты датчика прохождения стыка, связанного с входным прижимным роликом, а другие нормально- разомкнутые контакты первого реле подсо5 единены к первому реле времени и через нормально-замкнутые контакты счетчика и нормально-замкнутые контакты первого реле времени к приводу клеймителя, при этом нормально-разомкнутые контакты второго
0 реле времени подсоединены к входам Сброс счетчика и второго реле времени, причем нормально-разомкнутые контакты счетчика включены в цепь питания второго реле времени, нормально-замкнутые кон5 такты которого включены в цепь питания второго реле, нормально-разомкнутые контакты которого подключены параллельно нормально-замкнутым контактам датчика прохождения стыка, кинематически связан0 ного с входным прижимным роликом. Кроме того,механизм клеймения выполнен в виде размещенного в зоне валкового механизма силового цилиндра, установленного с возможностью перемещения в продольном на5 правлении с последующей фиксацией и электрически связанного с узлом управления механизмом клеймения, на конце штока силового цилиндра смонтировано клеймо, под которым соосно заходному отверстию
0 штампа расположена направляющая, выполненная с продольным пазом со стороны клейма. Кроме того, устройство снабжено державкой с упорным фланцем, подпружиненным относительно державки упором и
5 щупом, при этом чувствительный элемент . датчика наличия прутка в зоне рубки установлен с возможностью взаимодействия с рабочим концом щупа, расположенного концентрично державке и соединенным с
0 подпружиненным относительно державки упором.
Сопоставительный анализ совокупности существенных признаков прототипа и заявляемого технического решения под5 тверждает, что часть существенных признаков заявленной совокупности тождественна признакам прототипа, а именно установленные на основании в технологической последовательности механизм перемещения прутков, валковый механизм с входным и
выходным прижимными роликами, пресс для обработки материала с системой управления, оснащенный штампом, выполненный с захватным отверстием, датчик наличия прутка в зоне рубки с чувствительным элементом, связанный с системой управления прессом, лотки для сортировки и перемещения деталей, механизм контроля стыковки прутков, связанный сдатчиком наличия прутка в зоне рубки и системой управления прессом.
Остальные, то есть устройство снабжено расположенным в зоне между входным и выходным прижимными роликами валкового механизма, механизмом клеймения деталей с узлом управления, который связан с приводом клеймителя силового цилиндра и датчиком наличия прутка в зоне рубки, при этом узел управления выполнен с имеющими контактные группы первым и вторым реле, первым и вторым реле времени, счетчиком импульсов от датчика наличия прутка в зоне рубки со счетным входом и входом Сброса показаний при этом выход чувствительного элемента датчика наличия прутка в зоне рубки подключен к первому реле, один из нормально-разомкнутых контактов которого подсоединен к счетному входу счетчика, в цепь питания которого подключен нормально-замкнутые контакты датчика прохождения стыка, связанного с входным прижимным роликом, а другие нормально-разомкнутые контакты первого реле подсоединены к первому реле времени и через нормально-замкнутые контакты счетчика и нормально-замкнутые контакты первого реле времени к приводу клеймителя, при этом нормально-разомкнутые контакты второго реле времени подсоединены к входам Сброс счетчика и второго реле времени, причем нормально-разомкнутые контакты счетчика включены в цепь питания второго реле времени, нормально-замкнутые контакты которого включены в цепь питания второго реле, нормально-разомкнутые контакты которого подключены параллельно нормально-замкнутым контактам датчика прохождения стыка, кинематически связанного с входным прижимным роликом. Кроме того механизм клеймения выполнен в виде размещенного в зоне валкового механизма силового цилиндра, установленного с возможностью перемещения г продольном направлении с последующей фиксацией и электрически связанного с узлом управления механизмом клеймения, на конце штока силового цилиндра смонтировано клеймо, под которым соосно заходному отверстию штампа расположена направляющая, выполненная с продольным пазом со стороны
клейма. Кроме того, устройство снабжено державкой с упорным фланцем, подпружиненным относительно державки упором и. щупом, при этом чувствительный элемент 5 датчика наличия прутка в зоне рубки установлен с возможностью взаимодействия с рабочим концом щупа, расположенного концентрично державке и соединенным с подпружиненным относительно державки
0 упором - являются новыми. Из этого заявитель делает вывод о том, что заявляемое техническое рпешение обладает критерием охраноспособности Новизна.
Включение в состав заявляемого уст5 ройства новых признаков и их взаимосвязи придает ему новые свойства, позволяющие повысить производительность и качество изделия.
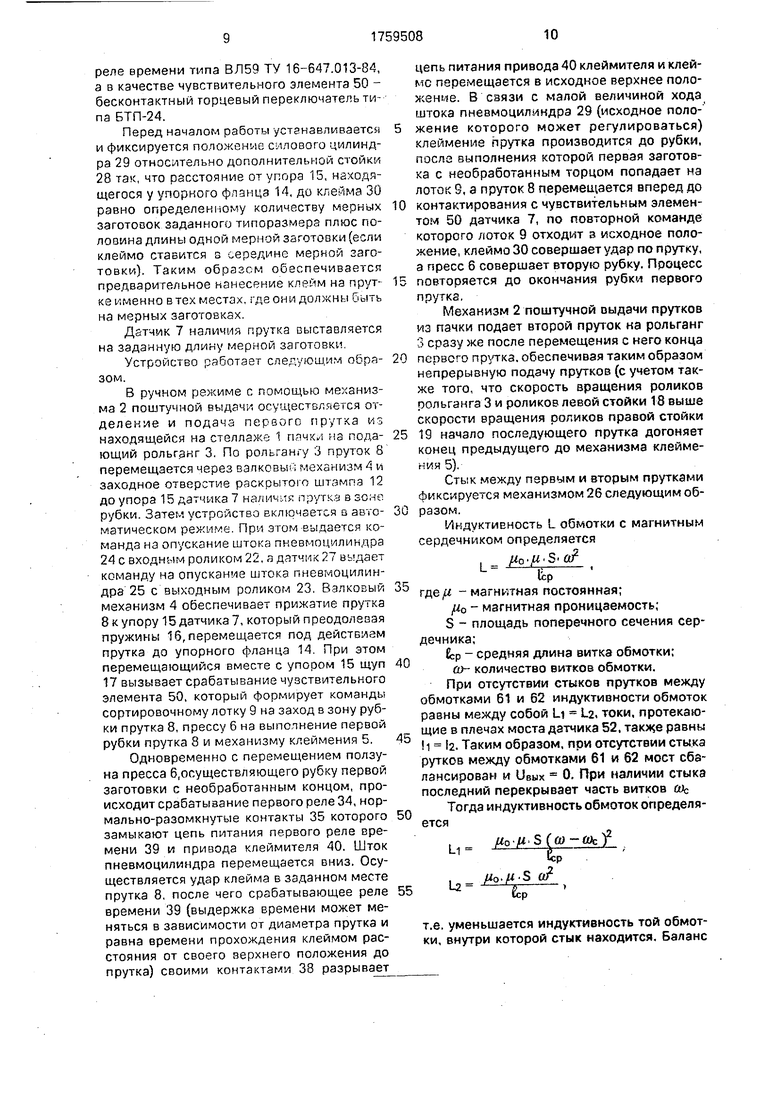
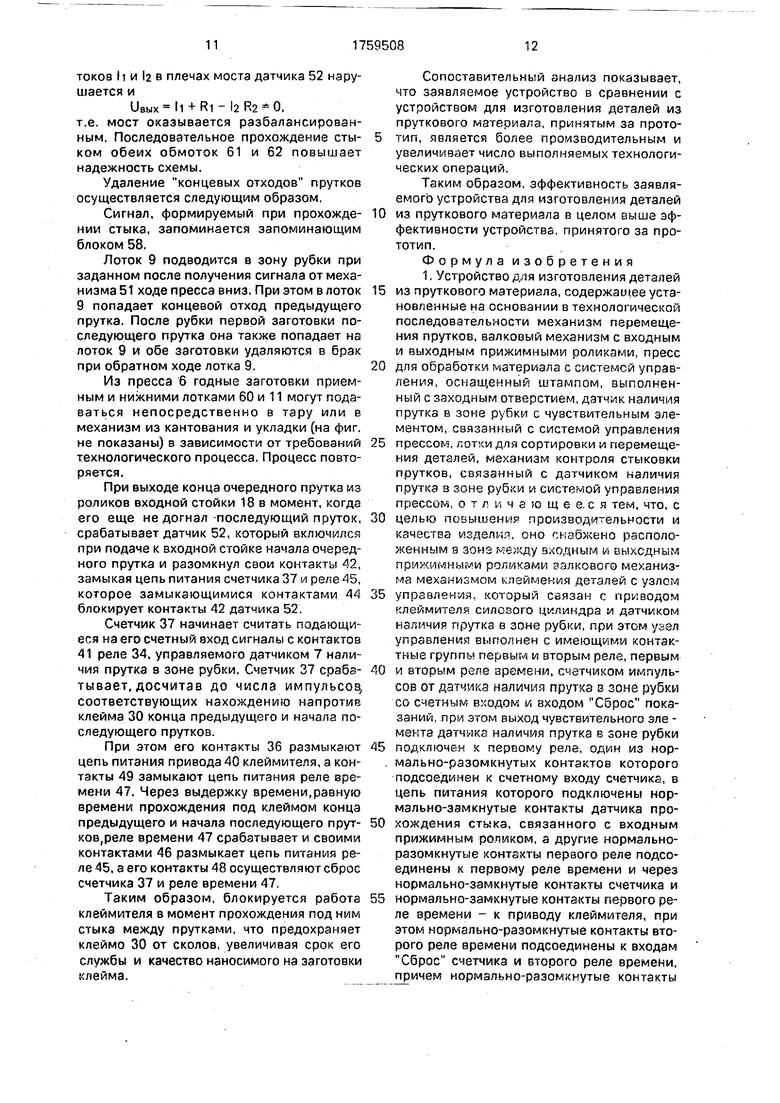
Таким образом у заявляемого техниче0 ского решения появляется новое свойство, проявляемое новой совокупностью существенных признаков, обеспечивающее достижение цели заявляемого изобретения, что по мнению заявителя подтверждает нали5 чие в заявляемом объекте критерия охраноспособности - существенные отличия. На фиг. 1 изображено устройство для изготовления деталей из пруткового материала; на фиг. 2 - вид А на фиг. 1; на фиг. 3
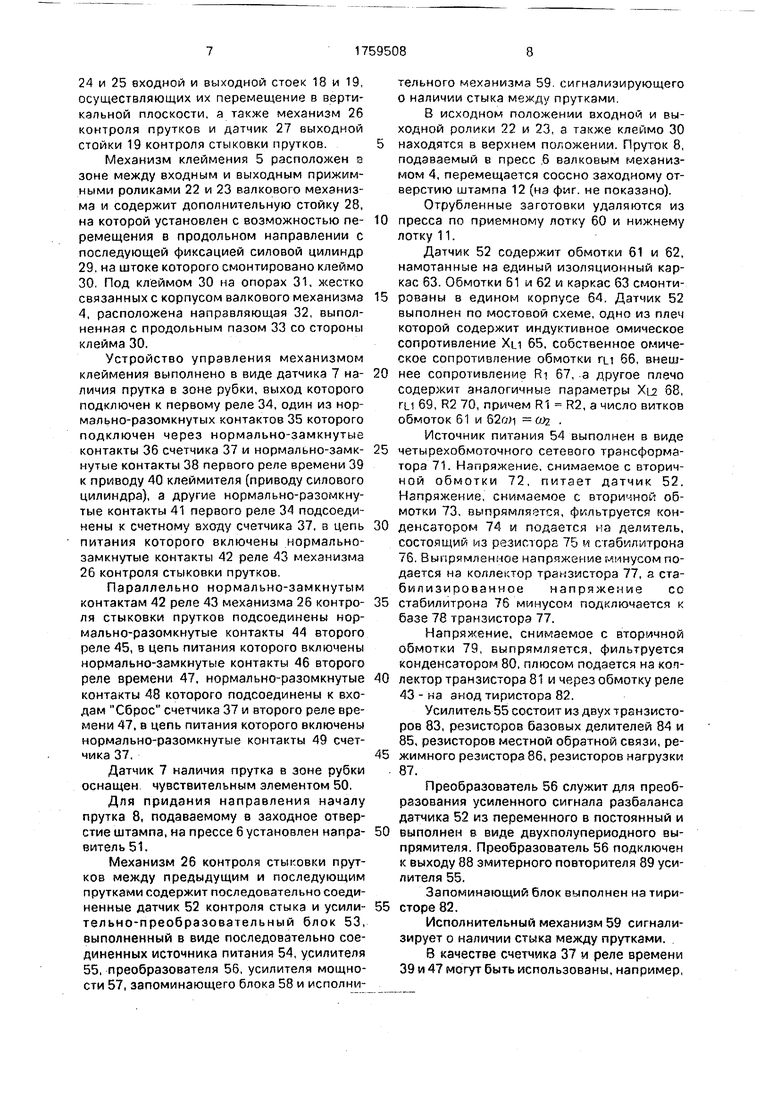
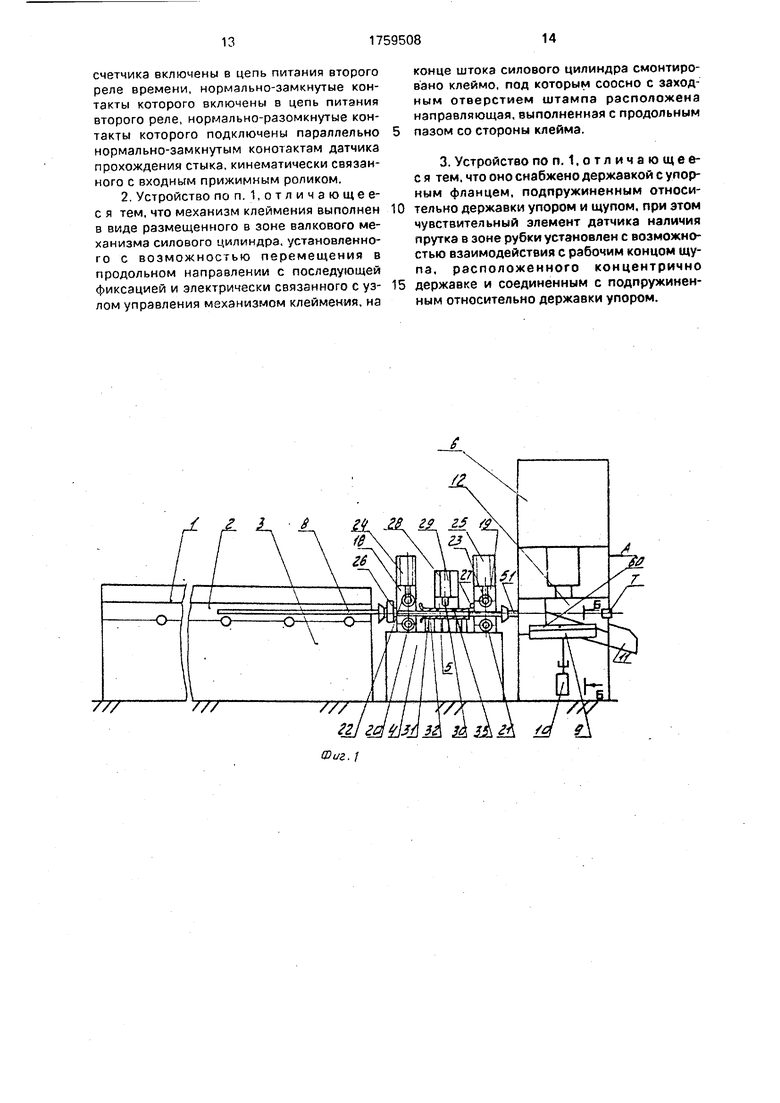
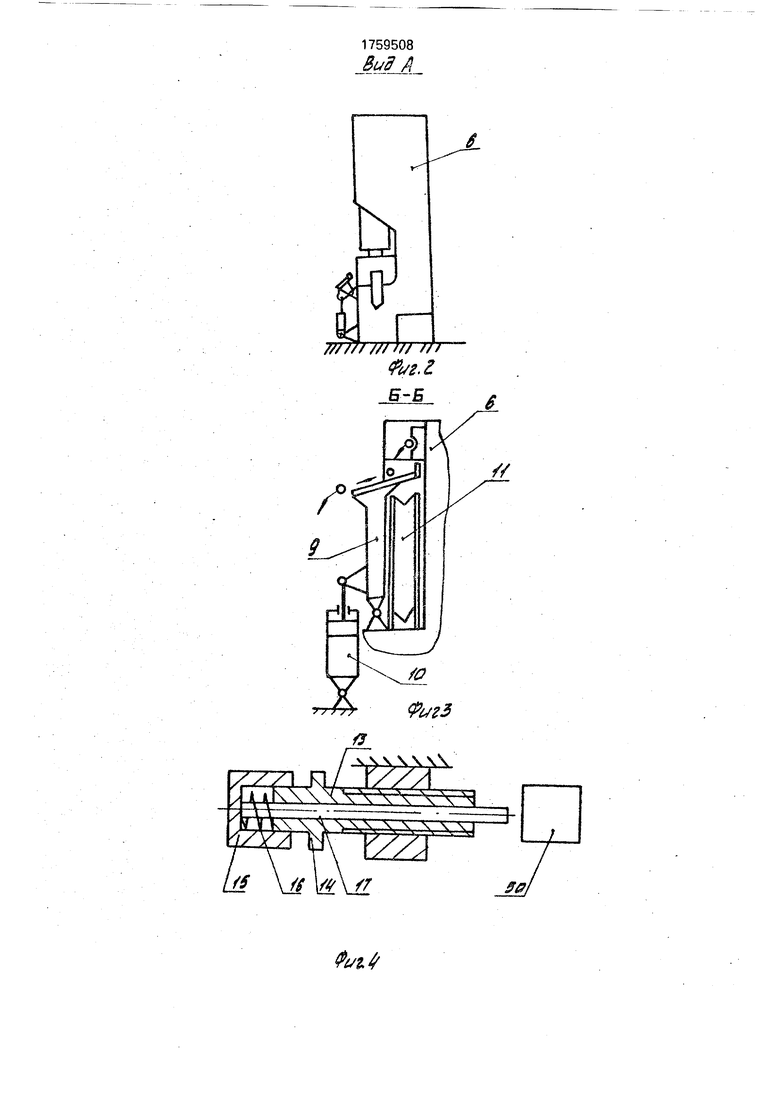
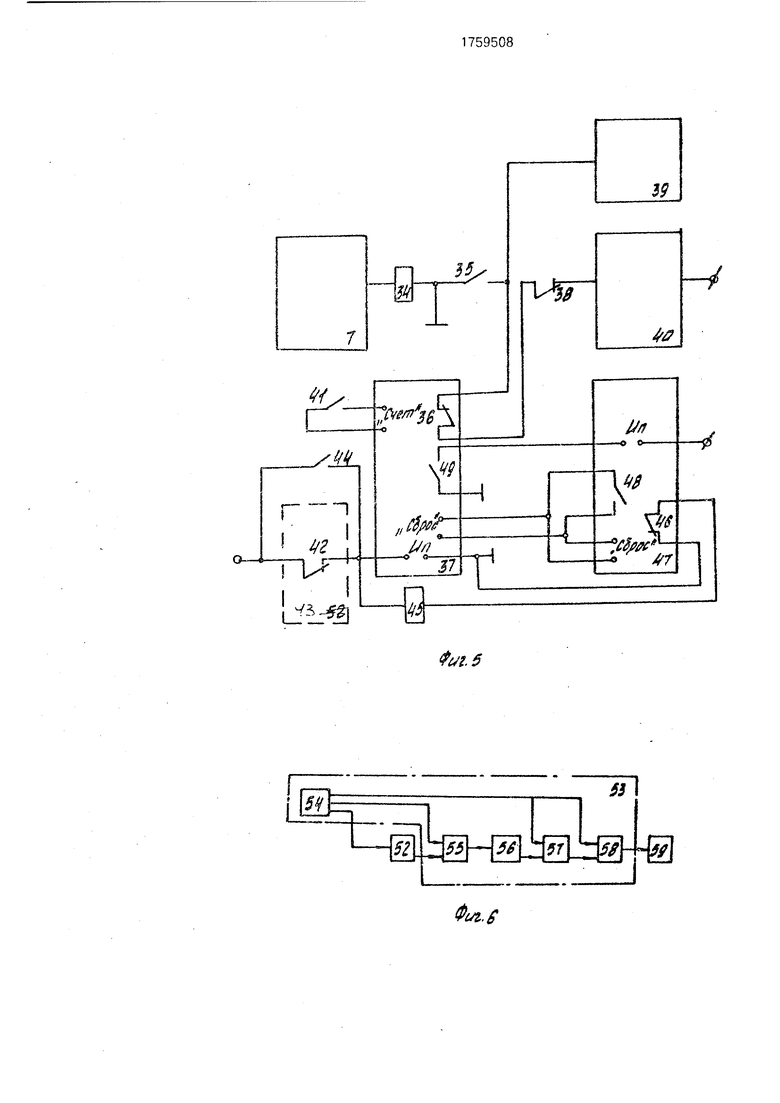
0 - разрез Б-Б на фиг 1, на фиг. 4-конструкция датчика наличия прутка в зоне пресса; на фиг. 5 - устройство управления механизмом клеймения; на фиг. 6 - блок-схема механизма фиксации наличия стыка между
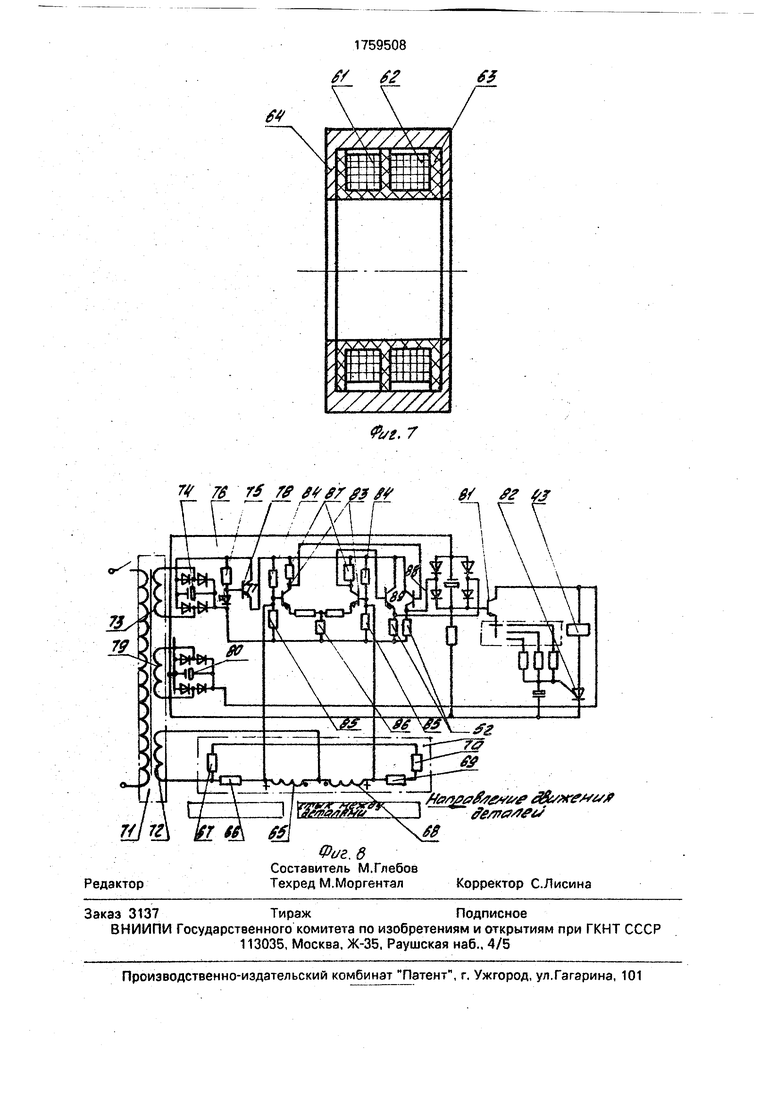
5 предыдущим и последующим прутками; на фиг. 7 - приемная часть датчика контроля стыка между прутками; на фиг, 8 - принципиальная электрическая схема датчика прохождения стыка.
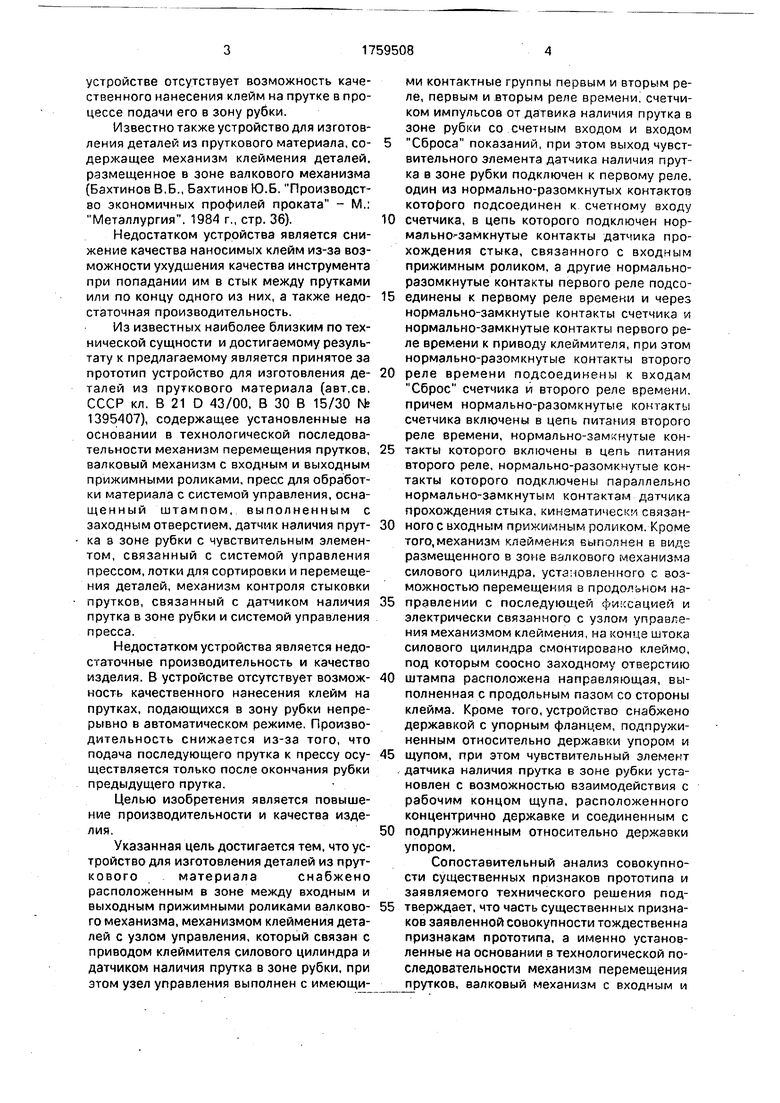
0 Устройство содержит механизм перемещения прутков, состоящий из стеллажа 1, механизма 2 поштучной выдачи прутков из пачки (например, шиберного типа) и подающего рольганга 3, валковый механизм 4, ме5 ханизм клеймения 5, пресс 6, датчик 7 наличия прутка 8 в зоне рубки, сортировочный лоток 9 с приводом 11, нижний лоток 11. Пресс содержит рубочный штамп 12, выполненный с заходным отверстием, и
0 датчик 7 наличия прутка, состоящий из державки 13с упорным фланцем 14, упора 15, подпружиненного относительно державки с помощью пружины 16 и соединенного со щупом 17, расопложенным концентрично
5 державке 13.
Валковый механизм содержит входную 18 и выходную 19 стойки с приводными роликами 20 и 21 и входным 22 и выходным 23 прижимными роликами, связанными соответственно со штоками пневмоцилиндров
24 и 25 входной и выходной стоек 18 и 19, осуществляющих их перемещение в вертикальной плоскости, а также механизм 26 контроля прутков и датчик 27 выходной стойки 19 контроля стыковки прутков.
Механизм клеймения 5 расположен в зоне между входным и выходным прижимными роликами 22 и 23 валкового механизма и содержит дополнительную стойку 28, на которой установлен с возможностью перемещения в продольном направлении с последующей фиксацией силовой цилиндр
29,на штоке которого смонтировано клеймо
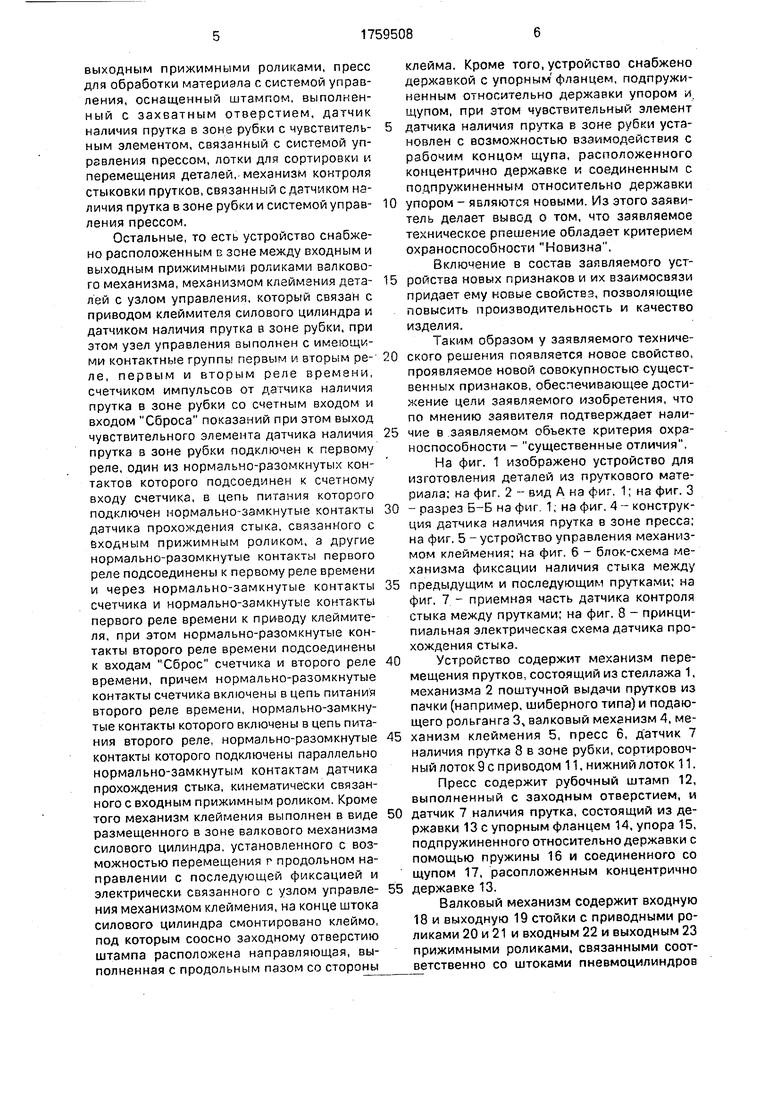
Устройство управления механизмом клеймения выполнено в виде датчика 7 наличия прутка в зоне рубки, выход которого подключен к первому реле 34, один из нормально-разомкнутых контактов 35 которого подключен через нормально-замкнутые контакты 36 счетчика 37 и нормально-замкнутые контакты 38 первого реле времени 39 к приводу 40 клеймителя (приводу силового цилиндра), а другие нормально-разомкнутые контакты 41 первого реле 34 подсоединены к счетному входу счетчика 37, в цепь питания которого включены нормально- замкнутые контакты 42 реле 43 механизма 26 контроля стыковки прутков.
Параллельно нормально-замкнутым контактам 42 реле 43 механизма 26 контроля стыковки прутков подсоединены нормально-разомкнутые контакты 44 второго реле 45, в цепь питания которого включены нормально-замкнутые контакты 46 второго реле времени 47, нормально-разомкнутые контакты 48 которого подсоединены к входам Сброс счетчика 37 и второго реле времени 47, в цепь питания которого включены нормально-разомкнутые контакты 49 счетчика 37,
Датчик 7 наличия прутка в зоне рубки оснащен чувствительным элементом 50.
Для придания направления началу прутка 8, подаваемому в заходное отверстие штампа, на прессе 6 установлен напра- витель 51.
Механизм 26 контроля стыковки прутков между предыдущим и последующим прутками содержит последовательно соединенные датчик 52 контроля стыка и усилительно-преобразовательный блок 53, выполненный в виде последовательно соединенных источника питания 54, усилителя 55, преобразователя 56, усилителя мощности 57, запоминающего блока 58 и исполнительного механизма 59 сигнализирующего о наличии стыка между прутками
В исходном положении входном и выходной ролики 22 и 23, а также клеймо 30
находятся в верхнем положении. Пруток 8, подаваемый в пресс 6 валковым механизмом 4, перемещается соосно заходному отверстию штампа 12 (на фиг. не показано). Отрубленные заготовки удаляются из
пресса по приемному лотку 60 и нижнему лотку 11.
Датчик 52 содержит обмотки 61 и 62, намотанные на единый изоляционный каркас 63. Обмотки 61 и 62 и каркас 63 смонтированы в едином корпусе 64, Датчик 52 выполнен по мостовой схеме, одно из плеч которой содержит индуктивное омическое сопротивление Хи 65, собственное омическое сопротивление обмотки ru 66, внешнее сопротивление RI 67, а другое плечо содержит аналогичные параметры Xi2 68, ru 69, R2 70, причем R1 R2, а число витков обмоток 61 и .
Источник питания 54 выполнен в виде
четырехобмоточного сетевого трансформатора 71. Напряжение, снимаемое с вторичной обмотки 72, питает датчик 52. Напряжение, снимаемое с вторичной обмотки 73, выпрямляется, фильтруется конденсатором 74 и подается иа делитель, состоящий из резистора 75 и стабилитрона 76. Выпрямленное напряжение минусом подается на коллектор транзистора 77, s стабилизированное напряжение ее
стабилитрона 76 минусом подключается к базе 78 транзистора 77.
Напряжение, снимаемое с вторичной обмотки 79, выпрямляется, фильтруется конденсатором 80, плюсом подается на коплектор транзистора 81 и через обмотку реле 43 - на анод тиристора 82.
Усилитель 55 состоит из двух транзисторов 83, резисторов базовых делителей 84 и 85, резисторов местной обратной связи, режимного резистора 86, резисторов нагрузки 87.
Преобразователь 56 служит для преобразования усиленного сигнала разбаланса датчика 52 из переменного в постоянный и
выполнен в виде двухполупериодного выпрямителя. Преобразователь 56 подключен к выходу 88 эмитерного повторителя 89 усилителя 55.
Запоминающий блок выполнен на тиристоре82.
Исполнительный механизм 59 сигнализирует о наличии стыка между прутками.
8 качестве счетчика 37 и реле времени 39 и 47 могут быть использованы, например,
реле времени типа ВЛ59 ТУ 16-647.013-84, а в качестве чувствительного элемента 50 - бесконтактный торцевый переключатель типа БТП-24.
Перед началом работы устанавливается и фиксируется положение си.лового цилиндра 29 относительно дополнительной стойки 28 так, что расстояние от упора 15, находящегося у упорного фланца 14, до клейма 30 равно определенному количеству мерных заготооок заданного типоразмера плюс половина длины одной мерной заготовки (если клеймо ставится s середине мерной заготовки). Таким образг.м обеспечивается предварительное нанесение клейм на прут- ке именно в тех местах, где они должны Сыть на мерных заготовках.
Датчик 7 наличия прутка выставляется на заданную длину мерной заготовки.
Устройство работает следующим обра- зом.
В ручном режиме с помощью механизма 2 поштучной выдачи осуществляется отделение и подача первого прутка из находящейся на стеллаже 1 пячкл на пода- ющий рольганг 3, По рольгангу 3 пруток 8 перемещается через валковьи ; механизм А и заходное отверстие раскрытого штампа 12 до упора 15 датчика 7 наличия лрут.чз в зоне рубки. Затем устройство включается а авто- матическом режиме. При этом выдается команда на опускание штока пневмоцилиндра 24 с входным роликом 22, а датчик 27 выдает команду на опускание штока пневмоцилиндра 25 с выходным роликом 23. Валковый механизм 4 обеспечивает прижатие прутка 8 к упору 15 датчика 7, который преодолевая пружины 16, перемещается под действием прутка до упорного фланца 14. При этом перемещающийся вместе с упором 15 щуп 17 вызывает срабатывание чувствительного элемента 50, который формирует команды сортировочному лотку 9 на заход в зону рубки прутка 8, прессу 6 на выполнение первой рубки прутка 8 и механизму клеймения 5.
Одновременно с перемещением ползуна пресса б.ог.уществляющего рубку первой заготовки с необработанным концом, происходит срабатывание первого реле 34, нормально-разомкнутые контакты 35 которого замыкают цепь питания первого реле времени 39 и привода клеймителя 40. Шток пневмоцилиндра перемещается вниз. Осуществляется удар клейма в заданном месте прутка 8, после чего срабатывающее реле времени 39 (выдержка времени может меняться в зависимости от диаметра прутка и равна времени прохождения клеймом расстояния от своего верхнего положения до прутка) своими контактами 38 разрывает
цепь питания привода 40 клеймителя и клейме перемещается в исходное верхнее положение. В связи с малой величиной хода штока пневмоцилиндра 29 (исходное положение которого может регулироваться) клеймение прутка производится до рубки, посла выполнения которой первая заготовка с необработанным торцом попадает на лоток 9, а пруток 8 перемещается вперед до контактирования с чувствительным элементом 50 датчика 7, по повторной команде которого лоток 9 отходит з исходное положение, клеймо 30 совершает удар по прутку, а пресс 6 совершает вторую рубку. Процесс повторяется до окончания рубки первого прутка.
Механизм 2 поштучной выдачи прутков из пачки подает второй пруток на рольганг 3 сразу же после перемещения с него конца первого прутка, обеспечивая таким образом непрерывную подачу прутков (с учетом также того, что скорость вращения роликов рольганга 3 и роликов левой стойки 18 выше скорости вращения роликов правой стойки 19 начало последующего прутка догоняет конец предыдущего до механизма клеймения 5).
Стык между первым и вторым прутками фиксируется механизмом 26 следующим образом.
Индуктивность L обмотки с магнитным сердечником определяется
I fto ft S-Q/2
,
Icp
где/ - магнитная постоянная;
Цо - магнитная проницаемость;
S - площадь поперечного сечения сердечника;
(ср - средняя длина витка обмотки; количество витков обмотки.
При отсутствии стыков прутков между обмотками 61 и 62 индуктивности обмоток равны между собой Li L.2, токи, протекающие в плечах моста датчика 52, также равны i I2. Таким образом, при отсутствии стыка рутков между обмотками 61 и 62 мост сбалансирован и Ueux 0. При наличии стыка последний перекрывает часть витков (с
Тогда индуктивность обмоток определяется
L1 Sfta-ftfc)2
L1ЈГ
po.ft.S a
L2 - jSi
tcp
т.е. уменьшается индуктивность той обмотки, внутри которой стык находится. Баланс
токов h и 12 в плечах моста датчика 52 нарушается и
UBb. + Rl- .
т.е. мост оказывается разбалансирован- ным. Последовательное прохождение сты- ком обеих обмоток 61 и 62 повышает надежность схемы.
Удаление концевых отходов прутков осуществляется следующим образом,
Сигнал, формируемый при прохожде- нии стыка, запоминается запоминающим блоком 58,
Лоток 9 подводится в зону рубки при заданном после получения сигнала от механизма 51 ходе пресса вниз. При этом в лоток 9 попадает концевой отход предыдущего прутка. После рубки первой заготовки последующего прутка она также попадает на лоток 9 и обе заготовки удаляются в брак при обратном ходе лотка 9.
Из пресса 6 годные заготовки приемным и нижними лотками 60 и 11 могут подаваться непосредственно в тару или в механизм из кантования и укладки (на фиг. не показаны) в зависимости от требований технологического процесса. Процесс повторяется.
При выходе конца очередного прутка из роликов входной стойки 18 в момент, когда его еще не догнал -последующий пруток, срабатывает датчик 52, который включился при подаче к входной стойке начала очередного прутка и разомкнул свои контакты 42, замыкая цепь питания счетчика 37 и реле 45, которое замыкающимися контактами 44 блокирует контакты 42 датчика 52.
Счетчик 37 начинает считать подающиеся на его счетный вход сигналы с контактов 41 реле 34, управляемого датчиком 7 наличия прутка в зоне рубки. Счетчик 37 срабз- тывает, досчитав до числа импульсов, соответствующих нахождению напротив клейма 30 конца предыдущего и начала последующего прутков.
При этом его контакты 36 размыкают цепь питания привода 40 клеймителя, а контакты 49 замыкают цепь питания реле времени 47. Через выдержку времени,равную времени прохождения под клеймом конца предыдущего и начала последующего прут- ков,реле времени 47 срабатывает и своими контактами 46 размыкает цепь питания реле 45, а его контакты 48 осуществляют сброс счетчика 37 и реле времени 47,
Таким образом, блокируется работа клеймителя в момент прохождения под нмм стыка между прутками, что предохраняет клеймо 30 от сколов, увеличивая срок его службы и качество наносимого на заготовки клейма.
Сопоставительный анализ показывает, что заявляемое устройство в сравнении с устройством для изготовления деталей из пруткового материала, принятым за прототип, является более производительным и увеличивает число выполняемых технологических операций.
Таким образом, эффективность заявляемого устройства для изготовления деталей из пруткового материала в целом выше эффективности устройства, принятого за прототип.
Формула изобретения
1, Устройство для изготовления деталей из пруткового материала, содержашее установленные на основании в технологической последовательности механизм перемещения прутков, валковый механизм с входным и выходным прижимными роликами, пресс для обработки материала с системой управления, оснащенный штампом, выполненный с заходным отверстием, датчик наличия прутка в зоне р,бки с чувствительным элементом, связанный с системой управления прессом, лотки для сортировки и перемещения деталей, механизм контроля стыковки прутков, связанный с датчиком наличия пруткэ в зоне рубки и системой управления прессом, отличающееся тем, что, с целью повышения производительности и качества изделия, оно .набжено расположенным а зоне между входным и выходным прижимными роликами валкового механизма механизмом клеймения деталей с узлом управления, который связан с приводом клеймителя силового цилиндра и датчиком наличия прутка в зоне рубки, при этом узел управления выполнен с имеющими контактные группу первым и вторым реле, первым и вторым реле времени, счетчиком импульсов от датчика наличия прутка в зоне рубки со счетным входом и входом Сброс показаний, при этом выход чувствительного эле - мента датчики наличия прутка в зоне рубки подключен к первому реле, один из нормально-разомкнутых контактов которого подсоединен к счетному входу счетчика, в цепь питания которого подключены нормально-замкнутые контакты датчика прохождения стыка, связанного с входным прижимным ропиком, а другие нормально- разомкнутые контакты первого реле подсоединены к первому реле времени и через нормально-замкнутые контакты счетчика и нормально-замкнутые контакты первого реле времени - к приводу клеймигеля, при этом нормально-разомкнутые контакты второго реле времени подсоединены к входам Сброс счетчика и второго реле времени, причем нормально-разомкнутые контакты
счетчика включены в цепь питания второго реле времени, нормально-замкнутые контакты которого включены в цепь питания второго реле, нормально-разомкнутые контакты которого подключены параллельно нормально-замкнутым конотактэм датчика прохождения стыка, кинематически связанного с входным прижимным роликом.
777
777
ШШЩЗД&&&& 3 А
0
5
конце штока силового цилиндра смонтировано клеймо, под которым соосно с заход- ным отверстием штампа расположена направляющая, выполненная с продольным пазом со стороны клейма.
TffrtlWW in ft/t.l
Б-Б
1759508
Вид А
L
fait
Ј-fe/t.5
Фиг.Ј
// //
V те rs rfwsrgj/
ГГГ-Т Г
/ / . / I Ш
Фиг. 6
Составитель М.Глебов Техред М.Моргентал
&
/ /у
fta/ gafo&/u f rfSe/MW&S #е/я0/ е&
М
Корректор С.Лисина
| Устройство для изготовления деталей из пруткового материала | 1986 |
|
SU1395407A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
