Изобретение относится к способам наплавки любых трехмерных металлических поверхностей с использованием лазерного излучения, электрической дуги и присадочного материала в виде проволоки и может быть применено в различных отраслях промышленности для изготовления новых и восстановления изношенных деталей машин и механизмов, инструмента к которым предъявляются высокие требования к качеству наплавленного слоя.
В настоящее время разработано достаточно много способов наплавки с целью изготовления новых и восстановления изношенных деталей машин и механизмов, инструмента путем создания заданных геометрических размеров и эксплуатационных (служебных) свойств наплавленного слоя [1]. Каждый из существующих способов имеет свои преимущества и недостатки, которые характеризуются конкретными технико-экономическими показателями, определяющими эффективные области применения технологического процесса наплавки. Однако ни один из существующих способов наплавки не является универсальным, служебные свойства наплавленных слоев далеко не всегда удовлетворяют современным требованиям эксплуатации машин и механизмов, а технико-экономические показатели технологических процессов наплавки не всегда соответствуют требованиям современного производства.
Наплавку можно производить почти всеми известными способами сварки плавлением. Важнейшие технические требования, предъявляемые к наплавке, заключаются в следующем:
• Минимальное проплавление основного металла.
• Минимальные тепловые вложения в наплавляемую деталь.
• Минимальные деформации наплавляемой детали.
• Минимальные припуски на последующую механическую обработку.
• Высокое качество наплавленного слоя.
При всем многообразии существующих способов наплавки инженеру-технологу достаточно сложно обосновать и выбрать способ наплавки, так как это сопряжено с тщательным анализом технико-экономических показателей технологического цикла изготовления всей детали и условий ее эксплуатации [2].
Существующие в настоящее время способы наплавки концентрированными потоками энергии - газопламенными, электродуговыми, плазменными, индукционными, электронно-лучевыми, лазерными достаточно хорошо известны и изучены. С момента зарождения они прошли свой эволюционный путь развития, с успехом применяются во многих отраслях промышленности, но к настоящему времени их потенциальные технические возможности наплавки подошли к своему технологическому пределу.
Стремительное развитие лазерной техники и лазерных технологий позволило создать новые способы технологии лазерной наплавки [3, 4].
К основным технологическим преимуществам технологии наплавки непрерывным лазерным излучением по сравнению с альтернативными технологиями наплавки, можно отнести следующие факторы:
1. Минимальные тепловые вложения в наплавляемую деталь и минимальные зоны термического влияния.
2. Сохранение геометрических размеров наплавленной детали в заданном поле допуска.
3. Минимальная глубина проплавления основного металла, которая может находиться в пределах от нескольких десятков микрон до нескольких сот микрон.
4. Возможность сформировать заданныеэксплуатационные (служебные) свойства за один проход при минимальной толщине наплавленного слоя от нескольких десятков до нескольких сот микрон.
5. Высокое качество наплавленного слоя
6. Минимизация припусков на последующую механическую обработку наплавленного слоя.
Существующие в настоящее время различные способы лазерной наплавки, применяемые в промышленности, несмотря на преимущества по сравнению с альтернативными технологиями наплавки, имеют ряд существенных технологических и технико-экономических недостатков [3].
Основными недостатками способов лазерной наплавки являются:
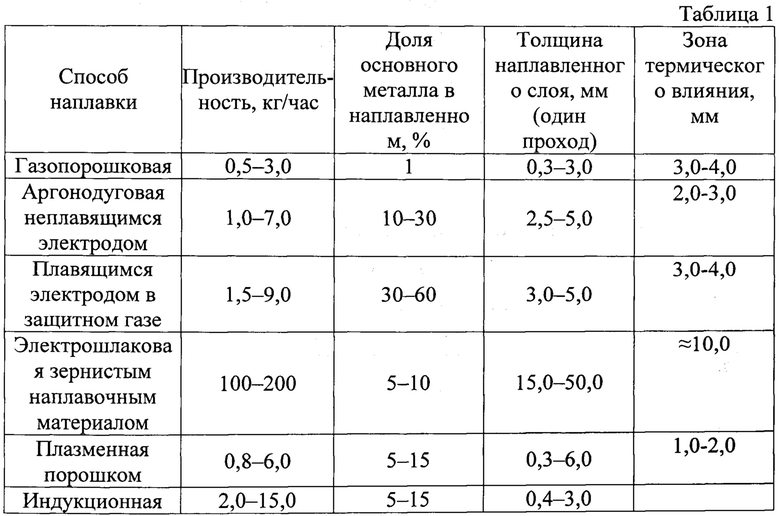
1. Низкая производительность способов лазерной наплавки, которая составляет примерно 0,4-0,5 кг/час на 1 кВт мощности луча лазера, Таблица 1.
2. Высокое значение коэффициента отражения лазерного излучения от обрабатываемой поверхности, значительно снижающий эффективный коэффициент полезного действия - КПД процесса наплавки.
3. Высокая стоимость 1 кВт мощности лазерного излучения по сравнению с 1 кВт мощности электрической дуги, плазменной струи и индукционной наплавки увеличивает технологическую себестоимость процесса лазерной наплавки.
4. Низкое значение производительности технологии лазерной наплавки значительно снижает его конкурентоспособность по сравнению с альтернативными технологиями наплавки, Таблица 1 [2]

Несмотря на вышеперечисленные недостатки технология лазерной наплавки в значительной степени нивелируют недостатки, присущие известным традиционным способам наплавки и позволяет получить новые качества наплавленного слоя [3, 4].
В настоящее время разработаны два основных способа лазерной наплавки: газопорошковая лазерная наплавка и наплавка проволокой.
1. Способ газопорошковой лазерной наплавки - ГПЛН, непрерывным лучом лазера. А.С. №1091447, №1582487, №1568389, №1575467, №1605446, №1347295, №1107425, №1091447, №1822047, патент RU 2165997 С2.
Сущность способа газопорошковой лазерной наплавки непрерывным лучом лазера заключается в принудительной подаче газовым потоком порошка определенной дисперсности непосредственно в зону наплавки (детали).
Частицы порошка начинают нагреваться в зоне действия луча лазера вплоть до попадания на наплавляемую поверхность [3].
2. Способ лазерной наплавки проволокой представляет собой одновременный подвод к зоне наплавки наплавочной проволоки и лазерного излучения. Наплавочный металл, расплавляясь под действием луча лазера, образует наплавочный валик и кристаллизуется к моменту ухода лазерного излучения из зоны наплавки. Таким образом формируется наплавленный слой.
Низкое значение производительности лазерной наплавки объясняется высоким значением коэффициента отражения и рассеяния энергии лазерного излучения от обрабатываемой поверхности [3]. Лазерная наплавка обладает низким значением эффективного коэффициента полезного действия - КПД технологического процесса.
Необходимо отметить, что технология наплавки является родственной технологии сварки. ГОСТ Ρ 58904-2020, статья 2.1.9.1 дает следующее определение наплавки: Наплавка материала на поверхность для получения необходимых свойств и(или) размеров. Одним из коренных отличий технологии наплавки от технологии сварки является то, что при заданной погонной энергии глубина проплавления основного металла (поверхности на которую производится наплавка) при наплавке должна быть минимальная, и в идеале должна стремиться к нулю, не достигая его и обеспечивая металлургическую связь наплавленного слоя с основным металлом, а при сварке глубина проплавления должна быть наибольшая
Увеличение глубины проплавления не позволяет сформировать заданные служебные (эксплуатационные) свойства в первом наплавленном слое
Лазерная наплавка производится в режиме теплопроводности (проводимости). [3].
В зависимости от режима сварки (наплавки) изменяется коэффициент поглощения лазерного излучения. Например, при лазерной сварке нержавеющей стали поглощение лазерного излучения в режиме проводимости составляет примерно 15%, а в режиме образования канала приблизительно 65%. [6]
Повысить производительность процесса лазерной наплавки можно если использовать отраженную энергию лазерного излучения в тепловом балансе процесса нагрева и плавления сварочной проволоки.
Низкая производительность технологического процесса лазерной наплавки в сочетании с большой стоимостью лазерного оборудования (высокая стоимость 1 кВт мощности лазерного луча) приводит к высоким значениям технологической себестоимости и, соответственно, к падению конкурентоспособности технологии лазерной наплавки по сравнению с альтернативными технологиями наплавки.
Целью изобретения является повышение производительности на один кВт мощности луча лазера, снижение технологической себестоимости процесса лазерной наплавки и значительное снижение стоимости лазерных технологических комплексов для наплавки путем замены высокой стоимости одного кВт мощности лазерного излучения на более низкую стоимость (более чем на порядок) одного кВт мощности электрической дуги.
Задачами изобретения являются:
1) повышение экономической эффективности процесса лазерной наплавки за счет замены дорогой энергии лазерного луча на более дешевую энергию электрической дуги.
2) увеличение производительности процесса наплавки.
Как известно, технология электродуговой наплавки обладает рядом существенных технико-экономических преимуществ по сравнению с лазерной наплавкой. К ним относятся:
1. Стоимость сварочного источника энергии для электродуговой наплавки в несколько раз ниже стоимости лазерного источника энергии для наплавки, по сравнению с лазерным оборудованием. Стоимость 1 кВт мощности луча лазера более чем на порядок выше по сравнению со стоимостью 1 кВт мощности электрической дуги.
2. Производительность процесса электродуговой наплавки на 1 кВт мощности электрической дуги в несколько раз выше по сравнению с производительностью процесса лазерной наплавки 1 кВт мощности луча лазера.
3. КПД сварочного источника энергии достигает значение 75%, а волоконных и диодных лазеров 25 - 40%.
Но кроме преимуществ технология электродуговой наплавки имеет ряд существенных недостатков [5]:
1. Срыв электрической дуги при высоких скоростях наплавки.
2. Неустойчивость («блуждение») электрической дуги (эффект магнитного дутья).
3. Высокое значение глубины проплавления металла, достигающее нескольких мм.
4. Значительные тепловые вложения в наплавляемую деталь приводящие к выходу геометрических размеров детали за поле допуска.
5. Большие зоны термического влияния, достигающие нескольких мм.
6. Значительные припуски на последующую механическую обработку составляющие несколько мм.
Решение поставленных задач достигается тем, что с целью снижения технологической себестоимости процесса наплавки, повышения производительности процесса лазерной наплавки авторы объединили действие лазерного луча и электрической дуги в единый технологический процесс.
Такой технологический процесс называется гибридным [4].
Гибридным технологическим процессом лазерно-дуговой наплавки называется такой способ наплавки при котором действие лазерного излучения и электрической дуги совмещены в пространстве и во времени в зоне обработки.
В предлагаемом способе гибридной технологии лазерной наплавки используются следующие физические эффекты:
1. Угол падения луча лазера равен углу отражения от обрабатываемо поверхности.
2. В зоне воздействия луча лазера при определенной плотности мощности, называемой пороговой  образуется приповерхностная лазерная плазма [3].
образуется приповерхностная лазерная плазма [3].
3. Лазерная плазма позволяет стабилизировать геометрическое положение электрической дуги к зоне образования плазмы за счет формирования дополнительного канала проводимости и повысить ее устойчивость при высоких скоростях наплавки.
Объединение (интеграция) двух энергетических источников в единый технологический процесс наплавки позволяет нивелировать или полностью устранить недостатки каждого способа наплавки и получить новые качества недостигаемые при применении каждого способа наплавки в отдельности.
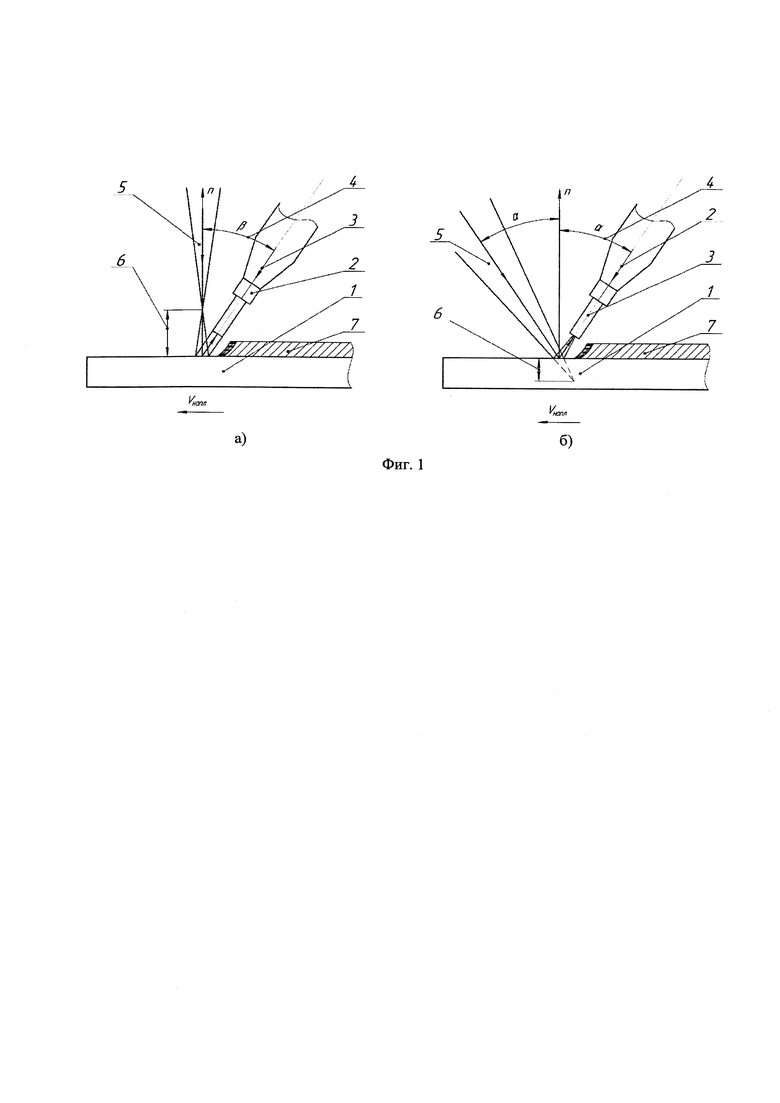
Сущность изобретения поясняется чертежом - Фиг. 1, на которых изображено: схема лазерной наплавки при традиционном способе подачи проволоки в зону наплавки - Фиг. 1а) и при гибридной лазерно-дуговой наплавке - Фиг. 1б):
Где, 1 - деталь (основной металл);
2 - сопло для подачи проволоки;
3 - наплавочная проволока;
4 - угол подачи проволоки;
5 - лазерный луч;
6 - величина дефокусировки;
7 - наплавленный валик;
8 - угол падения лазерного луча.
Способ включает наплавку в среде защитных газов при одновременном воздействии лазерного луча и электрической дуги на одну сварочную ванну наплавочного валика.
Известен способ лазерной наплавки проволокой RU 2502588. Способ предполагает, что присадочная проволока подается к наплавляемой поверхности и плавится под действием лазерного излучения, образуя наплавочный валик.
Недостатком способа лазерной наплавки является низкая производительность процесса, которая составляет примерно 0,4-0,5 кг/час на 1 кВт мощности луча лазера
Известен способ лазерно-дуговой сварки плавящимся электродом алюминия и алюминиевых сплавов RU 2440221 С1.
Недостатком способа является большая глубина проплавления, которая не позволяет сформировать заданные служебные (эксплуатационные) свойства в наплавленном слое.
Известен способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения RU 2668625 С1.
Любой вид сварки плавлением характеризуется необходимостью получения наибольшей глубины проплавления основного металла при минимальном значении погонной энергии.
Данный способ гибридной лазерно-дуговой сварки является неприемлемым для наплавки из-за большой глубины проплавления
Известен способ гибридной лазерно-дуговой наплавки изделия из металла RU 2708715 С1.
Недостатком данного способа гибридной лазерно-дуговой наплавки является низкое значение удельной производительности процесса наплавки (вес наплавленного металла в час на 1 кВт мощности луча лазера), так как мощность луча лазера не превышает 200 Вт, при этом часть мощности луча лазера отражается от поверхности и не используется для нагрева наплавочной проволоки, что снижает энергетическую эффективность процесса наплавки.
Известен способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов RU 2708715 С1.
Способ не может быть применен для наплавки так как характеризуется значительной глубиной проплавления основного металла.
Известны гибридные сварочные аппараты, системы и методы US 8890030 В2.
Данные гибридные сварочные аппараты, системы и методы гибридной лазерно-дуговой сварки не могут применяться для наплавки, так как они характеризуется значительной глубиной проплавления.
Известен метод и аппаратура для гибридной сварки в защитном газе US 6469277 В1.
Данный метод не может быть применен для наплавки вследствие большой глубины проплавления основного металла.
Известна головка для лазерно-дуговой сварки композитных материалов JP 2009262182 А.
Основной целью разработанной головки для лазерно-дуговой сварки композитных материалов является подавление сварочных дефектов.
Применять данную сварочную головку для наплавки не рекомендуется вследствие большой глубины проплавления основного металла.
Общим недостатком процессов лазерно-дуговой сварки является повышенное значение глубины проплавления, что не удовлетворяет техническим требованиям процесса наплавки по минимизации глубины проплавления основного металла и, соответственно, получения минимального значения коэффициента перемешивания основного и наплавочного металла.
Предложен способ лазерно-дуговой наплавки стали и сплавов, включающий выполнение наплавки при одновременном воздействии отраженного от наплавляемой поверхности непрерывного лазерного излучения и дуги на сварочную проволоку в среде защитных газов, при этом в процессе наплавки лазерный луч и дуговую горелку наклоняют на одинаковый угол углом α в противоположные стороны относительно нормали к наплавляемой поверхности, а отраженный от наплавляемой поверхности лазерный луч попадает в торец наплавочной проволоки, Фиг. 1б. Применяемый данный способ гибридной лазерно-дуговой наплавки позволяет значительно увеличить эффективный коэффициент полезного действия процесса наплавки и соответственно производительность Дуговую горелку устанавливают после лазерного луча по ходу его движения, то есть наплавку осуществляют углом назад. Отраженный от наплавляемой поверхности луч лазера направляют в торец наплавочной проволоки, который является дополнительным источником нагрева и плавления наплавочной проволоки, а направление наплавочной проволоки совпадает с осью отраженного луча лазера.
Наплавку осуществляют на дуге обратной полярности с целью уменьшения глубины проплавления металла основы [5].
Дуга обратной полярности зажигается между торцом проволоки и центром пятна нагрева сфокусированного луча лазера, в зоне которого образуется приповерхностная лазерная плазма, стабилизирующая геометрическое положение электрической дуги в пространстве, исключающее ее отклонение из-за магнитного дутья и ее срыва при высоких скоростях наплавки.
Оптимальное значение угла α находится в пределах: 0°<α<45° и определяется видом переноса расплавленного металла: капельный, струйный, синергетический, а также геометрией наплавляемой поверхности и теплофизическими характеристиками наплавляемого металла.
С целью улучшения формирования геометрии наплавленного валика и минимизации глубины проплавления основного металла применяют сканирование луча лазера с определенной частотой, амплитудой и геометрической формой сканирования. Частота и геометрическая форма сканирования определяются условием минимизации глубины проплавления наплавленного валика с металлом основы.
Амплитуда сканирования определяется диаметром наплавочной проволоки и шириной наплавляемого валика.
Совокупность отличительных признаков положительно влияет на выполнение технических требований, предъявляемых к технологическому процессу наплавки.
Способ опробован при наплавке сварочной проволокой Св08Г2С на сталь 40Х.
Лазерно-дуговую наплавку проводили в среде инертного газа аргона на волоконном лазере модели ЛС-6П4 с использованием инверторного источника питания модели EVOMIG 350 ProFe.
Для наплавки использовали оптическую лазерную сканирующую головку фирмы IPG Photonic. Полуавтоматическую лазерно-дуговую наплавку проволокой выполняли непрерывным лучом лазера мощностью от 1,0 до 3,0 кВт. В качестве наплавочного материала использовали сварочную проволоку диаметром 1,2 мм при скорости подачи проволоки от 60 мм/сек до 210 мм/сек, токе дуги от 129 до 387 А, напряжении дуги от 11 до 28 В, скорости наплавки до 60 мм/сек. Частота сканирования луча лазера - 300 Гц, амплитуда сканирования - 1,0 мм. Наибольшая производительность процесса гибридной лазерно-дуговой наплавки при мощности луча лазера 3 кВт составила примерно 6.665 кг/час. Наплавка лучом лазера мощностью 3 кВт позволяет получить производительность 1.2 кг/час
Последующий контроль наплавленных валиков, полученных предложенным способом, показал отсутствие дефектов: пор, раковин, подрезов, трещин, поверхность валика ровная. Глубина проплавления при гибридной лазерно-дуговой наплавке находится на уровне глубины проплавления при лазерной наплавке, что позволяет получить заданные служебные свойства в первом наплавленном слое
Предложенный способ лазерно-дуговой наплавки показал высокую технологическую воспроизводимость процесса наплавки.
Техническим результатом изобретения является замена высокой стоимости одного кВт мощности луча лазера на один кВт мощности электрической дуги стоимостью более чем на порядок ниже, при сохранении качества наплавленного валика, соответствующего лазерной наплавке и повышение производительности наплавки на 1 кВт мощности луча лазера.
Производительность лазерной наплавки проволокой составляет примерно 0,4-0,5 кг/час на 1 кВт мощности луча лазер, а производительность лазерно-дуговой наплавки достигает значений 2,0 кг/час на 1 кВт мощности луча лазера.
Источники информации, использованные в описании:
1. Восстановление деталей машин: Справочник / Ф.И. Пантелеенко, В.П. Лялякин; Под ред. В.П. Иванова. - М.: Машиностроение, 2003. - 672 с.
2. Глазов В.В., Дьяков А.Н. Опыт института сварки России в разработке технологий наплавки // Сварочное производство, 2006, №2, с. 20-24.
3. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: Издательство МГТУ им. Н.Э. Баумана, 2006. - 664 с.
4. Гибридные технологии лазерной наплавки: Учеб. пособие. / A.M. Забелин, И.Н. Шиганов, A.M. Чирков, Ю.А. Хрусталев. - М.: Изд-во МГОУ, 2007. - 126 с.
' 5. Лихачев, В. Л. Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства: научное издание / В. Л. Лихачев. - М.: СОЛОН-Пресс, 2006. - 639 с.
6. Катаяма С. Справочник по лазерной сварке. - М.: Техносфера, 2015. - 704 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННОЙ ЛОПАТКИ МОНОКОЛЕСА | 2024 |
|
RU2824976C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
Изобретение относится к способу гибридной лазерно-дуговой наплавки на любые трехмерные поверхности и может быть использовано в различных отраслях машиностроения для восстановления изношенных деталей машин и механизмов, инструмента и производства новых. Способ включает подачу в зону наплавки наплавочной проволоки и воздействие на нее одновременно отраженным лазерным излучением и электрической дугой. Лазерный луч и дуговую горелку наклоняют на одинаковые углы относительно нормали к наплавляемой поверхности с обеспечением направления отраженного лазерного луча на торец сварочной проволоки. Наплавку металла производят в защитной среде, а в качестве защитных газов используют, например, аргон или смесь аргона с углекислым газом. За счет одновременного действия лазерного излучения и электрической дуги на наплавочную проволоку достигается повышение производительности лазерной наплавки в несколько раз и снижается себестоимость путем замены дорогой энергии лазерного излучения на более дешевую энергию электрической дуги. 7 з.п. ф-лы, 1 ил., 1 табл.
1. Способ гибридной лазерно-дуговой наплавки металлов, включающий подачу сварочной проволоки в зону наплавки и выполнение наплавки при одновременном воздействии непрерывного лазерного излучения и электрической дуги в одну сварочную ванну наплавочного валика в среде защитных газов, отличающийся тем, что в процессе наплавки осуществляют одновременное воздействие отраженного лазерного излучения и электрической дуги на сварочную проволоку, при этом лазерный луч и дуговую горелку наклоняют на одинаковый угол и в противоположные стороны относительно нормали к наплавляемой поверхности с обеспечением направления отраженного от наплавляемой поверхности лазерного луча в торец сварочной проволоки, при этом дуговую горелку устанавливают после оптической фокусирующей головки лазерного луча по ходу его движения.
2. Способ по п. 1, отличающийся тем, что плотность мощности Wp в зоне воздействия луча лазера с наплавляемой поверхностью выбирают из условия образования приповерхностной лазерной плазмы.
3. Способ по п. 1, отличающийся тем, что параметры технологического процесса лазерно-дуговой наплавки выбирают из условия обеспечения минимальной глубины проплавления основного металла.
4. Способ по п. 1, отличается тем, что для уменьшения глубины проплавления основного металла и улучшения геометрии формирования наплавленного валика осуществляют сканирование луча лазера.
5. Способ по п. 1, отличающийся тем, что воздействие электрической дуги совпадает с направлением отраженного лазерного излучения.
6. Способ по п. 1, отличающийся тем, что режимы лазерного излучения и электрической дуги процесса лазерно-дуговой наплавки выбирают из условия обеспечения стабилизации геометрического положения и горения электрической дуги.
7. Способ по п. 1, отличающийся тем, что подачу сварочной проволоки осуществляют в направлении пятна фокусировки лазерного излучения на наплавляемой поверхности.
8. Способ по п. 1, отличающийся тем, что в качестве инертного газа используют аргон или смесь аргона с углекислым газом.
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2440221C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| US 8890030 B2, 18.11.2014 | |||
| US 6469277 B1, 22.10.2002 | |||
| JP 2009262182 A, 12.11.2009 | |||
| Ручной ткацкий станок | 1923 |
|
SU821A1 |

