Изобретение относится к машиностроению, а именно к резьбовым соединениям деталей машин.
Цель изобретения - повышение ремонтопригодности и снижение трудоемкости изготовления.
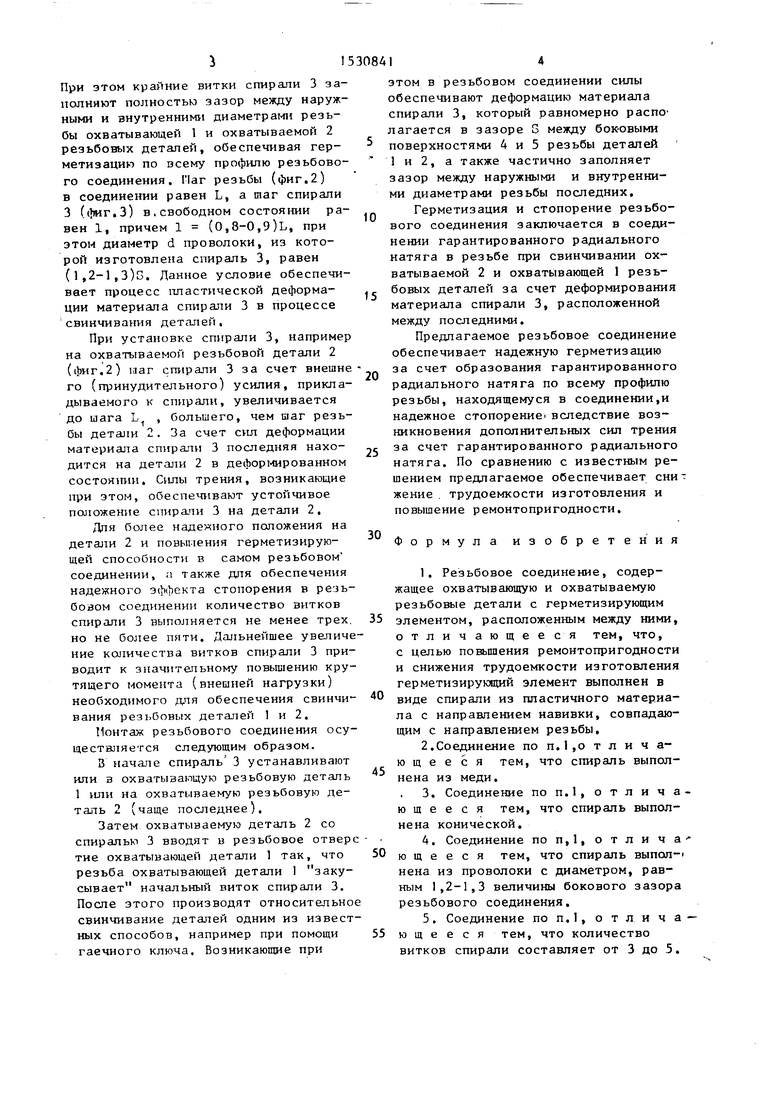
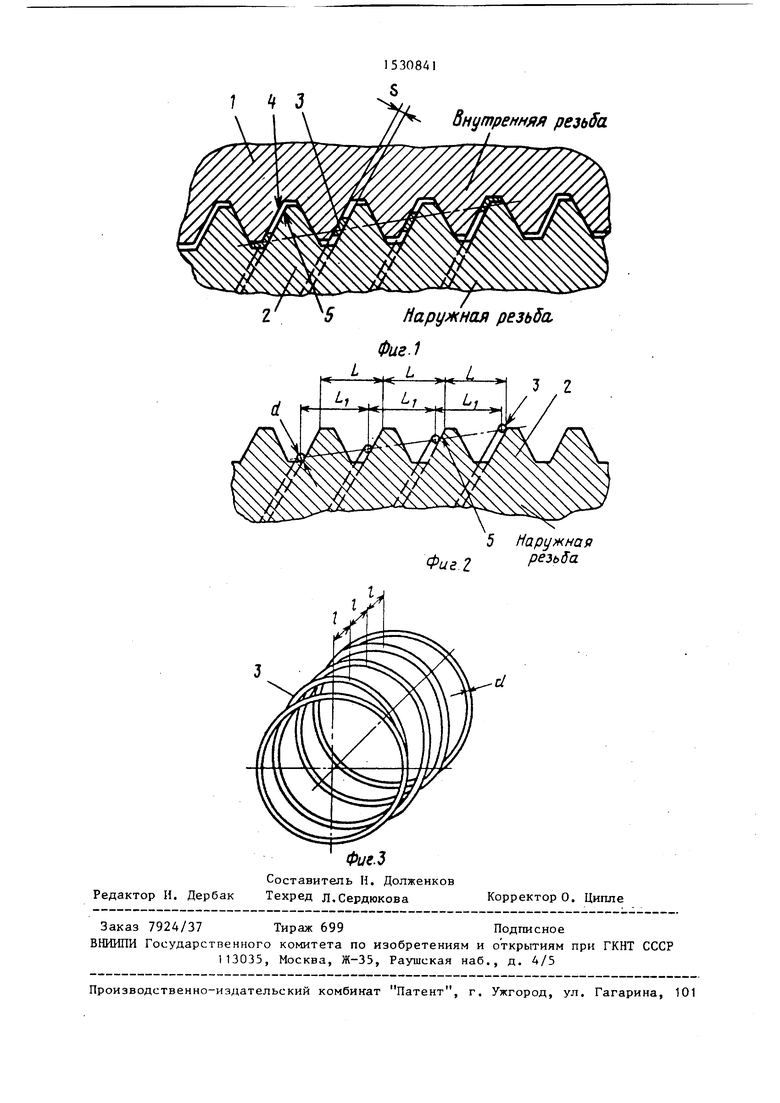
На фиг.1 изображено резьбовое соединение; на фиго2 - охватываемая резьбовая деталь с установленной на ней спиралью; на фиг.З - спираль в свободном состоянии, аксонометрия.
Резьбовое соединение ( содержит охватывающую 1 и охватываемую 2 резьбовые детали, между которыми размещена равномернодеформированная коническая спираль 3. Последняя выполнена из пластичной проволоки, например из отожженной медной, направление витков которой совпадает с направ-- лением резьбы деталей 1 и 2. При этом угол конуса спирали 3 равен тангенсу отнощения высоты профиля резьбы детали 1 или 2 к высоте спирали 3 в свободном состоянии. При соблюдений данного требования начальный виток спирали 3 лежит, например на внутреннем диаметре резьбы охватываемой детали 2 , а последний виток - на уровне наружного диаметра резьбы. Витки спирали 3 контактируют с боковыми поверхностями 4 и 5 резьбы деталей I и 2, заполняя частично или полностью (не показано) зазор G между ЭТИ1-1И поверхностями. При этом профиль витков спирали 3 частично или полностью повторяет форму (профиль) зазора S между боковыми поверхностями 4 и 5 деталей 1 и 2, компенсируя погрешность исполнения резьбы, выбирая допуск на свинчивание и обеспечивая гарантированный радиальный натяг в резьбовом соединении.
ел
со
о
00
При этом крайние витки спирали 3 заполняют полностью зазор между наружными и внутренними диаметрai-ni резьбы охватывающей 1 и охватываемой 2 резьбовых деталей, обеспечивая герметизацию по всему профилю резьбового соединения, Г1аг резьбы (фиг,2) в соединении равен L, а шаг спирали 3 ((}тиг.З) в,свободном состоянии равен 1, причем 1 (0,8-0,9)Ь, при этом диаметр d проволоки, из которой изготовлена спираль 3, равен (1,2-1,3)3, Данное условие обеспечивает процесс пластической деформации материала спирали 3 в процессе свинчивания деталей.
При установке спирали 3, например на охватываемой резьбовой детали 2 (фиг.2) шаг спирали 3 за счет внешнего (принудительного) усилия, прикладываемого к спирали, увеличивается до шага L , большего, чем шаг резьбы детали 2. За счет сил деформации материала спирали 3 последняя находится на детали 2 в дефор1-1ированном состоянии. Силы трения, возникающие при этом, обеспечивают устойчивое положение спирали 3 на детали 2,
Для более надеиного положения на детали 2 и повышения герметизирую- шей способности в самом резьбовом соединении, а также для обеспечения надежного эффекта стопорения в резьбовом соединении количество витков спирали 3 выполняется не менее трех, но не более пяти. Дальнейшее увеличение количества витков спирали 3 приводит к значительному повышению крутящего момента (внешней нагрузки) необходимого для обеспечения свинчивания резьбовых деталей 1 и 2,
Ионтаж резьбового соединения осуществляется следующим образом.
В начале спираль 3 устанавливают или в охватывающую резьбовую деталь 1 или на охватываемую резьбовую деталь 2 (чаще последнее).
Затем охватываемую деталь 2 со спиралью 3 вводят в резьбовое отвер тие охватывающей детали 1 так, что резьба охватывающей детали 1 закусывает начальный виток спирали 3. После этого производят относительно свинчивание деталей одним из известных способов, например при помощи гаечного ключа. Возникающие при
5
0
5
0
5
0
5
0
5
этом в резьбовом соединении силы обеспечивают деформацию материала спирали 3, который равномерно распо лагается в зазоре G между боковыми поверхностями 4 и 5 резьбы деталей 1 и 2, а также частично заполняет зазор между наружными и внутренними диаметрами резьбы последних.
Герметизация и стопорение резьбового соединения заключается в соединении гарантированного радиального натяга в резьбе при свинчивании охватываемой 2 и охватывающей 1 резьбовых деталей за счет деформирования материала спирали 3, расположенной между последними.
Предлагаемое резьбовое соединение обеспечивает надежную герметизацию за счет образования гарантированного радиального натяга по всему профилю резьбы, находящемуся в соединении,и надежное стонорение вследствие возникновения дополнительных сил трения за счет гарантированного радиального натяга. По сравнению с известным решением предлагаемое обеспечивает снижение . трудоемкости изготовления и повышение ремонтопригодности.
Формула изобретения
1, Резьбовое соединение, содержащее охватывающую и охватываемую резьбовые детали с герметизирующим элементом, расположенным между ними, отличающееся тем, что, с целью повьш1ения ремонтопригодности и снижения трудоемкости изготовления герметизирующий элемент выполнен в виде спирали из пластичного материала с направлением навивки, совпадающим с направлением резьбы,
2,Соединение по п.1,о т л и ч а- ю щ е е с я тем, что спираль выполнена из меди,
3,Соединение поп,1, отличающееся тем, что спираль выполнена конической.
4,Соединение поп,1,отлича ю щ е е с я тем, что спираль выпал- нена из проволоки с диаметром, равным 1,2-1,3 величины бокового зазора резьбового соединения.
5,Соединение по п.1, о тли ч а - ю щ е е с я тем, что количество витков спирали составляет от 3 до 5.
1 J
Ь
7л Кнутренняя резьба
Наружная резьба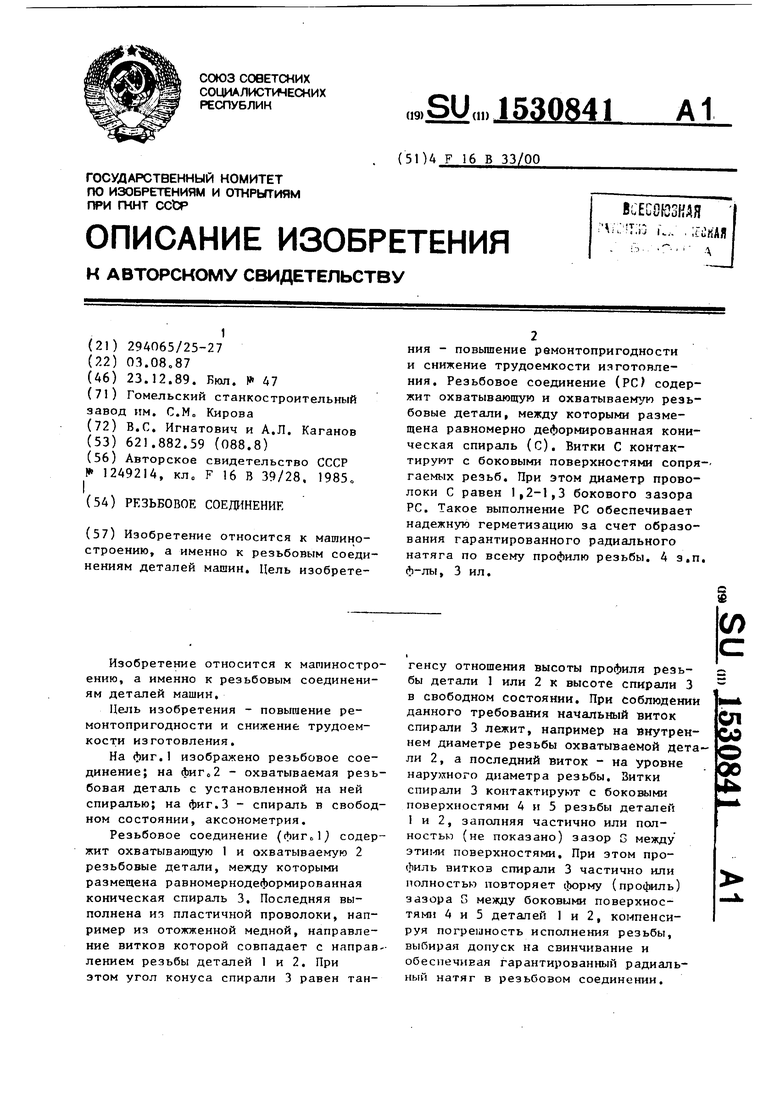
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЙ ОХВАТЫВАЕМЫЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ, ПРЕПЯТСТВУЮЩИЙ НЕПРАВИЛЬНОМУ СВИНЧИВАНИЮ | 2016 |
|
RU2709907C2 |
| СИСТЕМА РЕЗЬБОВЫХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ, ПРЕДОТВРАЩАЮЩАЯ НЕПРАВИЛЬНОЕ СВИНЧИВАНИЕ | 2016 |
|
RU2714871C2 |
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ОСЕВОГО РАССОГЛАСОВАНИЯ МЕЖДУ ОХВАТЫВАЮЩИМ И ОХВАТЫВАЕМЫМ КРЕПЕЖНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2700017C2 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Устройство для плетения сеток | 1991 |
|
SU1821275A1 |
| СПОСОБ И КАЛИБР ДЛЯ ПРОВЕРКИ САМОЗАПИРАЮЩЕЙСЯ РЕЗЬБЫ ТРУБНОГО СОЕДИНЕНИЯ, ИСПОЛЬЗУЕМОГО В НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ | 2009 |
|
RU2512703C2 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ ДЕТАЛИ С ПРОТИВОПОЛОЖНЫМИ ЧАСТЯМИ РЕЗЬБЫ И СООТВЕТСТВУЮЩИМ ТРУБНЫМ РЕЗЬБОВЫМ СОЕДИНЕНИЕМ | 2008 |
|
RU2454525C2 |
| РЕЗЬБОВОЕ ТРУБЧАТОЕ СОЕДИНЕНИЕ С ПОСТЕПЕННО УВЕЛИЧИВАЮЩИМСЯ В ОСЕВОМ НАПРАВЛЕНИИ НАТЯГОМ РЕЗЬБЫ | 2004 |
|
RU2335687C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
Изобретение относится к машиностроению, в частности к резьбовым соединениям деталей машин. Цель изобретения - повышение ремонтопригодности и снижение трудоемкости изготовления. Резьбовое соединение (РС) содержит охватывающую и охватываемую резьбовые детали, между которыми размещена равномерно деформированная коническая спираль (С). Витки С контактируют с боковыми поверхностями сопрягаемых резьб. При этом диаметр проволоки С равен 1,2...1,3 бокового зазора РС. Такое выполнение РС обеспечивает надежную герметизацию за счет образования гарантированного радиального натяга по всему профилю резьбы. 4 з.п. ф-лы, 3 ил.
Редактор И. Дербак
Фиг.
Составитель Н. Долженков Техред Л.Сердюкова
Фиг.
3 Z
5 Наружная Фиг
Корректор О. Ципле
| Самотормозящееся резьбовое соединение | 1985 |
|
SU1249214A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
