ел
to 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ КРИВИЗНЫ ПЕРЕДНИХ КОНЦОВ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА СТАНАХ ХПТ 450 | 2006 |
|
RU2323056C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610х10-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2617080C1 |
| СПОСОБ ПРАВКИ КОНЦЕВОЙ КРИВИЗНЫ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2006 |
|
RU2301714C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х28-32 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638263C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х21-27 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638265C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х15-20 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638264C1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х8-12 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615921C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х23-28 мм ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615918C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х18-22 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615399C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке труб. Цель изобретения - уменьшение концевой кривизны прокатываемых труб без задиров на внутренней поверхности. Способ холодной прокатки труб 1 осуществляют пилигримовыми валками 2 на оправке 3, трубу при прокатке обжимают на обжимном и калибруют на калибрующих участках оправки. Концевой цилиндрический участок оправки, длина и диаметр которого заданы соотношением, поддерживает изнутри трубу по мере выхода. 2 ил., 1 табл.
t/e.2
Изобретение относится к области обработки металлов давлением и может быть использовано при холодной прокатке труб.
Целью изобретения является уменьшение концевой кривизны прокатываемых труб без задиров на внутренней поверхности.
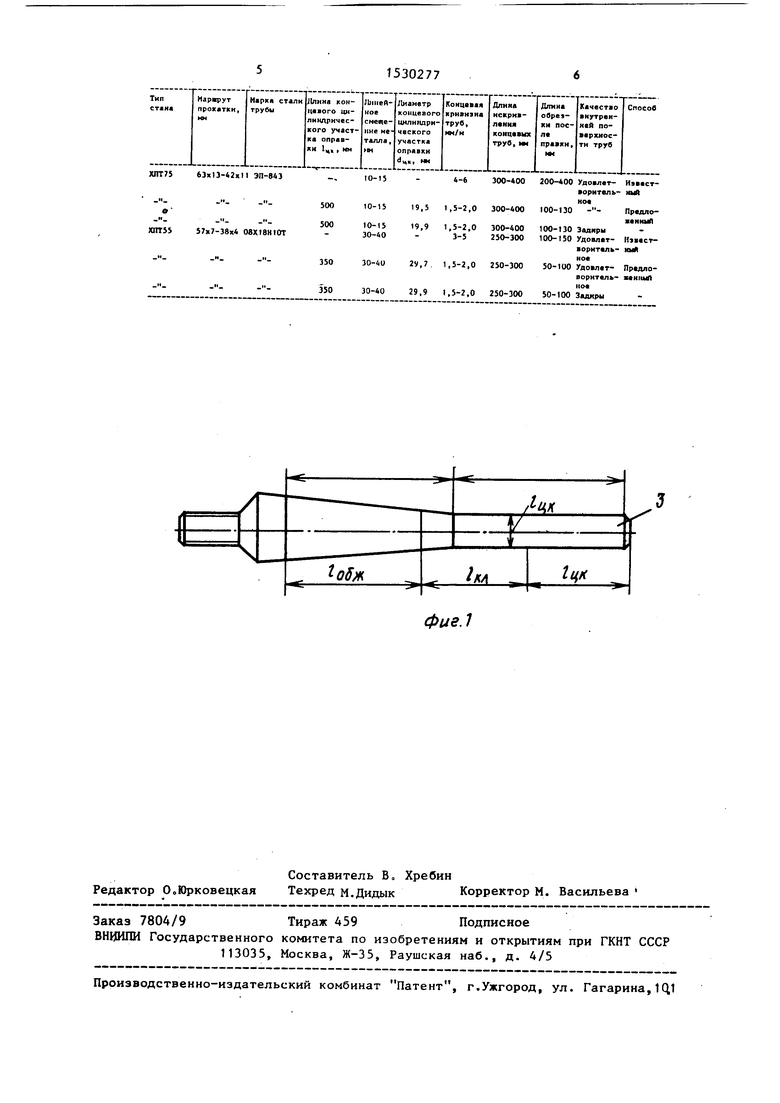
На фиг. 1 изображена оправка, об- щий вид; на фиг. 2 - схема деформации трубы.
При холодной прокатке труб 1 пили- грамовыми валками 2 на оправке 3, имеющей расположенные по ходу прокатки обжимной, калибрующий и концевой цилиндрический участки, длину последнего опре;;1:ляют из соотношения
-Об YK
1цк (0,5т1,5)1, а его диаметр - из соотношения
О)
ЦK
с1вц(1-0,1 t/D,),
(2)
где длина обжимного участка
оправки;
1 - длина калибровочного участка оправки;
dg, - диаметр внутренней поверхности трубы; D ц - диаметр наружной поверхности трубы.
Увеличение длины концевого цилиндрического участка ,5 , исключает образование концевой кри- визны на холоднокатаных трубах, однако вызывает возникновение задиров на внутренней поверхности трубы. Для борьбы с задирами целесообразно уменьшить диаметр концевого цилиндрического участка оправки, но это приводит к искривлению конца выходящей трубы.
Результаты опробования известных и предложенного способов прокатки приведены в таблице.
Эксперименталыше исследования по казали, что при значениях диаметра концевого цилиндрического участка оправки, определяемого из соотношения (2), а его длины - из соотношения (1) обеспечивается удовлетворительное качество внутренних поверхностей
Q
с
0
5
0
5
0
труб, а обрезь, связанная с концевой кривизной, минимальна.
П р и м е р. Предложенный способ осуществляли при прокатке труб по маршруту 63x13-42x11 мм на стане ХПТ75. Кривизна передних концов труб не превышала 2 мм/м. При последующей правке в два прохода кривизна уменьшилась до 0,7 мм/м, технологическая неизбежная обрезь составила в среднем 110 мм.
При прокатке труб по способу-прототипу кривизна концевых участков составила 4-6 мм на метр длины. При двухкратной правке на косовалковой правильной машине 20-144 концевая кривизна снизилась и составила 1,4- 1,8 мм/м. В результате невыправленная концевая кривизна быпа на длине 200- 300 мм, эти участки были обрезаны.
Таким образом, использование пред- ложенного способа холодной прокатки труб позволило уменьшить кривизну концевых участков труб на 40-60% и за счет этого уменьшить концевую обрезь на 0,56 кг на одну трубуо
Формула изобретения
Способ холодной прокатки труб, включающий деформацию заготовки пили- гримовыми валками с обжимом на обжимном и калибровкой на калибрунлцем участках оправки, имеющей ко нцевой цилиндрический участок, отличаю- щ и и с я тем, что, с целью уменьшения концевой кривизны прокатываемых труб без задиров, на внутренней поверхности по мере выхода из очага деформации трубу поддерживают изнутри концевым цилиндрическим участком оп- правки, длина 1цккоторого равна
1ц. (0,5-1,5) 1кл,
45 а диаметр d
ЦА
ЦК
d.,(1 - 0,1 t/Dj,
где
0
1об:. UA d вн
длина обжимного участка; длина калибрующего участка; диаметр внутренней поверхности трубы; диаметр наружной поверхности трубы; толщина стенки трубы.
фигЛ
| Способ газификации сжиженного инертного газа при тушении пожара в горных выработках | 1985 |
|
SU1326282A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
