Изобретение относится к сварке, в частности к методам восстановления цилиндрических поверхностей стальных и чугунных деталей электродуговой наплавкой, и может быть использовано в машиностроении, а также в системе агропрома при восстановлении дефектных и изношенных деталей.
Цель изобретения - улучшение обрабатываемости поверхности, наплавленной материалом, отличающимся по составу от основного материала, и снижение расхода наплавочных материалов.
Суть изобретения заключается в следующем: перед наплавкой изношенную поверхность детали подвергают механической обработке, после чего ее наплавляют материалом заданного состава и обрабатывают под номинальный размер.
При этом механическую обработку под наплавку выполняют на минимальную величину, при которой охлаждение на воздухе слоя после однопроходной наплавки приводит с учетом припуска на последующую обработку к отсутствию структурной неоднородности в зоне механической обработки наплавленной поверхности.
В отдельных случаях это позволяет также исключить и зону закалки из зоны механической обработки.
Ограничение величины предварительной механической обработки обеспечивает отсутствие в зоне последующей механической обработки слоя с явно выраженной структурной неоднородностью, при этом расход наплавочных материалов, определяемый величиной
СП
00 QD
ОС
расточки и припуском под обработку, будет минимален. Уменьшение величины припуска приводит к появлению чернот на обрабатываемой поверхности, а уменьшение величины механической обработки - к затруднению мехобработ- ки (повышенная твердость и неравномерность свойств наплавленного металла) и появлению дефектов на восста- навливаемой поверхности из-за наличия в поверхностном слое наплавленного материала как закалочных структур, так и зон со структурной неоднородностью.
Конкретная величина механической обработки подбирается экспериментально в зависимости от конкретного способа наплавки (дуговая в среде защитных газов, под флюсом), толщины детали, марки материала и т.д.
Пример . Восстанавливают отверстие 0 110 мм чугунных корпуса и крышки редуктора ЭСВМ. Длина образующей цилиндрической поверхности отвер- стия - 30 мм.
Перед наплавкой деталь с отверстием растачивают до ft 114 мм. Оптимальные величины расточки отверстия и толщины наплавленного слоя определялись экспериментально.
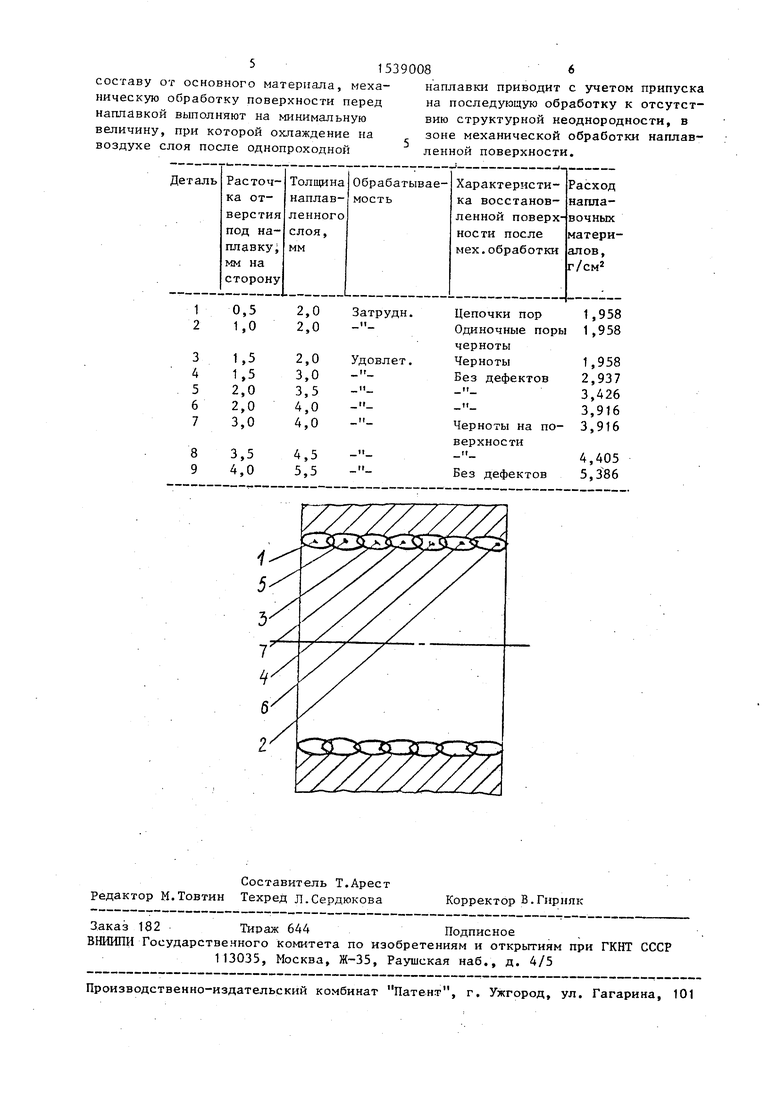
Результаты экспериментов представлены в таблице.
Деталь устанавливают на сварочный манипулятор типа М-11050, таким об- разом, чтобы ось отверстия совпадала с осью вращения манипулятора. Наплавку производят с применением сварочного полуавтомата типа ПДГ-508 с источником питания ВДУ-506, на посто- янном токе обратной полярности самозащитной сварочной проволокой ПАИЧ-11 ф ,2 мм. Режим наплавки: напряжение -дуги - 15-17 В , сварочный ток - 120- 140 А; скорость сварки - 14-18 м/ч. Ширина валиков 3-4 мм, высота наплавки 3-4 мм. Величина перекрытия не менее 1/3 ширины валика.
Предлагаемый способ поясняется чертежом.
Наплавку отверстий производят в следующей последовательности.
Кольцевые валики 1 и 2 выполняют последовательно, по противоположным краям отверстия нормально его образу- ющей, а кольцевой валик 3 и последующий валик 4 первого прохода выполняют на максимальном удалении от предшествующего с шагом между соседними валикаю 4,5-5 мм. Каждый кольцевой валик .выполняют без обрыва дуги с перекрытием по длине 3-5 мм и в процессе остывания проковывают частыми несильными ударами молотка. Перекрытие валиков первого прохода (поз.1,2,3,4) выполняют после их остывания до t - на тех же режимах. Перед наплавкой очередного валика наплавляемую поверхность зачищают от брызг металла и других возможных загрязнений.
Так, например, при расточке отверстия под наплавку, равной 0,5 мм, из- за происходящего в процессе наплавки перемешивания основного и наплавляемого металла возникают закалочные структуры, затрудняющие последующую механическую обработку, появляются поры (поз. 1).
С увеличением припуска под наплавку (поз. 2,3,7,8) закалочные структуры перестают оказывать влияние на механическую обработку, но из-за малого припуска на восстанавливаемой поверхности после механической обработки остаются черноты, делающие детали непригодными к эксплуатации.
При оптимальных величинах расточки и толщины наплавленного слоя (поз. 4,5,6) изобретение позволяет получить пластичный, удовлетворительно обрабатываемый наплавленный слой, лишенный дефектов после механической обработки, при минимальном расходе наплавочных материалов.
Таким образом, использование изобретения позволяет при восстановлении изнашивающихся материалов улучшить обрабатываемость наплавленной поверхности и снизить расход наплавочных материалов.
Формула изобретения
Способ восстановления изношенных цилиндрических поверхностей деталей электродуговой наплавкой, при котором производят предварительную механическую обработку поверхности под наплавку, ее наплавку и последующую механическую обработку под номинальный размер, отличающийся тем,что, с целью снижения расхода наплавочных материалов и улучшения обрабатываемости поверхности, наплавленной материалом, отличающимся по
составу от основного материала, механическую обработку поверхности перед наплавкой выполняют на минимальную величину, при которой охлаждение на воздухе слоя после однопроходной
наплавки приводит с учетом припуска на последующую обработку к отсутствию структурной неоднородности, в зоне механической обработки наплавленной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта смятия и износа головки рельсов в зоне сварного стыка электродуговой наплавкой | 2019 |
|
RU2708126C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2018 |
|
RU2675306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С НАПЛАВЛЕННЫМ ПОКРЫТИЕМ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2003 |
|
RU2255845C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2017 |
|
RU2660537C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2382695C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ РЕЛЬСА (ВАРИАНТЫ) | 2022 |
|
RU2779781C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
Изобретение относится к технологии восстановления цилиндрических поверхностей стальных и чугунных деталей электродуговой наплавкой и может быть использовано в машиностроении, а также в системе агропрома при восстановлении дефектных и изношенных деталей. Цель изобретения - улучшение обрабатываемости наплавленной поверхности и снижение расхода наплавочных материалов. Перед наплавкой выполняют механическую обработку восстанавливаемой цилиндрической поверхности деталей на величину, исключающую возможность попадания дефектов и закалочных структур в зону резания при последующей наплавке с заданным припуском на обработку. 1 ил., 1 табл.
1,5
1,5 2,0 2,0 3,0
2,0 3,0 3,5
4,0 4,0
Удовлет. п
и
и
и
в
по
1,958 2,937 3,426 3,916 3,916
| Способ электродуговой наплавки | 1979 |
|
SU780343A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
