1
Изобретение относится к обработке металлов давлением, в частности к способам изготовления гнутых профилей по переходам в валках профил.егибочного стана, и может быть использовано для производства Z-образных профилей типа лопасти поилок клеточных батарей для содержания птиц.
Целью изобретения является повышение качества профилей за счет уменьшения их винтообразного скручивания.
На фиг. 1 изображен Z-образный профиль; на фиг. 2-19 - технологические переходы изготовления профиля с инструментальной оснасткой для их осуществления.
Z-образный профиль состоит,из горизонтальной стенки 1 длиной I, состоящей из центрального гофра 2 и прямолинейных участков 3 длиной Г, , полок 4 и 5 с длиной прямолинейного участка а и элементов 6 двойной толщины у кромок длиной Ь, состоящих из, прямолинейной отбортовки 7 длиной Ь,, и криволинейных участков сопряжения: закругленного 8 с внутренним радиусом сопряжения г и радиусного 9 с внутренним радиусом R, обратной кривизны по отношению к кривизне закругленного участка, участка 10 (сопряжения стенки 1 и полок 4 и 5) с внутренним радиусом R на угол гибки СА. и ра4
00
о со
со
диусных участков 11 и 12 центрального гофра 2 внутренним радиусом R.
При изготовлении Z-образного профиля на первом переходе (в I паре валков) осуществляют формовку центрального гофра 2 (фиг. 2), который в дальнейшем служит для улавливания и направления заготовки между зонами формовки, что исключает осевое смещение профиля в процессе формовки. На следующих пяти переходах осуществляют подгибку элементов 6 двойной толщины у кромок.
Формовку элементов 6 двойной толщины производят от начала формовки до полного их получения при неизменных величинах горизонтальных площадок k относительно оси профиля, равных по величине сумме разверток участков 1, 5, 10, 11 и 12. Формовку элементов двойной толщины осуществляют по жесткому режиму формовки на углы гибки Ј и , - ,Э3 двумя парами валков и роликовыми устройствами с целью сокращения количества формующих клетей до углов гибки Р 165-170°, а затем одной IV парой валков (фиг. 7) осуществляют за счет сложной формовки окончательную до- формовку элементов 6 двойной толщины с размерами Ь, Ь,,г, Rt. V парой валков (фиг. 8), базируя профиль по центральному гофру 2, начинают подгибку полок 4 и 5 в противоположные стороны на углы гибки od относительно неподвижной горизонтальной стенки 1, которая остается неизменной до полной формовки. Начиная с восьмого перехода реально появляется винтообразное скручивание, как и при всякой формовке Z-образных профилей.
Величина скручивающих профиль усилий зависит от ширины среднего прямолинейного участка Е, высоты подгибаемых полок профиля в переходах, длины полок 4 и 5 и углов гибки ct± на каждом переходе.
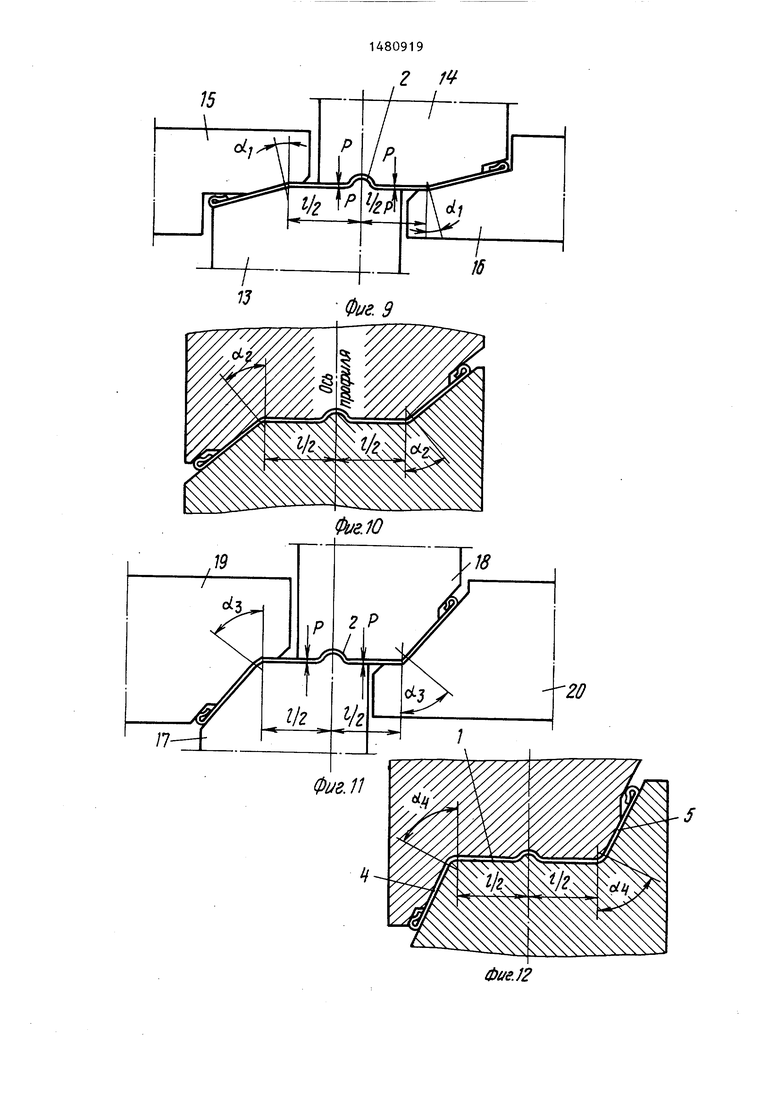
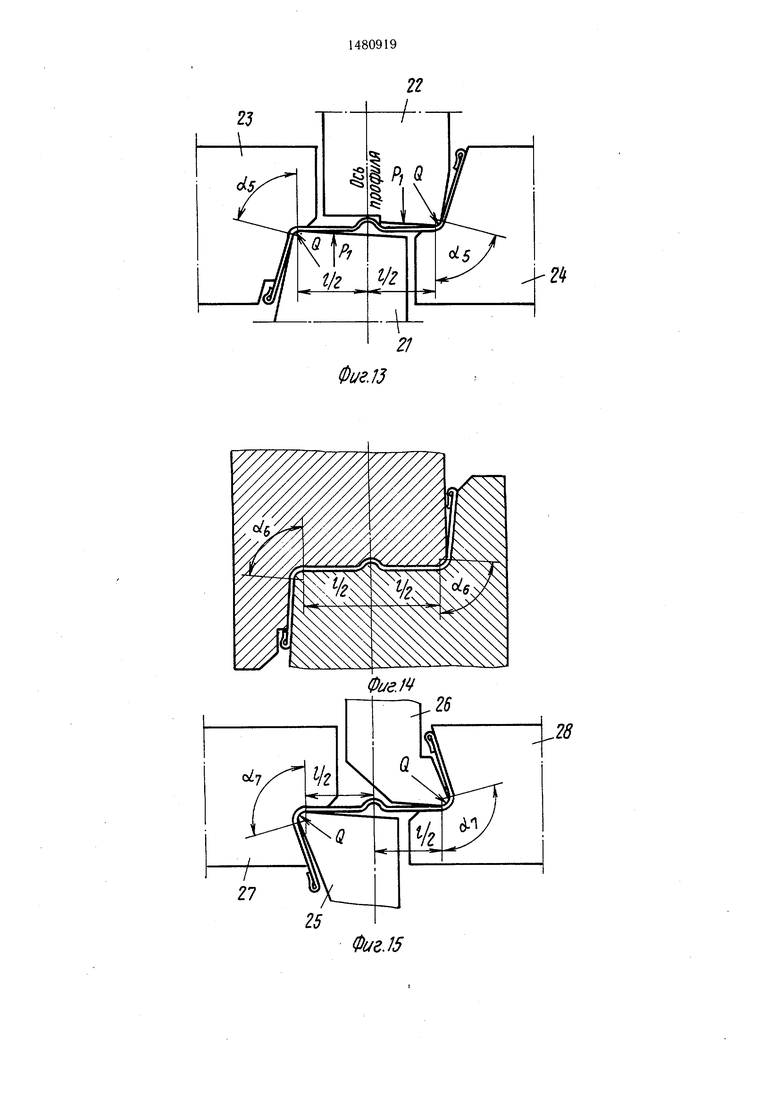
После V пары валков установлено 5-е роликовое устройство (фиг. 9), состоящее из горизонтальных роликов 13 и 14 и вертикальных роликов 15 и 16. Формовку полок 4 и 5 роликовое устройство не производит, а служит для улавливания и точного направления в VI пару валков (фиг. 10), горизонтальные ролики 13 и 14 при этом осуществляют жесткий зажим радиальными усилиями Р, уменьшающими величину винтообразного скручивания V пары валков. VI пара валков осуществляет дальнейшую гибку полок 4 и 5 на угол гибки в пределах 40-50°. После VI пары валков установлено 6-е роликовое устройство (фиг. 11), состоящее из горизонтальных роликов 17 и 18 и вертикальных роликов 19 и 20, в которых происходит дальнейшая формовка полок 4 и 5 на угол гибки в пределах 50-60°. Причем 6-е роликовое устройство работает в следующей последовательности, улавливание заготовки по центральному гофру 2, зажим горизонтальными роликами 17 и 18 радиальными усилиями Р, уменьшающими величину винтообразного скручивания VI пары валков, формовка полок 4 и 5 на угол xs вертикальными роликами 19 и 20 и направление заготовки в VII пару валков (фиг. 12), которая осуществляет гибку полок 4 и 5 на угол оС«, равный 60- 70°, с последующей догибкой в 7-м ролико- вом устройстве (фиг. 13) на угол гибки o(s . 7-е роликовое устройство работает в следующей последовательности: улавливание заготовки по центральному гофру 2, радиальное воздействие горизонтальными роли5 ками 21 к 22 радиальными противоскручи- вающими усилиями Р,, формовка полок 4 и 5 вертикальными боковыми роликами 23 и 24 на углы гибки с одновременным приложением противоскручивающих усилий Q,
Q приложенных к очагу деформации по биссектрисе угла гибки, и передачу заготовки с фиксированием по гофру 2 в VIII пару валков (фиг. 14). Одновременное приложение противоскручивающих активных усилий Р, и противоскручивающих наклонных усилий
5 Q, приложенных к очагу деформации по биссектрисе, заметно уменьшает винтообразное скручивание Z-образного профиля. VIII пара валков осуществляет дальнейшую формовку полок 4 и 5 на угол гибки близкий
. к 90°. 8-м роликовым устройством (фиг. 15), состоящим из направляющих 25 и 26 скольжения и вертикальных роликов 27 и 28, осуществляют гибку полок 4 и 5 свыше 90° на угол гибки ос, до получения Z-образного профиля окончательных геометрических разме5 ров с приложением активных противоскручивающих усилий Q, приложенных к очагу деформаций по биссектрисе угла гибки х, .
IX парой валков (фиг. 16) осуществляют перегибку полок 4 и 5 на угол гибки of .
0 Для исключения винтообразного скручивания Z-образного профиля, состоящего из горизонтальных стенок 1 с гофром 2, применяют правку в правильно-калибрующей двухсекционной клети, расположенной между
г предпоследней IX парой и последней X парой валков (фиг. 19). Каждая секция представляет собой блок направляющих скольжения, образующих фильеру по форме профиля с зазорами в сечении фильеры, исключающими защемление профиля при правке.
0 Схем профилирования для изготовления Z- образного профиля типа лопасти, полностью предупреждающих винтообразное скручивание в процессе его формовки, выбрать невозможно ввиду его конструктивного исполнения в виде стенки с центральным гофром и
5 углом гибки полок свыше 90°, которые исключают поворот профиля в процессе формовки, как, например, в известных способах. Незначительная горизонтальная стенка 1,
открытая сверху, мала для создания сильных противоскручивающих моментов. Противо- скручивание за счет жесткого радиального зажима сил Р горизонтальных роликов, приложение радиальных сил Pt и усилий Q, приложенных по биссектрисе угла гибки, уменьшает вредное воздействие сил винтообразного скручивания, что позволяет направлять профиль без искажения из предыдущего очага деформации в последующий.
Однако полностью исключить винтообраз ное скручивание этими приемами невозможно. Из указанного вытекает необходимость правки после завершения формовки IX парой валков. Правку осуществляют калибровкой по форме готового профиля в первой сек- ции 29 правильно-калибровочной клети (фиг. 17), приближенной к IX паре валков, а затем поворотом на угол блока направляющих второй секции 30 (фиг. 18), приближенной к X паре валков (фиг. 19), осуществляют правку профиля в сторону про- тивоскручивания и в повернутом состоянии удаляют правленый профиль X конусообразной парой валков, образующие поверхности которой направлены в сторону противоскру- чивания под углом з, с одновременным при- ложением аксиальных усилий за счет разности тянущих диаметров X и IX пар валков.
В предлагаемом способе применяют в процессе профилирования непрерывную правку Z-образного профиля после каждой де- формации полок новыми приемами в сочетании с правкой после окончательной формовки профиля новыми приемами, так как .известные для правки данного Z-образного профиля неприменимы.
Опытное профилирование проводили на десяти клетевом профилегибочном стане 0,5- -2x50-600 со скоростью формовки V 30 м/мин. Гнутый профиль с размерами, мм: 1 36,6; Г, 14,5; а 16,9; R 2; b 6; b, 3,5; R, 1,5; г 0,3; 110° был получен из штучной заготовки сечением 0,6x94 мм, длиной 1205 мм, отрезанной от листового металла
ОЦ
Б-ПН-0-0.6x1250x2000 ГОСТ 19904-74 Н-МТ-1 ГОСТ 14918-79
в 10 клетях профилегибочного стана с меж- клетевым расстоянием 400 мм.
1-й парой валков осуществляли формовку гофра 2, образованного внутренними радиусами R 2 мм.
Формовку элементов двойной толщины осуществляли по жесткому режиму профи- лирования соответственно на углы гибки Ј 45°, J1, 90°, 135°, JJ, 165° при неизменных величинах горизонтальных площадок IL 39,57 мм по внутреннему радиусу гибки г 0,3 мм; IV парой валков осуществляли окончательную дохрормовку элементов двойной толщины у кромок с размерами, мм: b 6; b, 3,5; R , 1,5; г 0,3. Формовку на 45 и 135° осуществляли валками, а формовку
5 5
с 0
,
0
5
на 90 и 165° - с помощью роликовых устройств.
V парой валков осуществляли формовку полок 4 и 5 на углы гибки с, 15°. Формовку полок 5-м роликовым устройством не производили, а осуществляли подачу полосовой заготовки с фиксацией по центральному гофру, осуществляя радиальный зажим горизонтальными роликами для правки профиля, усилия Р которых подбирали экспериментально.
VI парой валков осуществляли формовку
полок 4 и 5 на углы гибки 40°. 6-м роликовым устройством осуществляли фиксацию заготовки по центральному гофру, зажим радиальными усилиями Р горизонтальных роликов 17 и 18 и формовку вертикальными роликами 19 и 20 на угол гибки
VIIпарой валков осуществляли гибку полок 4 и 5 на угол гибки Ј 65° с последующей гибкой в 7-м роликовом устройстве на угол ocs 75°, осуществляя гибку с целью устранения явления скручивания приложением радиальных противоскручивающих усилий Р, и наклонных противоскручивающих усилий Q, приложенных по биссектрисе угла гибки с внутренней стороны очага деформации, создающий противоскручиваю- щий момент, в значительной мере устраняющий воздействие винтообразного скручивания, величина которого увеличивается при углах гибки, близких к 90° и выше, и усилиями радиального зажима горизонтальных роликов винтообразное скручивание при этих углах гибки уже практически неустранимо.
VIIIпарой валков осуществляли подгибку полок 4 и 5 на угол гибки оС, 85°. Незначительный угол прироста угла гибки для валков объясняется резким возрастанием винтообразного скручивания при углах гибки валками, близких к 90°.
В 8-м роликовом устройстве осуществляли формовку полок 4 и 5 до угла гибки о(7 110° усилиями боковых роликов 27 и 28 и направляющих планок 25 и 26, посредством которых создавали противоскручивающий момент наклонными усилиями Q, приложенными по биссектрисе угла гибки полок 4 и 5 относительно горизонтальной стенки L
Сх-ема подгибки полок на угол свыше 90° с приложением опорной горизонтальной площадки боковых роликов 27 и 28 и наклонных усилий Q по биссектрисе угла гибки в значительной мере устраняло винтообразное скручивание. IX парой валков осуществляли формовку полок 4 и 5 на угол гибки с учетом перегибки на угол пру- жинения. Затем движущийся профиль калибровали в первой секции 29 правильно-калибровочной клети, а затем осуществляли правку поворотом профиля на угол у 9-10° во второй секции правильно-калибровочной клети и осуществляли вытяжку
валками X клети, рабочий ручей которых был выполнен с поворотом на угол правки у- 10°. Вытяжка осуществлялась с приложением аксиальных усилий приращением основных диаметров X клети.
Таким образом, заключительный этап профилирования протекал в следующей комбинационной последовательности: калибровка по форме готового профиля, поворотная правка в сторону противоскручива- ния, вытяжка повернутого профиля с приложением аксиальных растягивающих усилий последней парой валков.
Полученный профиль характеризовался хорошим внешним видом, стабильностью геометрических размеров в сечении профиля по длине детали, которые получались в пределах допуска отклонений по чертежу. Угол скручивания не превышал 1° на 1 пог. м, т.е. был в пределах допуска технических требований чертежа. Неплоскостность горизонтальной стенки не превышала 1 мм на длине детали 1205 мм. В пределах допуска по чертежу получалась неплоскостность боковых полок не более 1,5 мм по длине детали. Отсутствовала серповидность и другие видимые дефекты. Отклонение углов гибки а полок относительно горизонтальной стенки не превышало 1° по длине детали.
Способ позволяет осуществлять изготов10
15
20
25
ющего необходимое качество профилей. Это обеспечит экономию металла за счет более рационального раскроя из ленточного материала до 10% и повышения производительности в 2-3 раза наряду с улучшением качества получаемых профилированных деталей.
Формула изобретения
Способ изготовления полузамкнутых Z-об- разных профилей, преимущественно типа лопасти поилок для содержания птиц, состоящих из горизонтальной стенки с центральным гофром и наклонных полок с элементами двойной толщины у кромок, путем последовательной по переходам гибки элементов профиля в валках профилегибоч- ного стана, при которой сначала осуществляют полную формовку центрального гофра и элементов двойной толщины у кромок, а затем производят гибку наклонных полок с фиксацией профиля по центральному гофру чередованием гибки в валках с гибкой в роликовых устройствах до получения окончательного профиля и калибровку по заданной форме готового профиля, отличающийся тем, что, с целью повышения качества профилей за счет уменьшения винтообразного скручивания при формовке профиля в роликовых устройствах, вначале одновременно с фиксацией профиля по цент35
ление Z-образных профилей из металла с 3Q PajlbHOMY гофру осуществляют зажим его
горизонтальной стенки по толщине усилиями, перпендикулярными плоскости стенки, затем производят формовку наклонных стенок с одновременным зажимом горизонтальной стенки и направление профиля в следующую зону формовки с фиксированием по центральному гофру, при углах гибки наклонных стенок, близких к 90° и выше одновременно с усилиями гибки прикладывают противоскручивающие усилия к криволинейным участкам сопряжения наклонных 40 и горизонтальной стенок, направленные по биссектрисе углов, образованных этими стенками, до получения окончательного профиля, а на последних переходах после калибровки профиля осуществляют его правку поворотом в сторону, противоположную скручиванию, с одновременным приложением аксиальных растягивающих усилий.
отклонениями по толщине и механическим свойствам и, следовательно, с отклонениями угла скручивания. Для подналадки профилегибочного стана достаточно изменить угол поворота второй секции правильно-калибровочной клети. Вытяжные валки последней пары валков допускают небольшое колебание отклонений разности углов поворота второй секции правильно-калибровочной клети и наклоном ручья валков к горизонтали в пределах 3-5°.
Применение предлагаемого способа позволит осуществить профилирование Z-образных профилей типа лопасти в автоматических линиях штамповки и профилирования взамен поштучного профилирования по известному способу, требующего больше внимания к подналадке и не обеспечива45
8
0
5
0
5
ющего необходимое качество профилей. Это обеспечит экономию металла за счет более рационального раскроя из ленточного материала до 10% и повышения производительности в 2-3 раза наряду с улучшением качества получаемых профилированных деталей.
Формула изобретения
Способ изготовления полузамкнутых Z-об- разных профилей, преимущественно типа лопасти поилок для содержания птиц, состоящих из горизонтальной стенки с центральным гофром и наклонных полок с элементами двойной толщины у кромок, путем последовательной по переходам гибки элементов профиля в валках профилегибоч- ного стана, при которой сначала осуществляют полную формовку центрального гофра и элементов двойной толщины у кромок, а затем производят гибку наклонных полок с фиксацией профиля по центральному гофру чередованием гибки в валках с гибкой в роликовых устройствах до получения окончательного профиля и калибровку по заданной форме готового профиля, отличающийся тем, что, с целью повышения качества профилей за счет уменьшения винтообразного скручивания при формовке профиля в роликовых устройствах, вначале одновременно с фиксацией профиля по центV
а

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1985 |
|
SU1263386A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления гнутых @ -образных профилей | 1985 |
|
SU1233983A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |



Изобретение относится к обработке металлов давлением ,в частности, к способам изготовления гнутых Z-образных профилей в валках профилегибочного стана. Цель изобретения - повышение качества профилей за счет исключения винтообразного скручивания. На первых переходах осуществляют формовку центрального гофра и подгибку элементов двойной толщины у кромок. Затем осуществляют подгибку наклонных полок чередованием гибки в валках и роликовых устройствах. При формовке профиля в роликовых устройствах вначале осуществляют улавливание профиля по центральному гофру, зажим горизонтальной стенки по толщине приложения усилий перпендикулярно этой стенке и подгибку наклонных полок с одновременным зажимом горизонтальной стенки. При углах гибки свыше 90° по биссектрисе углов изгиба участков сопряжения горизонтальной стенки и наклонных полок прокладывают противоскручивающие усилия. На последних переходах производят правку по форме готового профиля и правку поворотом профиля в сторону, противоположную скручиванию, с последующей вытяжкой повернутого профиля при одновременном приложении аксиальных усилий растяжения. Способ позволяет изготавливать профиль в автоматических линиях, что повысит производительность. 19 ил.
ю
п
фие.1
Фиг 2
Фие.З
Фиг
wncbodu
НО
ар
ПК-
«VJ
-А
bodu
НО
t
15
Фие.12
Фиг.13
2k
Фиг.15
| Типовые прогрессивные процессы и оборудование для изготовления гнутых профилей | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| - М.: Изд-во Минживмаша, 1976, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
