Изобретение относится к области комбинированных методов обработки, сочетающих электрическое и механическое воздействия на обрабатываемую поверхность, в частности к электролитам для электроабразивного шлифования.
Целью изобретения является повышение производительности и качества обработки путем увеличения анодного выхода по току и снижения сил трения круга по обрабатываемой поверхности за счет введения в электролит новых компонентов.
В электролит для электроабразивного шлифования деталей из труднообрабатываемых сталей на основе водного раствора солей хлористого и азотнокислого натрия дополнительно вводятся бутиловый ксантогенат калия и тетрафтороборат калия при следующем соотношении компонентов, мас.%:
Хлористый натрий 15-20
Азотнокислый
натрий5-8
Бутиловый ксантогенат калия (KBF)2-4
Тетрафтороборат калия (C HqOC2K) 1-3 ВодаОстальное
Введение тетрафторобората калия как компонента с активирующими фтор- ионами позволяет получить высокую скорость анодного растворения. Это достигается за счет того, что на поверхности металла образуется адсорбированный комплекс, которьй теряет связь с основной массой металла и переходит в раствор. Кроме того,активирующие ионы способствуют уменьшению пассивации анода за счет вытеснения ими кислорода. В результате этого увеличивается производительность электроабразивного шлифования. Введение бутилового ксантогената калия позволяет получить в межэлектродном зазоре шлам, обладающий хорошими антифрикционными свойствами. Эти выделения способствуют уменьI
(Л
ел
го
4Ь
00
шению трения круга с обрабатываемой поверхностью, устраняют засаливание круга, в результате чего улучшается качество обработанной поверхности,
Вновь введенные компоненты в совокупности с хлористым и азотнокислым натрием активно воздействуют на процесс электроалмазного шлифованияt увеличивая анодный выход по току, устраняя пассивирующие пленки и засаливание круга.
Электролит готовят путем растворения всех компонентов в водопроводной воде при комнатной температуре. При приготовлении электролита используют i
5
следующие компоненты: хлористый натрий, азотнокислый натрий, бутиловый ксантогенат калия, тетрафтороборат
калияо
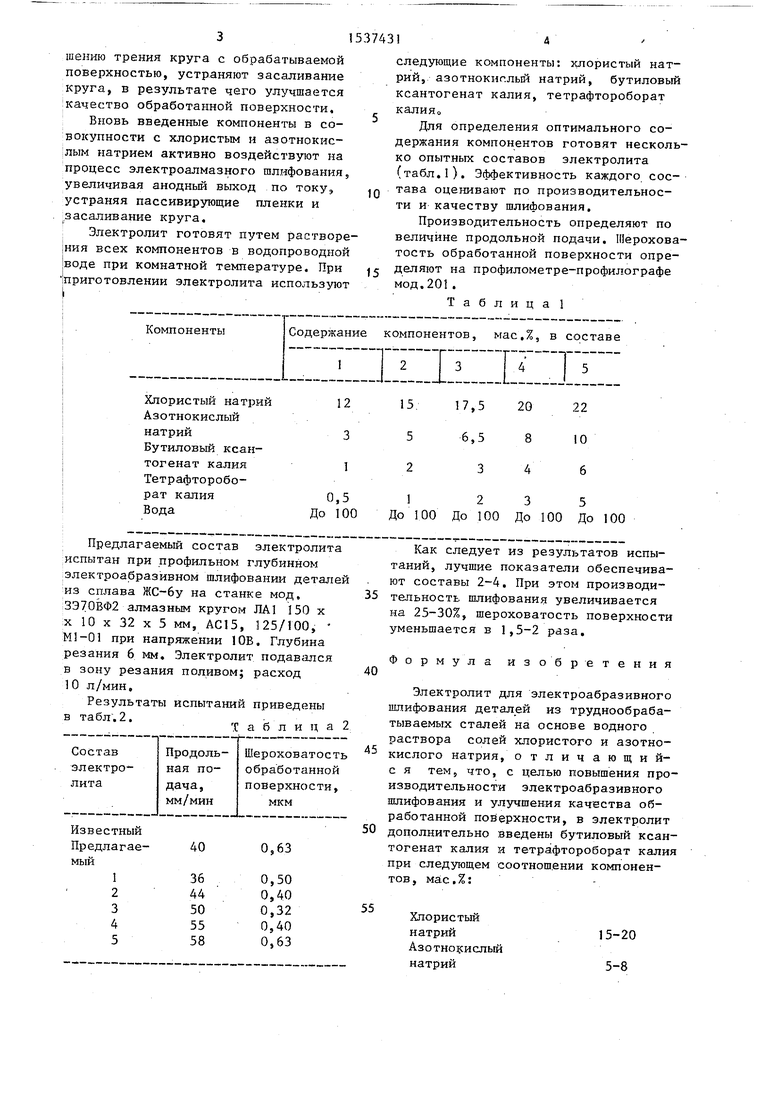
Для определения оптимального содержания компонентов готовят несколько опытных составов электролита (табл.1). Эффективность каждого состава оценивают по производительности и качеству шлифования.
Производительность определяют по величине продольной подачи. Шероховатость обработанной поверхности определяют на профилометре-профилографе мод.201.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2015 |
|
RU2607060C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| .,0'СОЮЗНАЯ ^^:a[.^Hu-^i-Hs'^0*i^4?Дх.1О'^»^*^ | 1973 |
|
SU365230A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Электролит для электролитического шлифования | 1987 |
|
SU1484510A1 |
| СПОСОБ ОБРАБОТКИ ВЯЗКИХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2539283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| Смазка для шлифования твердых сплавов быстрорежущих сталей | 1988 |
|
SU1587062A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
Изобретение относится к комбинированным методам обработки, сочетающим электрическое и механическое воздействия на обрабатываемую поверхность, в частности к электролитам для электроабразивного шлифования. Целью изобретения является повышение производительности и качества обработки путем увеличения анодного выхода по току и снижения сил трения круга по обрабатываемой поверхности. В электролит на основе хлористого и азотнокислого натрия вводят новые компоненты, мас.% бутиловый ксантогенат калия (KBF4) 2 - 4 и тетрафтороборат калия (C4H9OC2K) 1 - 3. 2 табл.
Предлагаемый состав электролита испытан при профильном глубинном электроабразивном шлифовании деталей из сплава ЖС-6у на станке мод, ЗЭ70ВФ2 алмазным кругом ЛА1 150 х х 10 х 32 х 5 мм, АС15, 125/100, Ml-01 при напряжении 10В. Глубина резания 6 мм. Электролит подавался в зону резания поливом; расход 10 л/мин.
Результаты испытаний приведены
в табл 2 Т а б л и ц а 2
Как следует из результатов испытаний, лучшие показатели обеспечивают составы 2-4. При этом производи- тельность шлифования увеличивается на 25-30%, шероховатость поверхности уменьшается в 1,5-2 раза.
Формула изобретения
Электролит для электроабразивного шлифования деталей из труднообрабатываемых сталей на основе водного раствора солей хлористого и азотнокислого натрия, отличающий- с я тем, что, с целью повышения производительности электроабразивного шлифования и улучшения качества обработанной поверхности, в электролит дополнительно введены бутиловый ксантогенат калия и тетрафтороборат калия при следующем соотношении компонентов , мае.%:
Хлористый натрий
Азотнокислый натрий
15-20 5-8
51537431
БутиловыйТетрафтороксантогенатборат калия1-3
калия2-4.ВодаОстальное
| Электролит для электрохимической размерной обработки металлов | 1984 |
|
SU1212719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
