Изобретение относится к области медицинской техники, а именно к технологиям изготовления и применения полимерных контейнеров, предназначенных для сбора, хранения, переработки крови и ее заменителей, в частности к способам изготовления гемоконтейнеров, предназначенных для лиофилизирования, длительного хранения и регидратирования гемокомпонентов.
Контейнер для крови и ее компонентов (гемоконтейнер) содержит основной резервуар (уплощенная емкость), который снабжен выпускными элементами - штуцерами с защитным приспособлением, соединительными и кровезаборными трубками (донорской, технологическими). Емкость основного резервуара герметична. Герметичность контейнера, при его производстве, обеспечивается путем выполнения прямолинейных и (или) скругленных швов с двух противоположных сторон и герметичным креплением выпускных элементов штуцеров и трубок. Все реализуемые в настоящее время технологии производства контейнера основаны на формировании из мягкого полимерного листового материала замкнутой эластичной, герметичной и стерильной системы из основной емкости для крови, дополнительных емкостей для компонентов (при необходимости) и соединительных трубок. При этом размеры контейнеров нормированы и должны соответствовать требованиям ГОСТ 31597-2012 [1].
С применением таких гемоконтейнеров осуществляется забор, хранение, переработка, применение крови, ее компонентов.
При этом длительное хранение жидких веществ в таких гемоконтейнерах возможно только при низких температурах (менее 100…180 градусов Цельсия).
Таким образом, в настоящее время, осуществляется резервное хранение замороженной плазмы, компонента крови, наиболее часто необходимой многим хирургическим больным, пострадавшим с серьезной травмой, тяжелораненым с большой кровопотерей, а также для решения задач экстремальной медицины. Т.е. подготовка и доставка плазмы для ее использования может осуществляться только в термоконтейнерах после хранения в специальном холодильном оборудовании с затратами электроэнергии и помещений.
Вместе с тем известно, что лиофилизирование компонентов крови, антибиотиков, вакцин, культуральных сред и других жидких биологических объектов позволяет создать удобную сухую форму препарата. В сухом виде, практически любые препараты, можно длительно и безопасно хранить без необходимости охлаждения и легко транспортировать. При таком хранении сохраняются химические и физические свойства препарата. При возникновении необходимости имеется возможность быстрого восстановления биоактивности при регидратации.
Поэтому важным научным открытием мирового значения стала разработка сотрудником Ленинградского института переливания крови профессором Л.Г. Богомоловой метода лиофильной сушки плазмы. При этом наиболее востребованный компонент донорской крови превращается в порошок, который долго хранится и хорошо транспортируется.
Лиофилизированная плазма производится в небольших количествах в качестве резервного компонента крови, главным образом для применения в экстремальных ситуациях. Эффективность ее применения в экстремальных условиях военной медицины получены во многих странах (Мали, Сирия, Ирак, Израиль).
Потребность сухой плазмы в России в настоящее время возросла. В этом направлении ведутся работы, но до последнего времени сухая плазма не производилась или производилась в стеклянных флаконах.
Одна из причин отсутствия необходимого количества сухой плазмы заключается в отсутствии высокоэффективной технологии производства изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента.
Известны гемоконтейнеры для лиофилизирования, длительного хранения и регидратирования гемокомпонента, представляющие собой гибкий контейнер, выполненный из двух листов пленки, один из которых (или его часть) гидрофобный газо-(паро-)проницаемый, а второй газо-(паро-)водонепроницаемый. Такой контейнер обеспечивает проведение лиофилизации, герметизацию газо-(паро-)проницаемой мембраны после лиофилизации и хранение в сложенном виде компактного и маловесного контейнера с лиофилизатом в вакуумированном влагозащитном и газонепроницаемом пакете. К сожалению, проблема изготовления такого контейнера не решена до настоящего времени.
Известны способы изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента, основанные на формировании герметичных соединительных швов за счет создания энергетического воздействия на составляющие контейнера (соединяющиеся полимерные листы из газопроницаемого водонепроницаемого материала и газо- и водонепроницаемого материала) и размещаемые между ними штуцера и трубки (2, 3).
Основные недостатки известных способов заключаются в малой производительности процесса и низком качестве формируемого шва.
Проблема обусловлена тем, что в настоящее время, при производстве гемоконтейнеров из полимерных материалов используется сварка (нагретым газом, контактно-тепловая и высокочастотная) и качество соединений, полученных в процессе сварки, напрямую зависит от условий реализации процесса, совместимости полимерных материалов и строения полимерной фазы.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента, принятый за прототип (4), заключающийся в формировании уплощенной емкости из листов термопластичного водонепроницаемого пленочного материала путем соединения по контуру герметичным швом с ввариванием штуцеров и трубок, сообщающихся с внутренней полостью и выполнении части одного из листов из водоотталкивающего и паропроницаемого материала.
Таким образом, способ, принятый за прототип реализуется путем формирования герметичных швов по контуру формируемого пакета и в местах контакта полимерных листов со штуцерами, соединительными и кровезаборными трубками за счет сварки полимерных материалов, т.е. перевода материалов полимерных пленок за счет их нагревания в вязкопластичное состояние и их соединение при охлаждении.
Аналогичным образом, в прототипе, осуществляется и выполнение части одного из листов из материала, обладающего водоотталкивающими и паропроницаемыми свойствами, т.е. путем формирования одного из листов гемоконтейнера из двух различных материалов - части из водоотталкивающего и паропроницаемого и части из водоотталкивающего и паронепроницаемого материала. Поскольку, в прототипе, часть одного из листов выполняется из водоотталкивающего и паропроницаемого материала при формировании пакета в этой части обязательно должна реализоваться сварка с материалом другого типа (водоотталкивающего и паронепроницаемого). Кроме того, поскольку часть одного из листов выполнена из водоотталкивающего и паропроницаемого материала, при формировании пакета должна обеспечиваться сварка с другим листом из материала другого типа (водоотталкивающего и паронепроницаемого).
Способ изготовления гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента, принятый за прототип имеет следующие недостатки:
1. Невозможность реализации способа с помощью высокочастотной сварки (ТВЧ-сварка) при производстве контейнеров из широко класса полимерных материалов, поскольку такой способ применим только для ограниченного числа полимерных материалов, в частности только тех, материалов, диэлектрическая проницаемость которых выше трех.
2. Невозможность сформировать герметичное и качественное соединение (с прочностью, близкой к прочности соединяемых материалов) любым из известных способов сварки, поскольку два свариваемых материала существенно отличаются по свойствам (разная толщина и диэлектрическая проницаемость для ТВЧ-сварки), (разная температура плавления для тепловой и ультразвуковой сварки).
Невозможность реализации сварки известными методами подтверждается перечнем рекомендуемых в прототипе материалов, существенно отличающихся по свойствам. В частности, рекомендуется использовать газопаропрозрачные материалы из группы полимеров: политетрафторэтилен, полиэтилентерефталат, линейный полиэтилен низкой плотности (имеющих структуру гидрофобной одно- или двухслойной гибкой мембраны с поверхностной пористостью в диапазоне 20-80%, водоупорностью не менее 150 см, средний размер пор в диапазоне 0,1-0,45 мкм, преимущественно 0,2 мкм и толщину от 100 до 300 мкм, преимущественно 150±50 мкм) и соединять их с материалами второго листа из газопаронепрозрачных материалов, в качестве которых рекомендуется выбирать материалы из группы композитных полимеров: полиамид/полиэтилен, полипропилен/полиэтилен, этиленвинилацетат/полиэтилен.
3. Длительное время реализации способа (до нескольких десятков секунд), обусловленное необходимостью прогрева двух слоев материала до их расплавления (перевода материала по всей толщине в вязкотекучее состояние) для последующего соединения (взаимопроникновения) при сжатии.
4. Высокое энергопотребление на реализацию способа, поскольку, например, при использовании ВЧ колебаний (ТВЧ-сварка), чаще всего с частотой 43 МГц, мощность высокочастотного генератора при выполнении шва шириной 3…5 мм, составляет не менее 10000 Вт при формировании одного гемоконтейнера.
5. Использование ВЧ-колебаний такой мощности обуславливает высокий уровень высокочастотных электромагнитных помех, опасных для операторов, требующих специальных мер защиты и экранирования, т.е. увеличения опасности и стоимости реализации способа, принятого за прототип.
6. Необходимость выполнять шов, состоящим из нескольких, предпочтительно трех, отстоящих друг от друга параллельных швов, общий шириной не менее 10±5 мм для обеспечения необходимой прочности, что существенно увеличивает затраты энергии и время на изготовление одного контейнера.
7. Невозможность применения не термопластичного пленочного материала, например из пористой ацетатцеллюлозы, существенно превышающего по свойствам паропроницаемости и водоупорности перечисленные выше газопаропрозрачные полимерные материалы, поскольку такие материалы деформируется при нагревании и сварке не подлежат.
Их соединение с полимерными листовыми материалами, составляющими большую часть гемоконтейнера возможно только при помощи одно- или двух компонентных термореактивных клеев и герметиков, эластичных клеев, отверждаемых ультрафиолетом.
8. Невозможность применения не термопластичного пленочного материала из пористой ацетатцеллюлозы обусловлено также тем, что мембраны из целлюлозы характеризуются очень низкой прочностью на разрыв и при их использовании необходимо формировать такую мембрану на более прочной основе.
Таким образом, способ изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента, принятый за прототип не обеспечивает высокого качества (прочности, герметичности) и высокой производительности процесса при соединении различных по свойствам листовых материалов между собой и по контуру. Это обуславливает низкие потребительские качества производимого гемоконтейнера (длительное время сушки плазмы, невозможность герметизации после сушки, низкая прочность), а также требует высоких энергозатрат, значительного времени на реализацию способа и может быть опасен для окружающей среды (при наличии ВЧ излучения или применения токсичных клеев).
В предлагаемом способе решается задача по устранению недостатков существующего способа, предназначенного для изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента, и созданию способа, обеспечивающего надежные герметичные соединения при производстве контейнеров из любых термопластичных и не термопластичных пористых пароводонепроницаемых материалов, с существенно увеличенными допусками по разнородности, разнотолщинности и однородности материалов, при одновременном снижении энергозатрат и времени на реализацию способа.
Технический результат изобретения выражается в обеспечении возможности формирования гемоконтейнера, в котором одна из стенок или ее часть выполняются из не термопластичного пористого материала (например, ацетатцеллюлозы) при одновременном повышении надежности герметизации и увеличении производительности при производстве гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента.
Задача решается за счет использования энергетического воздействия, безопасного для человека и окружающей среды, механическими колебаниями на частоте не менее 22 кГц с амплитудой не менее 40 мкм, обеспечивающими перевод полимерных материалов в вязкопластичное состояние на границе герметизации (контакта двух полимерных материалов) или перевод полимерных материалов в вязкопластичное состояние на границах, расположенного между ними не термопластичного пористого материала [5]. Перевод полимерных материалов в вязкопластичное состояние и проникновение через слой пористого материала и затем, их взаимное проникновение, за счет очень значительного (до миллиона раз) увеличения скорости диффузии под влиянием УЗ-колебаний, позволяет исключить необходимость расплавления всего материала в зоне формирования шва до температуры плавления.
Поставленная задача решается тем, что в способе изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента, заключающемся в формировании уплощенной емкости из листов водонепроницаемого пленочного материала путем соединения по контуру герметичным швом с ввариванием штуцеров и трубок, сообщающихся с внутренней полостью и выполнении части одного из листов из водоотталкивающего и газопаропроницаемого материала, выполнение части одного из листов из водоотталкивающего и паропроницаемого материала осуществляют до формирования емкости вырубкой в термопластичном водонепроницаемом пленочном материале окна заданной формы и размера, размещении над окном листа из не термопластичного водоотталкивающего и паропроницаемого материала большего размера, чем размер окна, наложении на его поверхность перфорированного листа из термопластичного материала, соответствующего по размерам и форме, размеру и форме листа из водоотталкивающего и паропроницаемого материала, сжатии по контуру, внешний размер которого соответствует размеру листа из водоотталкивающего и паропроницаемого материала, а внутренний, соответствует размеру вырубленного окна, колеблющимся с амплитудой не менее 40 мкм и частотой не менее 22 кГц рабочим окончанием ультразвуковой колебательной системы, введении ультразвуковых колебаний в перфорированный лист и лист с вырубленным окном до расплавления термопластичных материалов на границе контакта с не термопластичным паропроницаемым материалом, осуществлении под действием УЗ колебаний его диффузионной пропитки до проникновения и соединения перфорированного листа и листа с вырубленным окном с расположенным между ними листом из водоотталкивающего и паропроницаемого материала, а формирование уплощенной емкости и вваривание штуцеров и трубок осуществляют воздействием ультразвуковых колебаний по контуру листа из термопластичного материала, в котором вырублено окно, с другим листом из термопластичного водонепроницаемого пленочного материала.
Отличительной особенностью предлагаемого технического решения является применение энергетического воздействие за счет формирования ультразвуковых колебаний на частоте не менее 22 кГц с амплитудой не менее 40 мкм. Введение таких колебаний в соединяемые (свариваемые) материалы, обеспечивает их распространение в материалах и поглощение с выделением тепловой энергии. При этом максимальное поглощение происходит на границах контакта материалов, поскольку амплитуда колебаний становится сравнимой с воздушным зазором между материалами, а возникающее трение контактирующих и колеблющихся материалов приводит к их разогреву в области контакта. По этой причине происходит увеличение температуры до температуры, близкой к температуре плавления и происходит переход материала в вязкопластичное состояние. Под действием распространяемых через контактирующие поверхности УЗ колебаний существенно ускоряется диффузионное проникновение перешедших в вязкопластичное состояние, расположенных с двух сторон, термопластичных материалов, в не термопластичный газопаропроницаемый материал (типа ацетатцеллюлозы), расположенный между ними. Затем происходит проникновение одного термопластичного материала в другой материал. Такое проникновение происходит еще при температурах, не достигающих температура плавления материалов (разрушения структуры и разложения с выделением ядовитых газов). Проникновение одного материала в другой происходит на глубину не менее амплитуды колебаний. Таким образом, формируется прочное сварное соединение двух термопластичных материалов, между которыми находится (в сжатом состоянии) нетермопластичный пористый (газопроницаемый) материал. Использование УЗ колебаний с частотой не менее 22 кГц обусловлено безопасностью колебаний такой частоты для человека и окружающей среды. Использование колебаний с большей частотой приводит к увеличению эффективности поглощения колебаний, т.е. к ускорению процесса сварки. Однако, увеличение рабочей частоты с одновременным обеспечением необходимой амплитуды колебаний (более 40 мкм) требует пропорционального увеличения мощностных затрат на формирование таких колебаний. По этой причине для реализации способа наиболее приемлемы УЗ колебания в диапазоне 22…44 кГц.
Для того, что бы обеспечить создание газопаропрозрачного окна в гемоконтейнере, через который будет удалена влага при сушке плазмы, до формирования емкости контейнера вырубкой в термопластичном водонепроницаемом пленочном материале формируется одно или несколько окон заданной формы и размера. Затем на это окно или окна накладывается или накладываются листы из водоотталкивающего и паропроницаемого материала. Размер этих листов должен превышать размер сформированных окон на ширину формируемого сварного шва.
Далее размещают над окном и листом из не термопластичного водоотталкивающего и паропроницаемого материала, перфорированный лист из термопластичного материала (лист с вырубленными отверстиями диаметром 5….15 мм) для вывода испаряющейся при сушке влаги (пара). Этот лист изготавливают по размерам и форме, соответствующим размерам и форме листа из водоотталкивающего и паропроницаемого материала.
Далее подготовленную трехслойную конструкцию подвергают сжатию по контуру, внешний размер которого соответствующему размеру листа из водоотталкивающего и паропроницаемого материала, а внутренний, соответствует размеру вырубленного окна.
Введение колебаний в свариваемые материалы осуществляется через сварочные окончания рабочих инструментов, которые выполняются в виде элементов поверхностей перемещающихся металлических опор, соединенных с пьезоэлектрическими преобразователями колебательных систем, формирующими колебания на заданной частоте. Обеспечение требуемой для реализации способа амплитуды механических колебаний осуществляется установкой между инструментами и преобразователями специальных концентраторов - усилителей механических колебаний.
После формирования листа с газопаропрозрачным и водонепроницаемым окном или окнами он накладывается на сплошной лист из термопластичного материала и осуществляется:
- формирование шва вокруг выпускных элементов, путем введения в лист над ними УЗ колебаний по всему периметру выпускных элементов колеблющимися инструментами с длиной колеблющейся поверхности не менее периметра выпускного элемента, имеющими на колеблющейся поверхности выемки, с размерами соответствующими диаметрам выпускных элементов. Таким образом, происходит:
- герметичное соединение пленок, формирующих контейнер с внешними поверхностями штуцеров с защитным приспособлением, соединительных и кровезаборных трубок и происходит соединение двух пленок на участках, окружающих места вваривания штуцеров;
- формирование периферийных переднего и заднего краевых соединений. Оно обеспечивается за счет сжатия и введения УЗ-колебаний для соединения пленок между неподвижной опорой и колеблющимися инструментами, имеющими выемки, совпадающие с местами вваривания выпускных элементов;
- сжатие и введение УЗ-колебаний между двумя полимерными листами по краю пакета между периферийными передним или задним краевыми соединениями.
Особенность практической реализации заключается в применении рабочего инструмента, выполненного в виде плоской верхней металлической опоры и нижней опорой с выступающими по контуру формируемого контейнера двумя параллельными выступами. При этом формируется двойной герметизирующий шов, обеспечивающий удвоенную гарантию качества выполняемого сварного соединения.
Сущность предлагаемого способа изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента поясняют фиг. 1 и фиг. 2.
На фиг. 1 показаны два варианта практической реализации предлагаемого способа. На фиг. 1 представлены варианты реализации гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента с тремя паропроницаемыми окнами (вернее фото) и одним окном максимально возможного размера, соответствующего размеру всего гемоконтейнера (нижнее фото).
При практической реализации предлагаемого способа изготовления гемоконтейнера для лиофилизирования, длительного хранения и регидратирования гемокомпонента может выполняться одно окно меньшего размера.
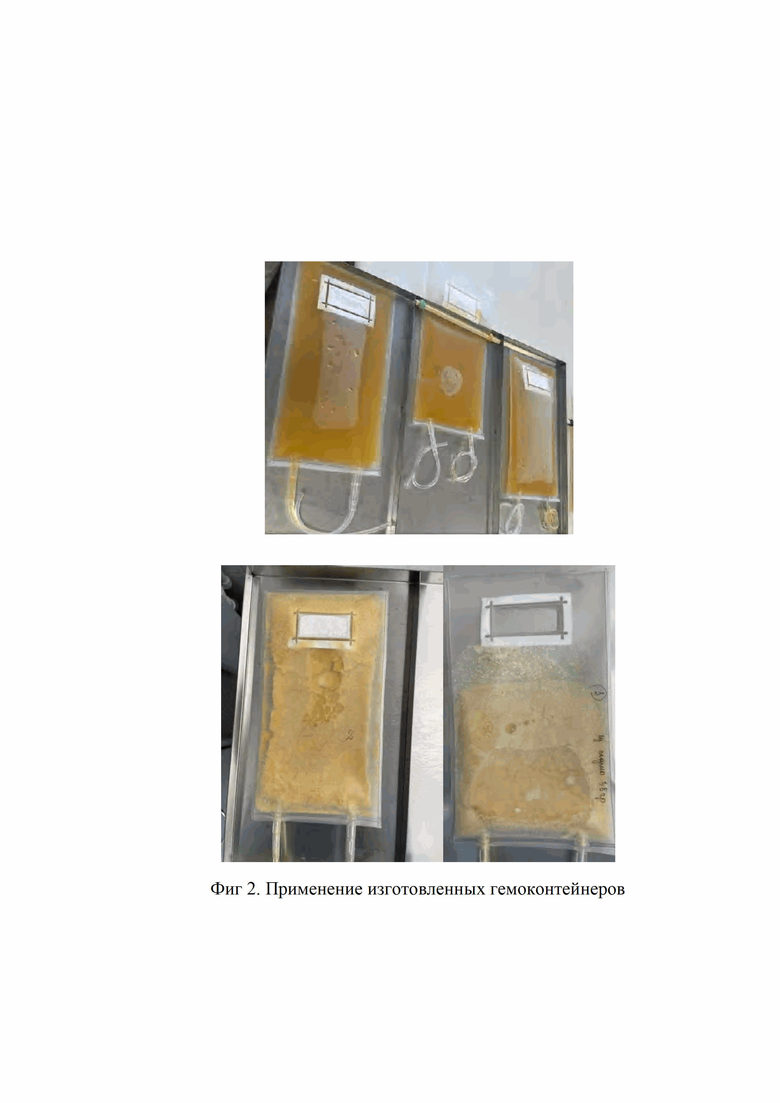
На фиг. 2 представлен пример применения, изготовленных по предложенному способу, гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента с одним паропроницаемым окном.
На верхнем фото показан процесс лиофилизирования плазмы крови. На следующих фото показан слой высохшей в гемоконтейнере плазмы и показана возможность его пересыпания в часть контейнера для длительного хранения. Размещенные вдоль периферийного выпускные элементы - штуцера обеспечат, после длительного хранения, регидратирование гемокомпонента. При длительном хранении и транспортировке на поверхность перфорированного полимерного листа может быть наклеена герметизирующая наклейка с необходимой информацией.
Исследования процесса лиофилизирования плазмы крови в гемоконтейнерах, изготовленных по предложенному способу, показал соответствие лиофилизированной и восстановленной плазмы требованиям, установленным «Правилами заготовки, хранения, транспортирования и клинического использования донорской крови и ее компонентов», утвержденных ПП РФ от 22.06.2019 г. № 797, п.27.
Тесты на стерильность показали, что реализация предложенного способа может осуществляться в обычных условиях, не требующих обеспечения стерильности окружающей среды.
Для подтверждения эффективности предложенного способа были проведены экспериментальные исследования, которые позволили установить, что при обеспечении качества производимого контейнера, соответствующего действующим нормативным требованиям, производительность процесса в 2 раза превосходит производительность известного способа, а энергозатраты снижаются не менее чем в 4 раза. Разработанный способ изготовления гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента прошел лабораторные и технические испытания, и был реализован в действующей опытной установке для практического подтверждения результатов исследований.
Производство планируется начать в 2024 году.
Список литературы, использованной при составлении заявки
1. ГОСТ 31597-2012 (ISO 3826:1993) КОНТЕЙНЕРЫ ПОЛИМЕРНЫЕ ДЛЯ КРОВИ И ЕЕ КОМПОНЕНТОВ ОДНОКРАТНОГО ПРИМЕНЕНИЯ. Технические требования.
2. Патент РФ №2743609.
3. Патент РФ №2808342.
4. Патент РФ №2740839 - прототип
5. Сварка полимерных материалов. Под ред. К.И. Зайцева, М., Машиностроение, 1988, с. 153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки гемокомпонента к хранению и регидратации | 2024 |
|
RU2836796C1 |
| Сдвоенный контейнер для гемокомпонентов и способ его применения | 2020 |
|
RU2743609C1 |
| Контейнер для лиофилизации и переливания гемокомпонентов | 2020 |
|
RU2740839C1 |
| КОНТЕЙНЕР ДЛЯ ЛИОФИЛИЗАЦИИ КРОВИ, ЕЕ КОМПОНЕНТОВ И БИОЛОГИЧЕСКОГО МАТЕРИАЛА | 2022 |
|
RU2794106C1 |
| Контейнер для лиофилизации и способ его использования | 2023 |
|
RU2808342C1 |
| Комплект с лиофилизатом и способ его использования | 2023 |
|
RU2811648C1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| СПОСОБ ПРЕДОПЕРАЦИОННОГО РЕЗЕРВИРОВАНИЯ АУТОЭРИТРОЦИТНОЙ МАССЫ | 2006 |
|
RU2349350C2 |
| Контейнер для высушивания гемокомпонентов | 2024 |
|
RU2826756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С УВЕЛИЧЕННЫМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2020 |
|
RU2756338C2 |

Изобретение относится к области медицинской техники и может быть использовано для изготовления и применения полимерных контейнеров, предназначенных, в частности, для лиофилизирования, длительного хранения и регидратирования гемокомпонентов. Выполнение части одного из листов из водоотталкивающего и газопаропроницаемого материала осуществляют до формирования емкости вырубкой в термопластичном водонепроницаемом пленочном материале окна заданной формы и размера. Размещают над окном лист из нетермопластичного водоотталкивающего и паропроницаемого материала большего размера, чем размер окна. Накладывают на его поверхность перфорированный лист из термопластичного материала, соответствующего по размерам и форме, размеру и форме листа из водоотталкивающего и паропроницаемого материала. Сжимают по контуру, внешний размер которого соответствует размеру листа из водоотталкивающего и паропроницаемого материала, а внутренний соответствует размеру вырубленного окна. Для формирования шва амплитуда колебания рабочего окончания ультразвуковой колебательной системы должна составлять не менее 40 мкм с частотой не менее 22 кГц. Технический результат изобретения выражается в одновременном повышении надежности герметизации и увеличении производительности при производстве гемоконтейнеров для лиофилизирования, длительного хранения и регидратирования гемокомпонента. 2 ил.
Способ изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента, заключающийся в формировании уплощенной емкости из листов водонепроницаемого пленочного материала путем соединения по контуру герметичным швом с ввариванием штуцеров и трубок, сообщающихся с внутренней полостью и выполнении части одного из листов из водоотталкивающего и газопаропроницаемого материала, отличающийся тем, что выполнение части одного из листов из водоотталкивающего и паропроницаемого материала осуществляют до формирования емкости вырубкой в термопластичном водонепроницаемом пленочном материале окна заданной формы и размера, размещают над окном лист из нетермопластичного водоотталкивающего и паропроницаемого материала большего размера, чем размер окна, накладывают на его поверхность перфорированный лист из термопластичного материала, соответствующего по размерам и форме размеру и форме листа из водоотталкивающего и паропроницаемого материала, сжимают по контуру, внешний размер которого соответствует размеру листа из водоотталкивающего и паропроницаемого материала, а внутренний соответствует размеру вырубленного окна, колеблющимся с амплитудой не менее 40 мкм и частотой не менее 22 кГц рабочим окончанием ультразвуковой колебательной системы, вводят ультразвуковые колебания в перфорированный лист и лист с вырубленным окном до расплавления термопластичных материалов на границе контакта с нетермопластичным паропроницаемым материалом, осуществляют под действием УЗ-колебаний его диффузионную пропитку до проникновения и соединения перфорированного листа и листа с вырубленным окном с расположенным между ними листом из водоотталкивающего и паропроницаемого материала, а формирование уплощенной емкости и вваривание штуцеров и трубок осуществляют воздействием ультразвуковых колебаний по контуру листа из термопластичного материала, в котором вырублено окно, с другим листом из термопластичного водонепроницаемого пленочного материала.
| Контейнер для лиофилизации и переливания гемокомпонентов | 2020 |
|
RU2740839C1 |
| RU 95122166 А, 10.10.1997 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 3810469 A, 14.05.1974. | |||

