Изобретение относится к прокатному производству и может быть использовано при изготовлении труб большого и среднего диаметров на станах ХПТ 450.
Для правки кривизны труб на всех видах трубопрокатных станов используются 6-валковые правильные машины с гиперболоидными валками (Ф.А.Данилов, А.З.Глейберг и В.Г.Балакин. Горячая прокатка труб. - М., 1962, с.290-291. В.Я.Осадчий и др. Технология и оборудование трубного производства. - М.: Интермет инжиниринг, 2001, с.177-182).
Недостатком данных станов является то, что они не могут править концевую кривизну на длине менее расстояния между клетями валков.
Наиболее близким техническим решением является устройство для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров на станах ХПТ 450, содержащее валковый калибр, конусную оправку и выводную наружную проводку, расположенную на расстоянии 1400-1500 мм от оси стана.
Недостатком данного устройства является то, что выводная проводка расположена от переднего конца конической оправки на расстоянии 850-900 мм, а ее внутренний диаметр больше наружного диаметра трубы на 30-40 мм и выполняет роль для вывода из стана переднего конца трубы на выводной рольганг.
Задача изобретения заключается в создании надежного устройства для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров в очаге деформации станов ХПТ 450 при прокатке дорогостоящих нержавеющих и труднодеформируемых марок стали и сплавов.
Поставленная задача достигается за счет того, что в устройстве для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров на станах ХПТ 450, содержащем валковый калибр, конусную оправку и выводную наружную проводку, расположенную на расстоянии 1400-1500 мм от оси стана, передний конец оправки выполнен в виде хвостовика с надетой на него втулкой из набора съемных цилиндрических втулок, длина каждой из которых составляет 650 мм, а наружный диаметр меньше внутреннего диаметра прокатываемой трубы на 0,5-1,0 мм.
На чертеже представлен общий вид устройства для правки кривизны передних концов холоднокатаных труб на станах ХПТ 450 ОАО "ЧТПЗ".
Устройство включает коническую оправку 2, передний конец которой выполнен в виде хвостовика 4, на который надета съемная цилиндрическая втулка 3. Втулка 3 имеет две степени свободы относительно хвостовика, а именно вращательную и поступательную. При этом длина хвостовика превышает длину втулки на 3-5 мм. От осевого перемещения втулка фиксируется шайбой 6 и винтом 8, который по центру вкручивается в передний конец хвостовика. Длина втулки для стана ХПТ 450 составляет 650 мм, а наружный диаметр меньше внутреннего диаметра прокатываемых труб на 0,5-1,0 мм. Передний, по ходу прокатки, конец втулки для исключения задиров на внутренней поверхности труб выполнен по радиусу.
Сущность устройства для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров на станах ХПТ 450 заключается в том, что конец передельной трубы 1 до оси стана редуцируется валками по диаметру, а затем до пережима стенка передельной трубы S1 деформируется до стенки S2 с вытяжкой μ=(D1-S1)S1/(D2-S2)S2, где D1 - наружный диаметр передельной трубы, мм, a D2 - наружный диаметр холоднокатаной трубы, мм. От пережима внутренний диаметр холоднокатаной трубы 7 отрывается от оправки и за счет неравномерности деформации по оси калибра и выпускам начинает искривляться (особенно при использовании в качестве передельных одношовных сварных труб). Передний конец холоднокатаной трубы находит на втулку 3, которая препятствует его искривлению, т.е. выполняет роль внутреннего калибра, а затем по мере прокатки поступает в наружную выводную проводку и на выводящий рольганг стана ХПТ.
Конфигурация втулки позволяет свободно выходить холоднокатаным трубам из очага деформации и препятствует искривлению передних концов труб, т.е. производить трубы с кривизной передних концов в соответствии с ГОСТ 9941.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров на станах ХПТ 450 отличается от известного тем, что передний конец оправки выполнен в виде хвостовика с надетой на него втулкой из набора съемных цилиндрических втулок, длина каждой из которых составляет 650 мм, а наружный диаметр меньше внутреннего диаметра прокатываемой трубы на 0,5-1,0 мм Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого устройства не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое устройство от прототипа, что соответствует патентоспособности "изобретательский уровень".
Устройство для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров было изготовлено в соответствии с формулой изобретения, смонтировано на стане ХПТ 450 и опробовано при прокатке труб из сплава на основе титана марки ВТ1-0. В производство было задано 40 передельных сварных заготовок размером 470×14×4000 мм из титанового сплава ВТ1-0. 20 передельных заготовок были прокатаны в трубы размером 325×5 мм по маршруту 470×14-426×10-377×7-325×5 мм по существующей технологии, а 20 заготовок с использованием устройства в соответствии с формулой изобретения.
Данные по прокатке труб размером 325х5 мм из сплава на основе титана марки ВТ1-0 приведены в таблице. Из таблицы видно, что при прокатке по существующей технологии 20-и труб отрезы по кривизне передних концов произведены на 19 трубах. Общая длина обрези по кривизне составила 10,45 м, а средняя 0,55 м от каждой трубы. Отходы по кривизне составили 0,239 т. По существующей технологии сдано в соответствии с ГОСТ 22897-77-262,8 м или 6,043 т. труб. Расходный коэффициент сплава по данной партии труб составил 1,205. По предлагаемой технологии, с использованием устройства для правки кривизны передних концов холоднокатаных труб, сдано по ГОСТ 22897-273,2 метра труб размером 325х5 мм или 6,283 т. Расходный коэффициент сплава составил 1,159. При прокатке труб с использованием устройства для правки передних концов труб получено снижение расходного коэффициент дорогостоящего сплава ВТ1-0 на 46 кг на каждой тонне труб, что позволяет снизить их себестоимость.
Таким образом, использование предложенного устройства для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на станах ХПТ 450 ОАО "ЧТПЗ" позволит снизить или полностью исключить обрезь передних концов труб по кривизне, увеличить выход годного, а следовательно, снизить стоимость холоднокатаных труб из дорогостоящих марок стали и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОНЦЕВОЙ КРИВИЗНЫ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2006 |
|
RU2301714C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288055C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288053C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2288052C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2008 |
|
RU2387502C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2007 |
|
RU2386503C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170×3×370 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545944C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150×2×1200 мм ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542147C1 |
Изобретение относится к области обработки металлов давлением, в частности для изготовления труб большого диаметра. Устройство содержит валковый калибр, конусную оправку и выводную наружную проводку, расположенную на расстоянии 1400-1500 мм от оси стана. Передний конец оправки выполнен в виде хвостовика с надетой на него втулкой из набора съемных цилиндрических втулок, длина каждой из которой составляет 650 мм, а наружный диаметр меньше внутреннего диаметра прокатываемой трубы на 0,5-1,0 мм. Повышается надежность устройства. 1 ил., 1 табл.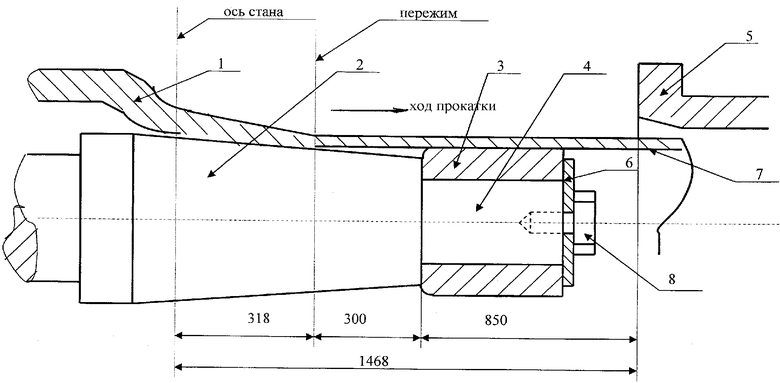
Устройство для правки кривизны передних концов холоднокатаных труб большого и среднего диаметров на станах ХПТ 450, содержащее валковый калибр, конусную оправку и выводную наружную проводку, расположенную на расстоянии 1400-1500 мм от оси стана, передний конец оправки выполнен в виде хвостовика с надетой на него втулкой из набора съемных цилиндрических втулок, длина каждой из которой составляет 650 мм, а наружный диаметр меньше внутреннего диаметра прокатываемой трубы на 0,5-1,0 мм,
| Способ дополнительной калибровки или редуцирования трубы при холодной прокатке | 1961 |
|
SU145526A1 |
| Устройство для калибровки концов труб | 1986 |
|
SU1366264A1 |
| DE 19960869 A, 28.06.2001. | |||

