// А
vAAWV v.77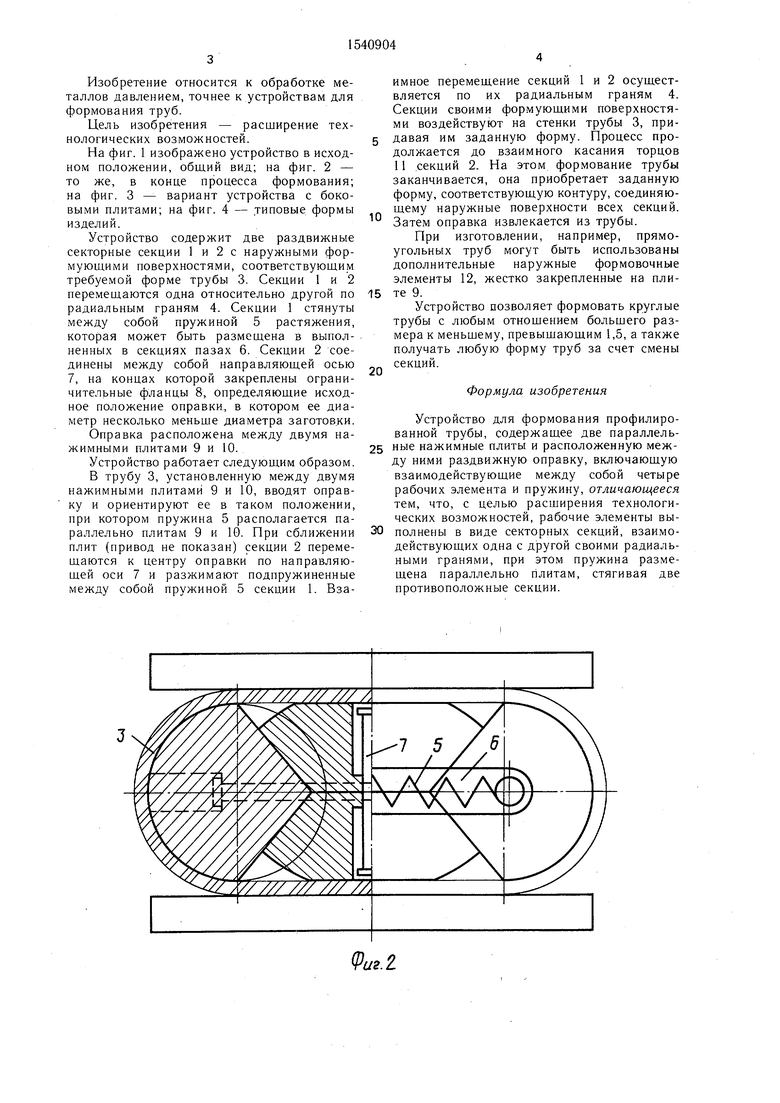
| название | год | авторы | номер документа |
|---|---|---|---|
| Затвор для упаковочной емкости | 1989 |
|
SU1830031A3 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| ИНВЕНТАРНАЯ ВРЕМЕННАЯ ДОРОГА | 2001 |
|
RU2181404C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288827C1 |
| Устройство для деформирования трубных заготовок | 1990 |
|
SU1791050A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2020 |
|
RU2756090C1 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА ТЕРМОПЛАСТИЧНОЙ ГОФРИРОВАННОЙ ТРУБЫ С ДВОЙНЫМИ СТЕНКАМИ, ИМЕЮЩЕЙ СОЕДИНИТЕЛЬНУЮ МУФТУ | 2008 |
|
RU2472620C2 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| ПУЛЯ | 1993 |
|
RU2115087C1 |
| ГАЗООТВОДЯЩЕЕ УСТРОЙСТВО ДЛЯ ФУНКЦИОНАЛЬНОГО БЛОКА СРЕДНЕГО НАПРЯЖЕНИЯ И РАСПРЕДЕЛИТЕЛЬНАЯ ПОДСТАНЦИЯ, СОДЕРЖАЩАЯ ЕГО | 2013 |
|
RU2609669C2 |
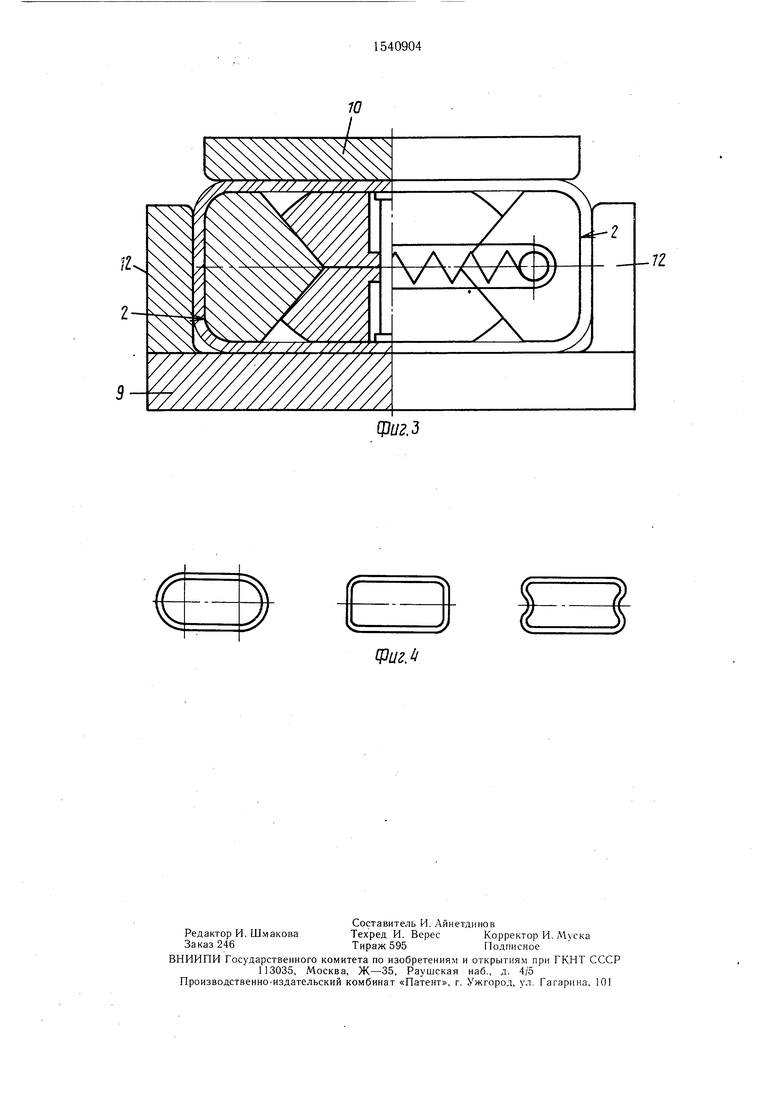
Изобретение относится к обработке металлов давлением, точнее - к устройствам для формовки труб расплющиванием. Цель изобретения - расширение технологических возможностей за счет обеспечения обработки труб с различной толщиной стенки. При формовке раздвижные секции 1, 2 оправки своими формующими поверхностями воздействуют на стенки трубы 3, исключая потерю их устойчивости. При этом независимо от толщины стенки трубы ее боковые стенки разжимаются секциями 1, так как последние принудительно раздвигаются секциями 2, образующими с секциями 1 клиновые пары, и непосредственно вместе с трубой воспринимают усилия расплющивания от нажимных плит 9 и 10. Устройство позволяет получить любую форму труб за счет смены секций. 4 ил.
Фаг. 2.
Фиг.з
Фиг. 4
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
