Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается способа электроабразивпой обработки токопроводящим кругом.
Известен способ электрохимического шлифования, в котором правку токопроводящих алмазных кругов выполняют периодически методом обратной полярности. При этом круг является анодом, правящий чугунный брусок - катодом, а смазочно-охлаждающая жидкость - электролит, применяемый при выполнении электрохимического шлифования (Справочник по электрохимическим и электрофизическим методам обработки // Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон и др. Под общ. ред. В.А. Волосатова. - Л.: Машиностроение, 1988. - 719 с.: ил).
Недостатком данного способа является необходимость в периодической остановке процесса обработки для правки круга, что снижает производительность и приводит к снижению качества из-за непрерывного постепенного засаливания рабочей поверхности круга в течение рабочего цикла.
Известен также способ электроабразивной обработки токопроводящим кругом с одновременной правкой последнего (Патент РФ №2268118, МПК В23Н 5/06, 2004). В нем используется электрофизико-химическое воздействие на обрабатываемую деталь в зоне ее контакта с кругом и па круг в зоне его электрического контакта с правящим электродом, с регулированием процессов обработки и правки путем изменения электрических параметров. В процессе обработки измеряют удельное давление абразивного круга на деталь и изменяют пропорционально данному давлению плотность тока правки, подводимого к абразивному кругу посредством правящего электрода. При этом правка осуществляется непрерывно в течение всего рабочего никла и таким образом появилась возможность управлять режущими способностями рабочей поверхности круга и обеспечивать максимальную производительность шлифования.
Недостатком данного способа является необходимость применения правящего электрода, что ограничивает его технологические возможности. Указанный способ нельзя применить для обработки труднодоступных поверхностей, например - отверстий и закрытых пазов из-за невозможности размещения правящего электрода в ограниченном пространстве. Наиболее близким по технической сущности и достигаемому результату является способ электроабразивной обработки токопроводящим кругом токопроводящих деталей, в котором процесс электролитической обработки ведут на асимметричном импульсном токе, при этом при прохождении прямого тока обрабатываемая деталь является анодом, а круг катодом, т.е. при прохождении прямого тока металл обрабатываемой детали растворяется, а при прохождении обратного тока деталь, подлежащая обработке, является катодом, при этом алмазный круг - анодом, и на обрабатываемой поверхности детали происходит восстановление пассивной пленки, а за счет анодного растворения с поверхности алмазного круга удаляется засаливание, причем процесс происходит без дополнительного электрода (SU 259584 A1, В23Н 5/06, 12.12.1969).
Задача, решаемая изобретением, заключается в упрощении способа электроабразивной обработки токопроводящим кругом, в котором процесс обработки детали и правку круга ведут на асимметричном импульсном токе разной полярности.
Поставленная задача достигается тем, что при электроабразивном шлифовании внутренней поверхности детали токопроводящим кругом, включающим электрофизико-химическое воздействие на обрабатываемую деталь и на круг при его правке непосредственно в течение всего рабочего цикла обработки, регулирование процессов обработки и правки путем подачи асимметричных импульсов тока разной полярности создают одну общую электрическую цепь деталь-электролит-круг, а в зону обработки посредством форсунки подают электролит на водной основе, содержащий: NaNO3 3%, NaNO2 1%, Na2CO3 0,5%
В предлагаемом способе используют одну общую электрическую цепь деталь-электролит-круг, что упрощает процесс управления рабочим током и током правки круга.
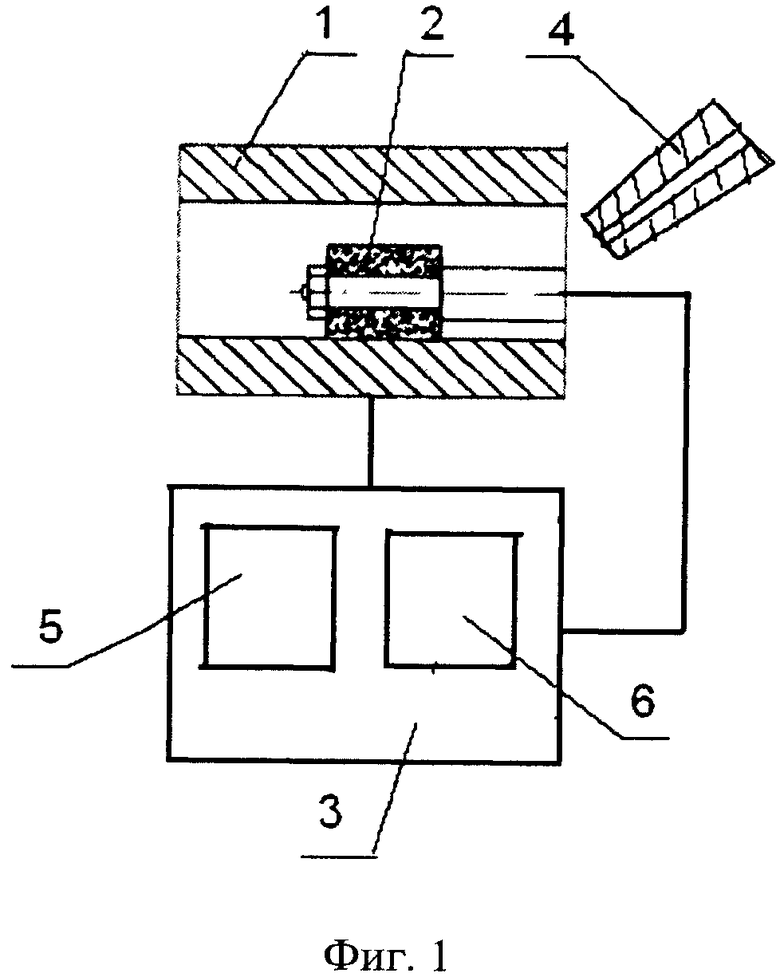
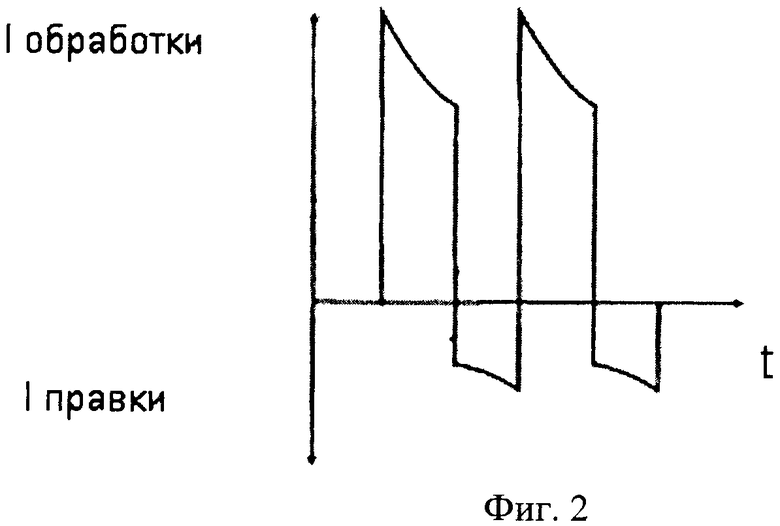
На фиг.1 приведена схема реализации способа, на фиг.2 - графическое представление импульсов тока.
Шлифование внутренней поверхности детали 1 осуществляется кругом 2 па токопроводящей связке при одновременном анодном растворении детали. Электрическая цепь образована деталью 1, крутом 2 и источником питания 3. Для подачи электролита в зону правки и обработки детали служит форсунка 4. За счет подвода электрического тока и наличия электролита создаются условия электрофизико-химического воздействия на деталь 1 и круг 2. При этом восстановление режущей способности круга и электроабразивная обработка детали осуществляется по одной общей электрической цепи деталь-электролит-крут без дополнительного электрода путем подачи ассиметричных импульсов тока разной полярности с источника питания 3 с помощью блока управления симисторами и тиристорами 5 и реле времени микропроцессорного двухканального 6. Токовые режимы (величина тока и время протекания) задаются оператором.
Работоспособность способа проверяли при внутреннем шлифовании легированной стали 9ХС кругом АСВ 125/100 MO4 - 100% на модернизированном внутришлифовальном станке модели ЗК228 В. Модернизация заключалась в приспособлении конструкции станка для создания электрической цепи, проходящей через деталь и алмазный круг на металлической связке. Силовой блок питания подключался к сети переменного тока 220 В, 50 Гц и был дополнительно укомплектован блоком управления симисторами и тиристорами БУСТ и реле времени микропроцессорным двухканальным УТ24. В зону обработки подавался электролит на водной основе (NaNO3 - 3%, NaNO2 - 1%, Na2CO3 - 0,5%) с расходом 0,5 л/мин. Исследования показали, по восстановление режущей способности круга и электроабразивная обработка летали может осуществляться по одной общей электрической цепи деталь-электролит-крут без дополнительного электрода путем подачи ассиметричных импульсов тока разной полярности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ С НЕПРЕРЫВНОЙ ПРАВКОЙ КРУГА | 2003 |
|
RU2239525C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электрохимической обработкидЕТАлЕй | 1977 |
|
SU818796A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
Изобретение относится к электрофизико-химическим методам обработки, в частности к способу электроабразивного шлифования внутренней поверхности деталей из труднообрабатываемых материалов токопроводящим кругом, включающему электрофизико-химическое воздействие на обрабатываемую деталь и на круг при его правке непосредственно в течение всего рабочего цикла обработки, регулирование процессов обработки и правки путем подачи асимметричных импульсов тока разной полярности, при этом создают одну общую электрическую цепь деталь-электролит-круг, а в зону обработки посредством форсунки подают электролит на водной основе, содержащий: NaNO3 3%, NaNO2 1%, Na2CO3 0,5%, что позволяет управлять режущими способностями рабочей поверхности круга и обеспечивать максимальную производительность обработки труднодоступных поверхностей. 2 ил.
Способ электроабразивного шлифования внутренней поверхности детали токопроводящим кругом, включающий электрофизико-химическое воздействие на обрабатываемую деталь и на круг при его правке непосредственно в течение всего рабочего цикла обработки, регулирование процессов обработки и правки путем подачи асимметричных импульсов тока разной полярности, при этом создают одну общую электрическую цепь деталь-электролит-круг, а в зону обработки посредством форсунки подают электролит на водной основе, содержащей: NaNO3 3%, NaNO2 1%, Na2CO3 0,5%.
| 0 |
|
SU259584A1 | |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Электромагнитный дисковый тормоз | 1931 |
|
SU42193A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |

