Изобретение относится к сварке, а именно к автоматизации процессов дуговой и электронно-лучевой сварки.
Цель изобретения - повышение качества сварки за счет регулирования тепловложения.
Цель достигается тем, что в способе сварки в шов путем перемещения теплоисточника по замкнутой траектории за счет колебаний в двух взаимно перпендикулярных плоскостях, при котором дискретно перемещают теплоисточник по контуру, состоящему из п точек, производят изменение направления и скорости перемещения теплоисточника на противоположные каждьй полуцикл колебаний из п точек, причем в каждой точке дополнительно регулируют мощность и сосредоточенность теплоисточника.
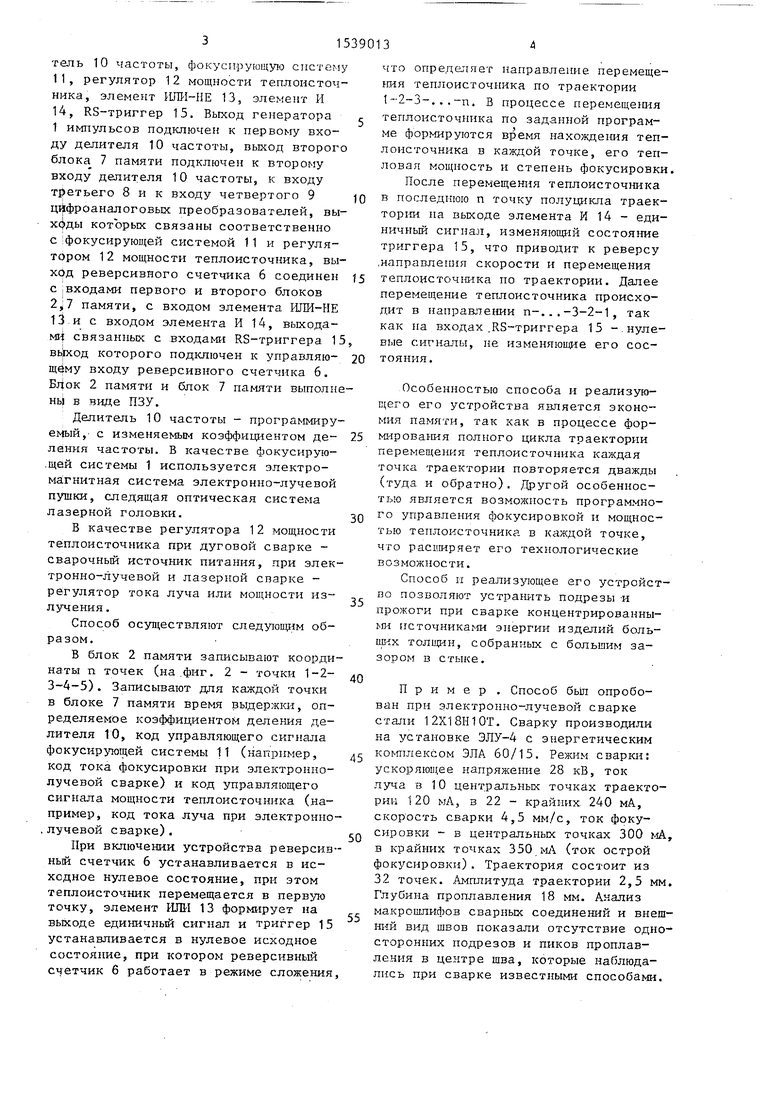
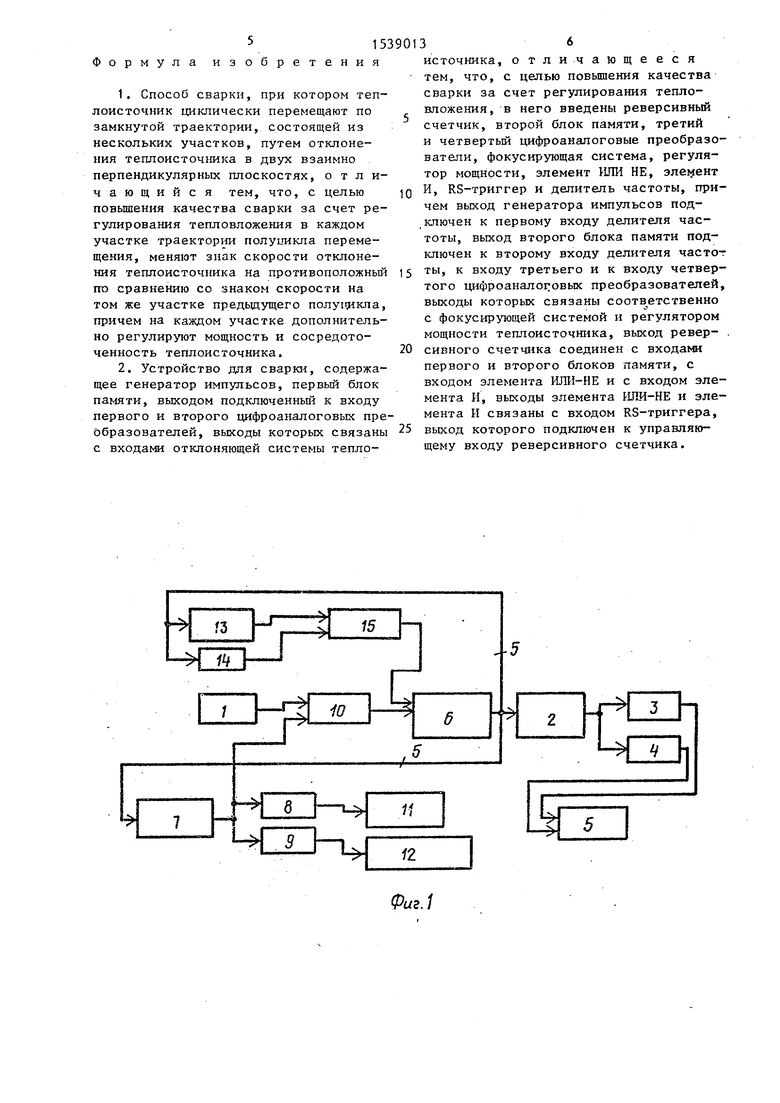
На фиг. 1 приведена структурная схема устройства для реализации способа; на фиг. 2 - пример траектории перемещения теплоисточника.
Устройство для осуществления способа содержит генератор 1 импульсов, первый блок 2 памяти, выходом подключенный к входам первого и второго цифроаналоговых преобразователей 3,4, выходы которых связаны с входами от- клоняющей системы 5 теплоисточника, реверсивный счетчик 6, второй блок 7 памяти, третий и четвертый цифроана- логовые преобразователи 8, 9, делисд
ОЗ
со
со
тель 10 частоты, фокусирующую систему 11, регулятор 12 мощности теплоисточника, элемент НЛИ-НЕ 13, элемент И 14, RS-триггер 15. Выход генератора 1 импульсов подключен к первому входу делителя 10 частоты, выход второго блока 7 памяти подключен к второму входу делителя 10 частоты, к входу третьего 8 и к входу четвертого 9 цифроаналоговых преобразователей, выходы которых связаны соответственно с фокусирующей системой 11 и регулятором 12 мощности теплоисточника, выход реверсивного счетчика 6 соединен с входами первого и второго блоков 2,7 памяти, с входом элемента ИЛИ-НЕ 13 и с входом элемента И 14, выходами связанных с входами RS-триггера 15 выход которого подключен к управляю- щему входу реверсивного счетчика 6. Блок 2 памяти и блок 7 памяти выполнены в виде ПЗУ.
Делитель 10 частоты - программируемый, с изменяемым коэффициентом де- ления частоты. В качестве фокусирующей системы 1 используется электромагнитная система электронно-лучевой пушки, следящая оптическая система лазерной головки.
В качестве регулятора 12 мощности теплоисточника при дуговой сварке - сварочньй источник питания, при электронно-лучевой и лазерной сварке - регулятор тока луча или мощности из- лучения.
Способ осуществляют следующим образом.
В блок 2 памяти записывают координаты п точек (на фиг. 2 - точки 1-2- 3-4-5). Записывают для каждой точки в блоке 7 памяти время выдержки, определяемое коэффициентом деления делителя 10, код управляющего сигнала фокусирующей системы 11 (например, код тока фокусировки при электроннолучевой сварке) и код управляющего сигнала мощности теплоисточника (например, код тока луча при электронно- , лучевой сварке).
При включении устройства реверсивный счетчик 6 устанавливается в исходное нулевое состояние, при этом теплоисточник перемещается в первую точку, элемент ИЛИ 13 формирует на выходе единичный сигнал и триггер 15 устанавливается в нулевое исходное состояние, при котором реверсивный счетчик 6 работает в режиме сложения,
что определяет направление перемещения теплоисточника по траектории 1-2-3-...-П. В процессе перемещения теплоисточника по заданной программе формируются время нахождения теплоисточника в каждой точке, его тепловая мощность и степень фокусировки
После перемещения теплоисточника в последнюю п точку полуцикла траектории на выходе элемента И 14 - единичный сигнал, изменяющий состояние триггера 15, что приводит к реверсу .направления скорости и перемещения теплоисточника по траектории. Далее перемещение теплоисточника происходит в направлении п-...-3-2-1, так как на входах .RS-триггера 15 - нулевые сигналы, не изменяющие его состояния.
Особенностью способа и реализующего его устройства является экономия памяти, так как в процессе формирования полного цикла траектории перемещения теплоисточника каждая точка траектории повторяется дважды (туда и обратно). Другой особенностью является возможность программного управления фокусировкой и мощностью теплоисточника в каждой точке, что расширяет его технологические возможности.
Способ п реализующее его устройство позволяют устранить подрезы и прожоги при сварке концентрированными источниками энергии изделий больших толщин, собранных с большим зазором в стыке.
Пример . Способ был опробован при электронно-лучевой сварке стали 12X18H1QT. Сварку производили на установке ЭЛУ-4 с энергетическим комплексом ЭЛА 60/15. Режим сварки: ускоряющее напряжение 28 кВ, ток луча в 10 центральных точках траектории 120 мА, в 22 - крайних 240 мА, скорость сварки 4,5 мм/с, ток фокусировки - в центральных точках 300 м в крайних точках 350 мА (ток острой фокусировки). Траектория состоит из 32 точек. Амплитуда траектории 2,5 м Глубина проллавления 18 мм. Анализ макрошлифов сварных соединений и внений вид швов показали отсутствие однсторонних подрезов и пиков проплав- ления в центре шва, которые наблюдались при сварке известными способами
515
Формула изобретения
1.Способ сварки, при котором теплоисточник циклически перемещают по замкнутой траектории, состоящей из нескольких участков, путем отклонения теплоисточника в двух взаимно перпендикулярных плоскостях, отличающийся тем, что, с целью повышения качества сварки за счет регулирования тепловложения в каждом участке траектории полупикла перемещения, меняют знак скорости отклонения теплоисточника на противоположный
по сравнению со знаком скорости на том же участке предыдущего полуцикла, причем на каждом участке дополнительно регулируют мощность и сосредоточенность теплоисточника.
2.Устройство для сварки, содержащее генератор импульсов, первый блок памяти, выходом подключенный к входу первого и второго цифроаналоговых преобразователей, выходы которых связаны с входами отклоняющей системы тепло
5
5
0
36
источника, отличающееся тем, что, с целью повышения качества сварки за счет регулирования тепло- вложения, в него введены реверсивный счетчик, второй блок памяти, третий и четвертый цифроаналоговые преобразователи, фокусирующая система, регулятор мощности, элемент ИЛИ НЕ, элемент И, RS-триггер и делитель частоты, причем выход генератора импульсов подключен к первому входу делителя частоты, выход второго блока памяти подключен к второму входу делителя частоты, к входу третьего и к входу четвертого цифроаналоговых преобразователей, выходы которых связаны соответственно с фокусирующей системой и регулятором мощности теплоисточника, выход реверсивного счетчика соединен с входами первого и второго блоков памяти, с входом элемента ИЛИ-НЕ и с входом элемента И, выходы элемента ИЛЧ-НЕ и элемента И связаны с входом RS-триггера, выход которого подключен к управляющему входу реверсивного счетчика.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1988 |
|
SU1590284A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| Устройство для сварки | 1988 |
|
SU1524973A2 |
| Устройство для автоматической фокусировки электронного луча | 1989 |
|
SU1696222A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Устройство для автоматической фокусировки луча электронно-лучевой трубки | 1985 |
|
SU1307602A2 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для автоматической фокусировки луча электронно-лучевой трубки | 1989 |
|
SU1626451A2 |
| СПОСОБ ДЛЯ ИЗМЕРЕНИЯ РАЗРЕШАЮЩЕЙ СПОСОБНОСТИ ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
SU1552914A1 |
Изобретение относится к автоматизации процессов дуговой и электронно-лучевой сварки. Цель изобретения - повышение качества сварки за счет регулирования тепловложения. Теплоисточник циклически перемещают по замкнутой траектории, состоящей из нескольких участков, путем отклонения в двух взаимно перпендикулярных плоскостях. В каждом участке траектории полуцикла перемещения меняют знак скорости отклонения теплоисточника на противоположный по сравнению со знаком скорости того же участка предыдущего полуцикла. Дополнительно по каждому участку регулируется мощность и фокусировка теплоисточника. Устройство содержит два блока памяти, четыре цифроаналоговых преобразователя и исполнительные устройства. Цикличность управления обеспечивается реверсивным счетчиком, заполняемым от генератора импульсов. 2 с.п. ф-лы, 2 ил.
| Автоматическая сварка, К° 6, 1985, Панкин Ю.Н | |||
| и др | |||
| Управление распределением плотности мощности электронного пучка по его сечению, с.12-15. |
