Изобретение относится к медицинской технике и может бьпь использовано при изготовлении контейнеров для заготовки и длительного хранения биопродуктов.
Цель изобретения - упрощение конст- рукции, снижение трудоемкости изготовления, увеличение полезного объема контейнера, а также повышение надежности и герметичности соединений.
На фиг. 1 изображен контейнер, общий вид; на фиг. 2 --- контейнер после его запол- нения биопродуктом; на фиг. 3 -- разрез .-А на фиг. 2 (соединительный QIOB, изготовленный путем перфорации пленочного материала вдоль lUBa); на фиг. 4 - то же, соединительный шов, изготовленный путем отг иба пленочного материала термопластичным слое.м наружу.
Контейнер содержит мешок 1 из многослойного пленочного материала со рами 2 и 3 из термопластичного материала, выполненными за одно целое с соединительным П1ВОМ 4 мешка 1.
Штуцер 2 предназначен для заполнения контейнера. Отверстие штуцера сверху закрыто запи1тной мембраной 5, которая обеспечивает сохранение стерильности внутрен- ней поверхности штуцера 2. Штуцер 2 снабжен герметизирующим приспособлением 6, вьпюлненным в виде полого ступенчатого цилиндра со ступенями 7 и 8 с горизонтальной герметичной торцовой перегородкой 9 между ними образуюшей крышку нижней ступени 7. Ступень 8 меньшего диаметра имеет защитный колпачок 10, внутри которого выполнен герметизирующий осевой палец 11.
Заходная часть 12 пальца 11 выполнена конической, что значительно облегчает за- крытие отверстия ц туцера защитным колпачком 10.
Нижние торцы герметизирующего приспособления 6 и защитного колпачка 10 имеют фланцы 13.
Второй штуцер 3 предназначен для забора жидкости из мещка 1 контейнера. В верхней его части также и.меется защитная мембрана 14, обеспечивающая сохранение стерильности внутренней новерхности штуцера, и закрытая натяжным защитным кол- начком 15 с фланцем 16 на нижнем торце.
Размеры обоих штуцеров (внутренний диаметр и высота) определены из расчета подсоединения к ним полимерных игл устройств для переливания крови и инфузион- нЬ)1х растворов, поэтому нет опасности про- кола полимерной иглой мешка контейнера.
Защитные колпачки 10 и 15 имеют различную окраску, что позволит избежать по- вторно1() испо, 1ьзования одного и того же штуцера.
Способ изготовления контейнера д;1я биопродуктов заключается и в соединении многослойного пленочного материала с образованием мешка, установлении и гюдсоеди
5
0
5 О
5
5
0
0
нении к мешку П1туцеров и образовании соединительного шва. Изготовление и подсоединение штуцеров осуществляют одновременно с образованием соединительного шва путем литьевого прессования термопластичным материалом, причем пуансоны вводят в п рловину мещка на глубину, превышающую ширину соединительного шва для формирования внутренней поверхности штуцеров, а матрицы накладывают на горловину MenjKa для образования их наружной поверхности.
Кроме того, для повышения надежности и герметичности соединений при использовании многослойного пленочного материала с нетермопластичным наружным слоем и термопластичным внутренним слоем, после образований мешка края его горловины перфорируют, или отгибак:)т наружу на ширину, не превышающую ширину соединительного шва.
Пример 1. Согласно способу был изготовлен контейнер из трехслойного пленочного полимерного материала, состоящего из лавсана, алюминиевой фольги и полиэтилена.
Предварительно две заготовки этого ленточного материала (далее в тексте «пленки) сваривают с трех сторон термоимпульсной сваркой. Затем мешок отгибают с несваренной стороны термопластичной стороной наружу (полиэтилен) на щирину, не превышающую ищрину соединительного шва. В горловину мешка вводят пуансоны для фор- мирювания внутренней поверхности штуцеров на глубину, превышающую ширину соединительного шва на 5-7 мм, после чего MeuJOK с пуансонами помещают между полуматрицами литьевой формы, которую уста- нав.ливают на литьевую машину. Смыкают полуматрицы и заливают полость между пуансонами и полуматрицами полиэтиленом высокого давления, разогретым до 200± ±10°С, при удельном давлении 700 кг/см. Общее время цикла литья 30 с. После окончания цикла литья полуматрицы формы раскрывают и извлекают отформованный контейнер вместе с пуансонами, затем пуансоны извлекают из штуцеров.
Одновременно с формованием штуцеров и соединительного шва в тех же полумат- ри1.ах, при тех же параметрах цикла литья прС Исходит формование других комплектую- шич деталей контейнера (колпачков, герметизирующего устройства).
Пример 2. Согласно способу был изготовлен контейнер из двухслойного пленочною материала: лавсан-полиэтилен, причем наружный слой - лавсан является нетермопластичным, а внутренний - полиэтилен - термопластичным.
Предварительно (так же, как и в примере 1) пленки сваривают с трех сторон термоимпульсной сваркой, затем мешок с несоединенной стороны перфорируют по длине и ширине соединительного шва. После этого в горловине мешка размещают пуансоны для оформления штуцеров и далее все операции выполняются аналогично первому примеру.
Контейнеры, изготовленные описанным способом, могут быть использованы для длительного хранения биопродуктов при температуре жидкого азота ( -19б°С).
Контейнер для биопродуктов используют следующим образом.
Перед заполнением контейнера снимают со штуцера 2 герметизирующее присоединение 6 вместе с защитным колпачком 10. При этом внутренняя поверхность защитного колпачка остается стерильной. Затем в штуцер 2 вводят полимерную иглу устройства для переливания крови и инфузионны.х растворов (не показано), проколов защитную мембрану 5, и заполняют контейнер. Затем извлекают иглу из штуцера 2, снимают защитный колпачок 10 со ступени 8 герметизирующего приспособления 6 и закрывают их отверстие штуцера. Таким образом, можно быстро, просто и надежно загерметизировать штуцер контейнера после его заполнения, не нарушая при этом стерильность содержимого контейнера.
При применении контейнера в медицинских учреждениях снимают защитный колпачок 15 со штуцера 3 и вводят в штуцер 3 полимерную иглу устройства для переливания крови и инфузионных растворов.
Контейнер для биопродуктов и способ его изготовления имеют следующие технико- экономические преимущества: конструкция контейнера упр01цает процесс герметизации ц туцеров, предназначенных для заполнения контейнеров в медицинских учреждениях и позволяет надежно герметизировать контейнер, не нарушая стерильность его содержимого.
Способ изготовления контейнеров позволяет расположить штуцера снаружи мешка, не заглубляя их вовнутрь мешка, разместив их непосредственно в соединительном шве, тем самым полностью использовать дорогостоящие биопродукты. Кроме того, предлагаемый способ увеличивает надежность соединения штуцера с пленочным материалом, так как выполнен за одно целое с соединительным швом мешка, снижает трудоемкость процесса, расход материала и энергозатраты.
Применение предлагаемого способа изготовления контейнеров позволяет распшрить ассортимент материалов для их изготовления и ассортимент самих контейнеров p;i3- личного назначения, а также позволит решить проблему соединения деталей из разнородных полимерных материа.юв типа полиэтилен и ПВХ пластикат или полиимид и полиолефины.
Формула изобретения
1.Контейнер для биопродуктов, содержа- 0 щий мещок из многослойного п, 1еночног()
материала со штуцерами для заг1О.тнения и отбора биопродуктов, снабженными защитными мембранами и колпачками и связанными соединительным швом с MCHJKOM, отличающийся тем, что, с целью упрощения конструкции, снижения трудоемкости изготовления и увеличения полезного объема контейнера, штуцера выполнены за одно целое с соединительным швом, штуцер для заполнения снабжен герметизирующим njni0 способлением, выполненным в виде полого ступенчатого цилиндра с горизонтальной торцовой перегородкой, образующей крышку нижней ступени полого цилиндра, при этом один из защитных колпачков установлен
J- на верхней ступени полого цилиндра и снабжен герметизирующим осевым пальцем, а нижние торцы защитных колпачков и герметизирующего приспособленияимеют фланцы.
2.Способ изготовления контейнера для 0 биопродуктов, включающий соединение мно
гослойного пленачн : го материала с образованием мещка, изготовление и подсоединение к мещку штуцеров и образование соединительного шва, отличающийся тем, что, с целью снижения трудоемкости изготовле5 ния и увеличения полезного объема контейнера, изготовление и подсоединение штуцеров осуществляют одновременно с образованием соединительного шва путем литьевого прессования термопластичным материалом, причем пуансоны вводят в горловину
мешка на глубину, превышающую ширину соединительного шва для формирования внутренней поверхности штуцеров, а матрицы накладывают на горловину мешка для образования наружной их поверхности.
g3. Способ по п. 2, отличающийся тем, что,
с целью повышения надежности и герметичности соединений при использовании мно1Ч)- слойного пленочного материала с нетермопластичным наружным слоем и термопластичным внутренним слоем, после образова0 ния мешка края его горловины перфорируют или отгибают наружу на ширину, не иревы- шаюшую ширину соединительного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР ДЛЯ ЗАМОРАЖИВАНИЯ И ХРАНЕНИЯ БИОПРОДУКТОВ | 2007 |
|
RU2381783C2 |
| Способ изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента | 2024 |
|
RU2822960C1 |
| Контейнер для лиофилизации и переливания гемокомпонентов | 2020 |
|
RU2740839C1 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ ДЛЯ УПАКОВКИ ЖИДКОГО ИЛИ ПАСТООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2511550C1 |
| УСТРОЙСТВО ДЛЯ СОДЕРЖАНИЯ ТЕКУЧИХ ВЕЩЕСТВ В ГЕРМЕТИЧНЫХ УСЛОВИЯХ И ДЛЯ ВЫДАЧИ ИХ | 2010 |
|
RU2512346C2 |
| УСТРОЙСТВО для НАПОЛНЕНИЯ МЕШКО! ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА СЫПУЧИМ ПРОДУКТОМ | 1972 |
|
SU355070A1 |
| СПОСОБ ПРОИЗВОДСТВА УПАКОВОК-МЕШКОВ | 2003 |
|
RU2294836C2 |
| Контейнер для лиофилизации и способ его использования | 2023 |
|
RU2808342C1 |
| Контейнер для отмывания эритроцитов | 1988 |
|
SU1685461A1 |
| КОНТЕЙНЕР ОПОРНЫЙ "МУХАМЕТДИНОВА" ДЛЯ МОНТАЖА ТРУБОПРОВОДА (ВАРИАНТЫ) | 2006 |
|
RU2312268C1 |

Изобретение относится к медицинской технике. Цель изобретения - упрощение конструкции, снижение трудоемкости изготовления и увеличение полезного объема контейнера
повышение надежности и герметичности соединений при использовании многослойного пленочного материала с нетермопластичным наружным слоем и термопластичным внутренним слоем. Контейнер содержит мешок 1 из пленочного материала и штуцера 2 и 3 для заполнения и забора содержимого мешка, причем штуцер 2 для заполнения снабжен герметизирующим приспособлением в виде ступенчатого цилиндра с герметичной горизонтальной перегородкой 9. Штуцера 2 и 3 мешка снабжены защитными колпачками 10 и 15. Для герметичного соединения штуцеров с материалом мешка используют способ литья под давлением, позволяющий выполнять штуцера за одно целое с соединительным швом мешка. 2 с.п. и 1 з.п. ф-лы, 4 ил.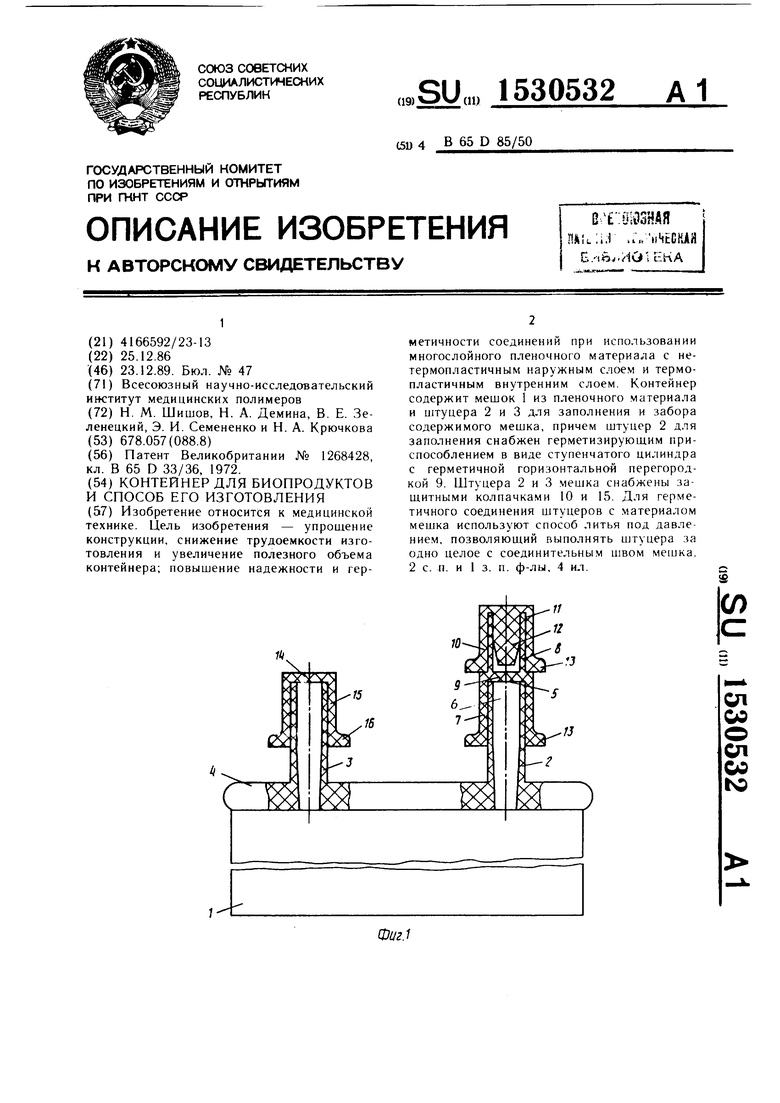
фиг.З
| Устройство для формования трубчатых изделий из бетонных смесей центрифугированием | 1985 |
|
SU1268428A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
