Изобретение относится к электрометаллургии, в частности к загрузке шихты в дуговую электропечь при выплавке сталей с фазовым упрочнением.
Целью изобретения является повышение качества стали путем стабилизации фазового и химического состава стали.
Сущность изобретения состоит в том, что в завалку дополнительно вводят углерод, а загрузку шихты на подину дуговой электропечи производят послойно. В начале на подину загружают никель, затем углерод (электродный бой), после чего загружают железо. Таким образом углерод оказьгеает- ся между никелем и железом. Количество загружаемого углерода определяют из условия 2-10 кг на 1 т железа в завалке.
Введение указанного количества электродного боя между никелем и железом, загружаемыми послойно в печь, способствует эффективному барботажу и раскислению расплавляющегося железа без его науглероживания и предотвращает неконтролируемую азотизацию металлического расплава при разведении жидкой ванны. Предлагаемый способ загрузки шихты обеспечивает послойное плавление шихты и барботаж расплава пузырьками СО при попадании жидкого железа на углеродсодержащий материал. Последующее стекание рас:п
SD
N3
кисленного жидкого железа на никель приводит к разведению желеэоникеле- вой ванны на подине печи без науглероживания и азотизации. Указанный способ предотвращает неконтролируемую азотизацию и науглероживание металла на стадии расплавления шихты, обеспечивает однородность последующего распределения легирующих элемен- тог в массе металла, что гарантирует стабильность фазового состава металлопродукции.
Расход электродного боя, засыпаемого между никелем и железом, обусло лен технологической спецификой процесов раскисления углеродом и науглероживанием железоникелевого расплава при его получении в промьшшеиной дуговой электропечи. Если электродного боя между никелем и железом меньше 2 кг на 1 т загружаемого в печь железа, то эффект барботажа жидкого металла при плавлении шихты отсутствует. Процесс азотизации ванны при расплавлении шихты протекает в неконролируемом режиме. Это является причиной дестабилизации фазового состава сташи, повьш1еиия крупных карбонит рвдов, что в конечном итоге ведет к недопустимой анизотропии физико-механических свойств, отрицательно отражается на технологической пластичности металла и снижает выход годного в переделе. Введение;между никелем и железом углеродсодержащего материала из расчета более 10 кг углерода на 1 т железа в завалке приводит к науглероживанию образующегося металлического расплава. Это исключает возможность получения заданного содержания углерода по расплавлению шихты перед продувкой, нарушает технологичность всех последующих операций плавки,что является причиной появления в конеч- ном металле ииых нежелательных фаз, например игольчатого мартенсита взамен бесструктурного, различных кар- бонитридных фаз, ft в ряде случаев неоднородность по содержанию углерода приводит к отбраковке отдельных партий металлопродукции по содержанию углерода. Эти негативные факторы снижают выход годного при производстве сортовой заготовки. Указанные обстоятельства особенно проявляются при использовании в шихте отходов стали близкого химсостава к выплавляемому металлу. Отходы, как правило,загру-
0 5 Q с Mi.,Mo
5
0
0
5
жают в дугоную печь на откосы. При выполнении предлагаемых условий компоновки послойной завалки использование в шихте отходов не отражается на качестве металла, В противном случае полученный металл имеет дефекты и бракуется.
Способ загрузки шихты был опробован при выплавке стали ЭП637 с использованием в завалке 50% от массы шихты отходов и сталеплавильного железа взамен железа прямого восстановления. Указанная марка стали выбрана в связи с тем, что в этой стали незначительные изменения концентраций углерода и азота приводят к перераспределению их содержания в мартенсите и карбонитридах. Это отражается на размерах карбонитридов и когерентности упрочняющих фаз с матрицей твердого раствора. Выплавку проводили в дуговой печи емкостью .ST,
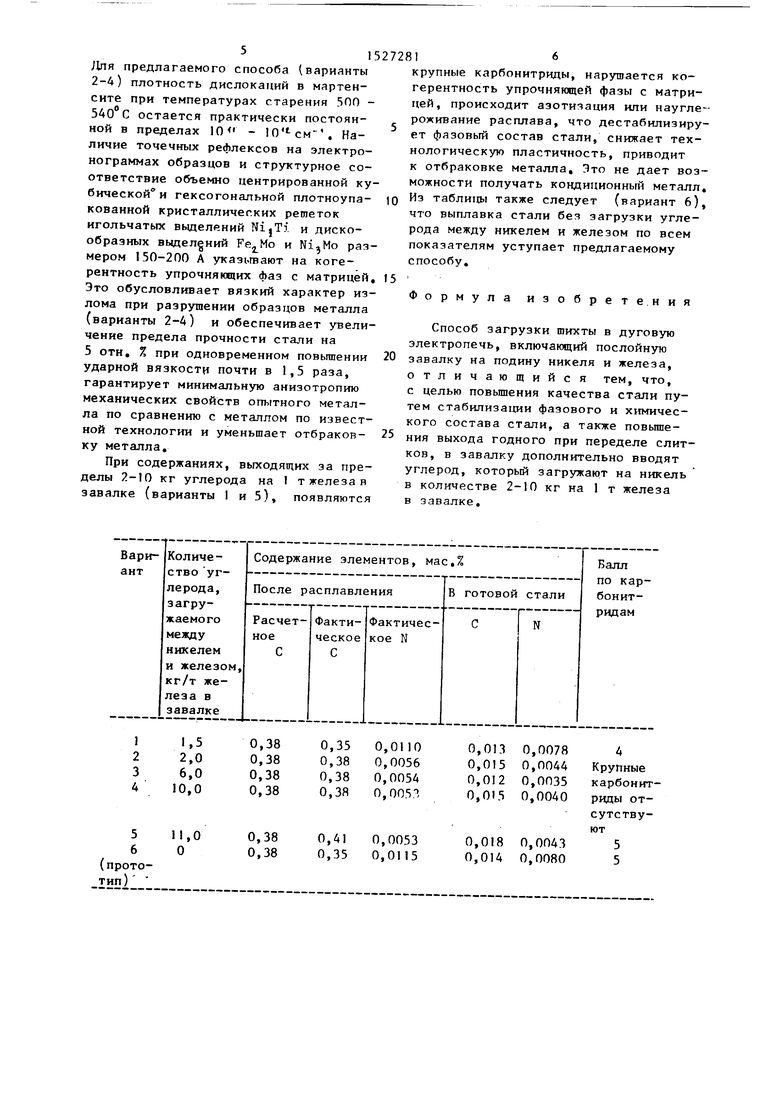
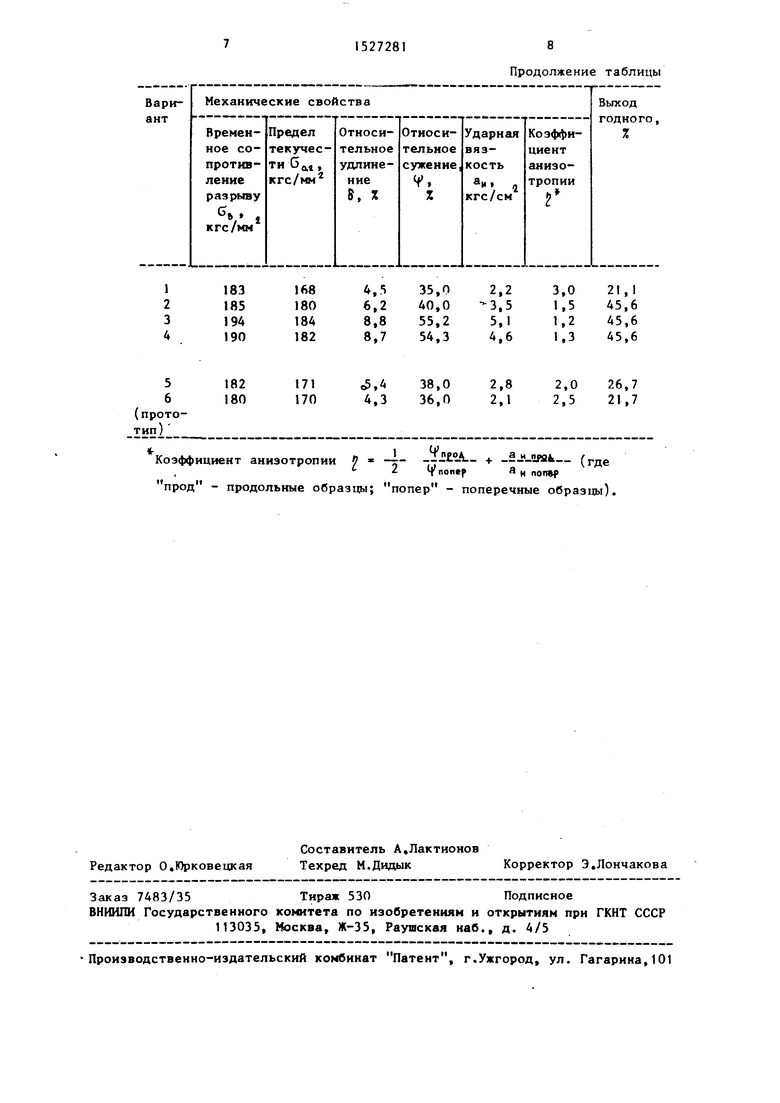
В таблице представлены результаты химического, металлографического анализов, механические свойства и данные по выходу годного при переделе металла, выплавленного с загрузкой шихты предложенным способом, в сравнении с известной технологией загрузки шихты.
Сопоставление результатов по науглероживанию и азотизации металла подтверждают целесообразность регламентации количества электродного боя в пределах 2-10 кг/т железа в завалке. Для указанных параметров (варианты 24) отсутствуют науглероживание и азотизация металла во время расплавления шихты, что при равномерном распределении углерода и азота в мартенсите в вцце растворов внедрения приводит к двух - трехкратному снижению общего содержания азота и балла по карбонитридам, Равио- мерное распределение микропримесей, когерентность упрочняющей фазы с матрицей твердого раствора и снижение балла по карбонитридам положительно отражаются на структуре,свойствах и характере разрушения металла,
Рентгеноструктурным методом анализа установлено наличие в данной стали упрочняющих фаз типа , NijMo, с периодом решетки соответственно ас. „ 4,74 А; Сре,м 7.73 А;
.
2.5 ; HUMO . А; 5,09 А; с„,-,,т; Я,28 А ,
Для предлагаемого способа (варианты 2-4) плотность дислокаций в мартенсите при температурах старения 500 - 540 С остается практически постоянной в пределах - , Наличие точечных рефлексов на электро- нограммах образцов и структурное соответствие объемно центрированной ку- бической и гексогональной плотноупа- кованной кристаллических решеток игольчатых выделений NijTi и дискообразных выделений и размером 150-200 А указьтают на когерентность упрочняющих фаз с матрицей, Это обусловливает вязкий характер излома при разрушении образцов металла (варианты 2-4) и обеспечивает увеличение предела прочности стали на 5 отн, % при одновременном повышении ударной вязкости почти в 1,5 раза, гарантирует минимальную анизотропию механических свойств опытного металла по сравнению с металлом по известной технологии и уменьшает отбраков- ку металла.
При содержаниях, выходящих за пределы 2-10 кг углерода на 1 т железа в завалке (варианты I и 5), появляются
крупные карбонитрнды, нарушается когерентность упрочняющей фазы с матрицей, происходит азотизация или науглероживание расплава, что дестабилизирует фазовый состав стали, снижает технологическую пластичность, приводит к отбраковке металла. Это не дает возможности получать кондиционный металл. Из таблицы также следует (вариант 6), что выплавка стали без загрузки углерода между никелем и железом по всем показателям уступает предлагаемому способу.
Формула изобретения
Способ загрузки шихты в дуговую электропечь, включающий послойную завалку на подину никеля и железа, отличающийся тем, что, с целью повьш1ения качества стали путем стабилизации фазового и химического состава стали, а также повьшзе- ния выхода годного при переделе слитков, в завалку дополнительно вводят углерод, который загружают на никель в количестве 2-10 кг на 1 т железа в завалке.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный шихтовой материал для дуговых электропечей | 2015 |
|
RU2626368C2 |
| Способ получения раскисляющего и легирующего расплава | 1980 |
|
SU885289A1 |
| Способ выплавки чугуна в электродуговых печах | 2023 |
|
RU2823715C1 |
| Способ выплавки стали в дуговой электропечи | 1981 |
|
SU954434A1 |
| Способ рафинирования особонизкоуглеродистого железоникелевого расплава | 1982 |
|
SU1046293A1 |
| СПОСОБ ВЫПЛАВКИ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1999 |
|
RU2180007C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2001 |
|
RU2213788C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2005 |
|
RU2285726C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2075515C1 |
| СПОСОБ ВЫПЛАВКИ ЧУГУНА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1998 |
|
RU2142516C1 |
Изобретение относится к электрометаллургии, в частности к загрузке шихты в дуговую электропечь при выплавке сталей с фазовым упрочнением. Целью изобретения является повышение качества стали путем стабилизации фазового и химического состава стали. Сущность изобретения состоит в том, что в завалку дополнительно вводят углерод, а загрузку шихты на подину дуговой электропечи производят послойно. В начале на подину загружают никель, затем углерод, после чего загружают железо. Количество загружаемого между никелем и железом углерода определяют из условия 2-10 кг на 1 т железа в завалке. 1 табл.
,
-1.
2 Ц попера и noimf
пред - продольные образцы; попер - поперечные образцы).
Коэффициент анизотропии 4 -j-T - (где
,
-T
| Сокол И.Я | |||
| Двухфазные стали | |||
| - М,: Металлургия, 1974, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сталеплавильное производство.: Справочник, /Под ред | |||
| А.М.Самарина | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Металлургия, I964, с.239 | |||
| Бородулин Г.М., Могакевич Е.И | |||
| Нержавеющая сталь | |||
| - М.: Металлургия, 1973, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
