Изобретение относится к текстильному производству и предназначено для получения многослойных тканей, например лент, ремней, на бесчелночном ткацком станке.
Цель изобретения - повьшение качества ткани путем получения тканых кромок.
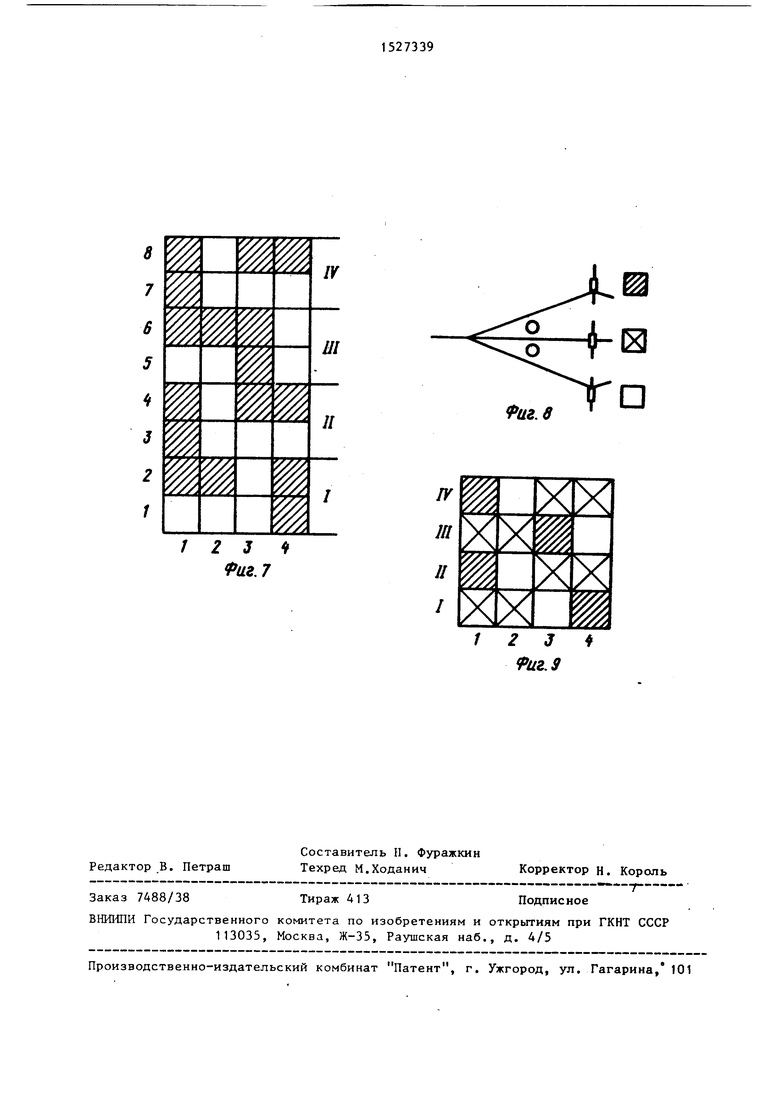
На фиг. 1 показана технологическая схема способа; на фиг. 2 - 6 - схемы получения кромок соответственно двух- трех-, четырех-, пяти- и шестислой- ных тканей; на фиг. 7 - рисунок переплетения двухслойной ткани; на фиг. 8 - схема 2-зевного расположения основных нитей с принятым графическим изображением; на фиг. 9 - трансформированный рисунок переплетения .
Способ получения двухслойной тка- , ни на двухзвенном бесчелночном лентоткацком станке осуществляется следующим образом.
Основные нити 1 сматываются с навоя 2, проходят ряд направляющих 3
и разделяются в зоне ремиз на два зева, расположенные один над другим. В сформированные зевы одновременно прокладываются две уточные нити в виде петель непрерывных уточных нитей посредством рапир 4 и 5. Левая рапира 4 прокладывает уточную нить 6 в направлении слева направо, правая рапира 5 прокладывает нить 7 в противоположном направлении. На выходе из зева со стороны, противоположной стороне прокладки, нити утка удержи- ваются от затаскивания в зевы при обратном ходе рапир фиксируюпщми устройствами 8 и 9. После прибоя бер- дом два одновременно сформированных слоя ткани 10 отводятс} из зоны ткачества товарным регулятором с помощью вальяна 11.
Порядок чередования положений основных нитей на трех уровнях в зависимости от исходного рисунка переплетения иллюстрируется на примере двухслойной ткани с рисунком переплетения, представленным на фиг. 7.
сл
ел ю
00
оо ;о
Необходимый порядок чередования достгается реализацией построения трансформированного рисунка переплетения (фиг. 9).
Исходный рисунок переплетения в пределах одного раппорта по утку разбивается на ряд последовательных элементов, каждый из которых включает по две уточные нити, т. е. на четыре элемента. На фиг. 7 двойные элементы пронумерованы римскими цифрами от I до IV.
Задача построения трансформированного рисунка переплетения сводится к тому, чтобы в пределах каждого двойного элемента определить для каждой основной нити, на каком уровне - верхнем, нижнем или среднем она должна находиться при раскрытом зеве чтобы обеспечить переплетение ткани. Два основных перекрытия в рассматриваемом двойном элементе исходного рисунка переплетения дают верхний уровень в трансформированном рисунке. Два уточных перекрытия дают нижний уровень, а комбинация из основного и уточного перекрытий - средний уровень.
В трансформированном рисунке переплетения положения основных нитей на трех уровнях обозначаются в соответствии с принятым графическим изображением, приведенным на фиг, 9. Например, для обеспечения переплетения соответствующего I элементу, в 1-м и 2-м трансформированных рисунках переплетения основные нити должны располагаться на среднем уровне, в 3-м и 4-м - основные нити соответственно на нижнем и верхнем уровнях. Аналогичным образом формируются зевы для II - IV элементов.
В каждом цикле работы станка нити утка меняют положение относительно формируемых зевов в последовательности, зависящей от количества слоев ткани, чтобы обеспечить образование кромки согласно заданнрму рисунку. Рисунок кромки представляет собой изображение ткани с торца в произвольном масштабе увеличения.Окружностями обозначены концы петель уточных нитей, проложенных в противоположной стороне ткани. Заштрихованными окружностями и скобками изображены уточ- ные нити, образующие данную кромку.
Дпя формирования двухслойной ткани с ткань1ми кромками равновесной
Q
Q 5
5
0
5
0
5
0
структуры согласно рисунку кромки, показанному на фиг. 2, необходимо обеспечить смену положения нитей утка относительно формируемых зевов в следующей последовательности с периодом в два цикла.
Нити, прокладываемые с одной стороны ткани, например справа налево, прокладываются в первом цикле в верхний зев, во втором цикле - в нижний зев, а прокладываемые в противоположном направлении - в обратной последовательности: в первом цикле - в нижний зев, во втором цикле - в верхний.
Дпя осуществления смены положений нитей утка относительно формируемых зевов в конструкции ткацкого станка должен быть предусмотрен механизм, осуществляющий перемещение нитепро- кладчиков, в частности рапир, вмес- те с утком с линии прокладки в нижний зев на линию прокладки в верхний зев в соответствующей последовательности, зависящей от количества слоев ткани.
Для формирования трехслойной ткани с ткаными кромками согласно рисунку кромки, показанному на фиг.З, двухзевным способом необходимо обеспечить смену положений нитей утка, прокладываемых с одной стороны ткани относительно формируемых зевов в следующей последовательности с периодом в три цикла: 1-й цикл - прокладка в верхний зев, 2-й цикл - в нижний, 3-й цикл - в верхний. Нити утка, прокладываемые в противоположном направлении, должны менять положение относительно формируемых зевов в обратной последовательности: 1-й цикл - прокладка в нижний зев, 2-й цикл - в верхний, 3-й цикл о- в нижний.
Для формирования четырехслойной ткани с ткаными кромками на двухзев- ном станке согласно рисунку кромки, показанному на фиг. 4, необходимо обеспечить смену положений нитей утка, прокладываемых с одной стороны ткани относительно формируемых зевов в следующей последовательности с периодом в четьгре цикла: 1-й цикл - прокладка в верхний зев, 2-й и 3-й циклы - в нижний, 4-й цикл - в верхний. Нити утка, прокладываемые в противоположном направлении, должны менять положение относительно формируемых зевов в обратной последовательности: 1-й цикл - прокладка в нижний зев, 2-й и 3-й циклы - в верхний, 4-й цикл - в нижний,
Для формирования пятислойной ткани с ткаными кромками на двухзевном станке согласно рисунку, показанному на фиг. 5, необходимо обеспечить смену положений нитей утка, прокладываемых с одной стороны ткани относитель- но фop шpyeмыx зевов в следующей последовательности с периодом в пять циклов: 1-й и 2-й циклы - прокладка в верхний зев, 3-й цикл - в нижний, 4-й и 5-й циклы - в верхний. Нити ут- ка, прокладываемые в противоположном направлении, должны менять положение относительно формируемых зевов в обратной последовательности: 1-й и 2-й циклы - прокладка в нижний зев, 3-й цикл - в верхний, 4-й и 5-й циклы - в нижний.
Для формирования шестислойной ткани с ткаными кромками на двухзевном станке согласно рисунку кромки, пока- занному на (. 6, необходимо обеспечить смену положений нитей утка, прокладываемых с одной стороны ткани относительно формируемых зевов в следующей последовательности с периодом в шесть циклов: 1-й цикл - прокладка в верхний зев, 2, 3 и 4-й циклы - в нижний, 5-й цикл - в верхний, 6-й цикл - в нижний. Нити утка, прокладываемые в противоположном направлении, должны менять положение относительно формируемых зевов в обратной последовательности: 1-й цикл - прокладка в нижний зев, 2, 3 и 4-й циклы - в верхI НИИ, 5-й цикл - в нижний, 6-й цикл -
в верхний.
При использовании предлагаемого способа в лентоткацком производстве на бесчелночных станках улучшается качество ткани путем получения, тканых кромок: обеспечивается нераспус- каемость кромок, устраняются пороки, свойственные вязаной кромке, обеспечивается равновесность, т.е. одинаковость структуры левой и правой кромок, а также появляется возможность перевести выработку -ряда технических лент, ремней на бесчелночное лентоткацкое оборудование, а следовательно, улучшить условия труда и увеличить производительность.
Формула изобретения
Способ выработки многослойной ткани на бесчелночном ткацком стайке, при котором нити основы делят на три группы, формируют из них два смежных зева, расположенные один над другим по толщине ткани, одновременно прокладывают две уточные нити в сформированные зевы и связывают получаемые спои ткани входящими в них основными нитями при формировании зевов, отличающийся тем, что, с целью повышения качества ткани путем получения тканых кромок, одновременно прокладывание уточных нитей в смежные зевы осуществляют в виде непрерывных петель в противоположных направлениях в последовательности, зависящей от количества слоев ткани, и поочередно меняют расположение петель одной уточной нити по отношению к другой в верхнем и нижнем зевах в соответствии со схемами фигур 2-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ТКАНЫХ ИЗДЕЛИЙ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2017 |
|
RU2655911C1 |
| БЕСЧЕЛНОЧНЫЙ ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ УЗКИХ ТКАНЫХ ИЗДЕЛИЙ, А ТАКЖЕ УЗКОЕ ТКАНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2239009C2 |
| Способ получения многослойных тканей | 1978 |
|
SU1077957A1 |
| ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2231584C2 |
| Батанный механизм ткацкого станка для выработки тканей в два яруса | 1986 |
|
SU1423647A1 |
| Способ изготовления поясной ленты на игольном лентоткацком станке с крючковой иглой и поясная лента | 1980 |
|
SU1279536A3 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| Бесчелночный ткацкий станок для выработки тканей полотняного переплетения | 1951 |
|
SU93678A1 |
| Батанный механизм ткацкого станка | 1986 |
|
SU1397573A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КРОМКИ ТКАНИ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2007 |
|
RU2388858C1 |

Изобретение относится к текстильному производству и позволяет повысить качество вырабатываемой многослойной ткани путем получения тканой кромки. Выработку многослойной ткани производят двухзевным способом при одновременном введении в оба зева двух уточных нитей в виде петель, поочередно меняя расположение петель в верхнем и нижнем зевах. 9 ил.
.3
э о
.гЛ
Э о
аг. 5
аг.6
8 7 6 5 4 J 2 1
IV
т
II
/ 2 J Риг,
п
| Способ получения многослойных тканей | 1978 |
|
SU1077957A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
