Изобретение огногнтсл к печной теплотехники и предлачначено преимущественно для использования в система/ управления температурным режимом нагрева MeTajuia в многозонных прохс д- ных нагревательных печа.
Целью изобретения является зели- чение производительности печи
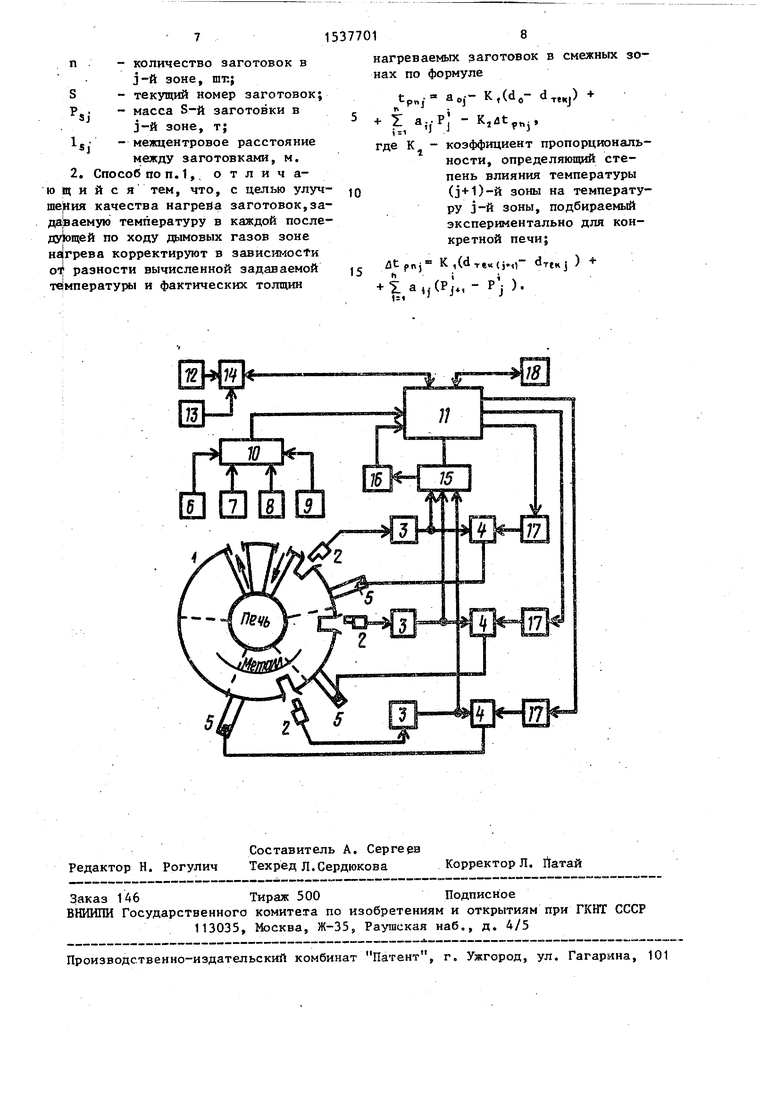
На чертеже представлена блок-схема системы для pea-ni aj ии Г Ю Оба.
Блок-схема содержит печь 1. датчики 2 температуры зоны, нормирующие преобразователи 3, регуляторы 4, регулирующие органы 5, датчики магсы 6,
заготовок 7, скорости 8 движения заготовок, шага 9 укладки заготовок, устройство 10 ввод-вывода, микроЭВМ 11, датчики загрузки 12 и выгрузки 13, устройство 14 ввода инициативных сигналов, коммутатор 15, аналого-цифровой преобразователь 16, цифроанало- говый преобразователь 17, дисплейный модуль 18, причем выходы датчиков 2 температуры соединены с входами норми- руч-чциу преобразователей 3, выходы которых соединены с входами регуляторов -, и коммутатора 15, два выхода которого соединены с одним из входов микел
СО
1 vj
роЭВМ 11 и аналого-цифрового преобразователя 16, выход которого также соединен с входом микроЭВМ 11. Выходы датчиков массы 6, заготовок. 7, скорости 8 движения заготовок и шага 9 укладки заготовок соединены с яхода- ми устройства 10 ввода-вывода, выход которого соединен с входом микроЭВМ. Выход датчика 12 выгрузки соединен с одним из входов устройства 14 ввода инициативных сигналов, на вход которого подсоединен выход датчика 13 выгрузки, а его выход соединен с входом микроЭВМ, вход которой соединен с выходом дисплейного модуля 18. Выходы микроЭВМ 11 соединены с входами цифроаналоговых преобразователей 17, выходы которых соединены с вторыми входами регуляторов 4, выходы которых соединены с регулирующими органами 5.
Устройство работает следующим образом.
Температуру в каждой зоне печи 1 измеряют (посредством радиационных пирометров, визируемых на дно карбо- фраксового стакана) датчиками 2, преобразуют их в стандартный сигнал (0-5 мА или 0-10 В) посредством преобразователей 3 и поддерживают ее на заданном уровне регуляторами 4, воздействующими на расход топлива при помощи регулирующих органов 5. Загрузка и выгрузка заготовок фиксируется соответственно датчиками загрузки 12 и выгрузки 13, сигналь: от которых через устройство 14 поступают в .микро- ЭВМ 11. При этом последняя формирует сигнал, и срабатывает устройство 10, посредством которого в микроЭВМ вводится информация от датчиков массы 6, толщина 7, скорости 8 продвижения заготовок в печи и шага 9 укладки заготовок на подину. С дисплейного модуля 18 вводится информация о коэффициентах полинома, величина длины зон нагрева, коэффициентах пропорциональности, марке металла, опорных значениях толщины заготовок и другая технологическая информация. Все перечисленные данные для загружаемой в печь заготовки составляют массив параметров садки. Посаженной заготовке присваивается последующий порядковый номер (из натурального ряда действительных чисел) по отношению к последней заготовке, лежащей на полу печи, Фиксируется время ее посада (порядок
5 Q
5
0
5
0
5
номеров заготовок нагреваемых в печи, убывает к окну вьтрузги).
Таким образом, в оперативном запоминающем устройстве микроЭВМ 11 формируется массив заготовок, в которой собрана вся информация о каждой из заготовок, нагреваемых в печи.
При выдаче очередной заготовки из печи срабатывает датчик 13 выгрузки, формируется инициативный сигнал посред- ством устройства 14 и поступает в микроЭВМ. При получении сигнала выгрузки, микроЭВМ подает команду на сдвиг информации в массиве заготовок, и порядковый номер в МЗ сдвигается на один к окну загрузки.
Если па стороне загрузки сажается заготовка новой марки металла, то между предыдущим и посаженным металлом создается пробел (наличие пробела при одновременном нагреве разнородного металла обосновало технологией нагрева заготовок в кольцевой печи), который учитывается в последней заготовке предыдущей посаженной марке металла.
Таким образом, микроЭВМ следит за продвижением заготовок в печи в процессе их нагрева.
После очередной загрузки или выгрузки заготовок из печи в микроЭВМ рассчитывается текущая производительность зон нагрева.
Текущую производительность зон нагрева рассчитывают следующим образом. Суммируют коды соответствующие меж- центровому расстоянию между заготовками, начиная с первой заготовки до тех пор, пока величина суммы не достигнет значения, равного или большего длины зоны нагрева. Предполагают, что это произойдет после n-й заготовки, т.е.
i
Set
Так как тождественное равенство маловероятно, находят остаток граничной длины j-й заготовки
S)
L
Г
L.
1Ч
J 1Г, sj S
Таким образом, следует, что п-я заготовка расположена на границе зон, и длина L.- n-й заготовки расположена (j-l)-ft зоне.
Одновременно рассчитывают суммарную массу заготовок, расположенных в j-й зоне i P.. .
S-- 31
После этого в микроЭВМ рассчитывается текущая производительность j-й зоны нагрева.
Расчет текущей производительности для (j-l)-H зоны начинается с (п+ 1) заготовки до К-й, с учетом длины заготовки. Для последующих зон текущая производительность рассчитывается аналогичным образом.
Сигналы, соответствующие температуре в каждой зоне печи, с выхода преобразователей 3 поступают на вход коммутатора 15 аналоговых сигналов. МикроЭВМ циклически подключает выходы преобразователей 3 к входу аналого- цифрового преобразователя 16, с выхода которого сигналы з цифровом коде, соответствующие температуре зон нагрева, поступают в память микроЭВМ 11.
С дисплейного модуля 18 в память микроЭВМ 11 заносятся данные о коэффициентах полинома а,у. Коэффициенты полинома рассчитываются методом наименьших квадратов исхода из зональной модели нагрева круглых заготовок. В основу расчета положены данные, регламентирующие режимы нагревают стали всех марок согласно технологическим инструкциям.
В оперативном запоминающем устройстве и памяти микроЭВМ 11 находятся все данные для расчета задания регуляторам температуры зон печи. Расчет производится с периодом Т , где
С - цикл между расчетами задания температуры, который выбирается экспериментально.
Таким образом, рассчитанные микроэвм 11 значения температур в зонах t ., подаются посредством цифроана- логового преобразователя 17 в качестве заданий на регулятор 4 температур в зонах, которое в свою очередь отрабатывают регулирующие воздействия на расход топлива при помощи регулирующих органов 5, постоянно сравнивая заданные значения температур в зонах с текущими, измеряемыми радиационными пирометрами 2 и преобразуемыми нормирующими преобразователями 3.
Кроме того, с целью улучшения качества нагрева заготовок с учетом теплового взаимовлияния оценивается по разности 4tpnj между температурами, поданной на управление (j+1)ft зоны и рассчитанной для производительности по ходу движении неталпа в зоне нагрева Р .
Таким образом, в микроЭВМ 11 рассчитывается задание регуляторам тем пературы зон печи с учетом теплового взаимовлияния зон, и подается посред ством цифроаналогового преобразователя 17 в качестве задания на регуляQ торы 4 температур соответствующих зон печи.
Использование предлагаемого способа управления нагревом заготовок в кольцевой нагревательной печи обес5 печивает существенное повышение производительности печи за счет уменьшения Удельного времени нагрева металла.
Формула изобретения
1. Способ управления нагревом заготовок в кольцевой нагревательной печи, предусматривающий измерение тем5 пературы в зонах кагрева, сравнение их с заданными и .воздействие на расход топлива, подаваемого в зоны нагрева, отличающийся тем, что, с целью повышения производительности
0 печи, измеряют толщину массу, шаг
укладки и темп продвижения, а величину задаваемых температур зон нагрева вычисляют по формулеп-,
рП )
J
- K,(d0dTf Kj)
+ - it
14J
PJ
35
где
p.
ш
0
prj
5
m
a°;
0
rexj
PJ
5
температура в месте установки стакана радиационного пирометра в j-й зоне; порядок полинома (т 2-3);
-коэффициент, подбираемый экспериментально для конкретной печи;
-опорное и текущее значения толщины заготовки в j-й зоне;
-производительность в j-й зоне, т/ч;
-номер коэффициента полинома и одновременно степень, в которую необходимо возвести значение Р;
-длина j-й зоны, м;
sj
-количество заготовок в j-й зоне, шт.;
-текущий номер заготовок;
-масса S-й заготовки в j-й эоне, т;
ls- - межцентровое расстояние между заготовками, м.
2. Способ по п.1, отличающийся тем, что, с целью улучшения качества нагрева заготовок,задаваемую температуру в каждой последующей по ходу дымовых газов зоне нагрева корректируют в зависимости от разности вычисленной задаваемой температуры и фактических толщин
5
нагреваемых заготовок в смежных зонах по формуле
ae,- Kf(d0- d .,«,„) +
-р«Г °J + t a;,.PJ TtHJ
К7,
i«. Ч
где К - коэффициент пропорциональности, определяющий степень влияния температуры (j+O-й зоны на температуру j-й зоны, подбираемый экспериментально для конкретной печи;
) +
at
pnj
h
+ 1 а in
К ,(d TtK (j,p d .,PJ.,- PJ ).
тен
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления нагревом заготовок в кольцевой нагревательной печи | 1987 |
|
SU1479812A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Устройство для контроля производительности нагревательной печи | 1986 |
|
SU1352516A1 |
| Система регулирования горения топлива в проходной нагревательной печи | 1983 |
|
SU1149107A1 |
| Устройство для регулирования режима индукционного нагрева | 1976 |
|
SU541155A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1992 |
|
RU2037538C1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Устройство индукционного нагрева ферромагнитного материала | 1982 |
|
SU1082846A1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
Изобретение относится к печной теплотехнике и предназначено преимущественно для использования в системах управления температурным режимом нагрева металла в многозонных проходных нагревательных печах. Цель - увеличение производительности печи. С этой целью измеряют толщину, массу, шаг укладки и темп продвижения заготовок, измеряют температуры в зонах нагрева, сравнивают их с заданными значениями и воздействуют на расход топлива, подаваемого в зоны нагрева, при этом величину задаваемых значений температур для регуляторов рассчитывают по предлагаемой формуле. Для учета степени теплового взаимовлияния зон нагрева, задаваемую температуру в каждой последующей по ходу дымовых газов зоне нагрева корректируют в зависимости от разности вычисленных температур и фактических толщин нагреваемых заготовок в смежных зонах по предлагаемой формуле. 1 з.п. ф-лы, 1 ил.
| 0 |
|
SU179787A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ управления нагревом заготовок в многозонной проходной печи | 1973 |
|
SU441298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
