Изобретение относится к области точного машиностроения и предназначено для сборки оси наведения высокоточного оптического телескопа с без- люфтовыми подшипниковыми опорами.
Цель изобретения - повышение точности наведения.
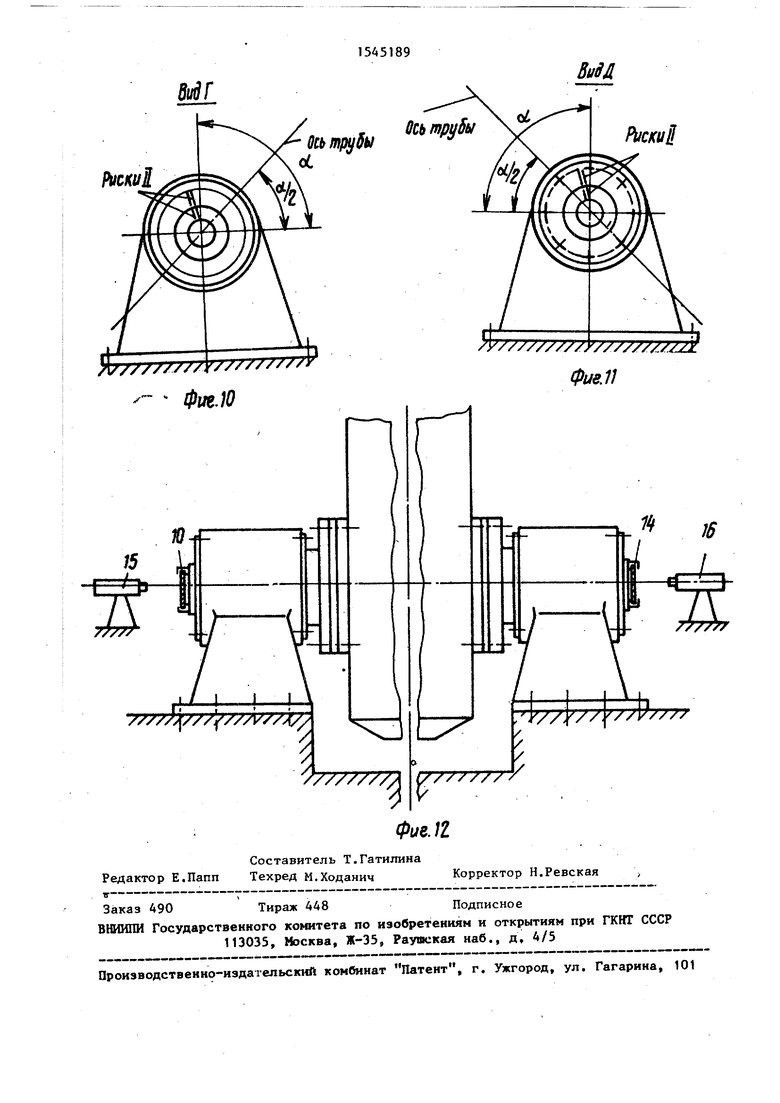
На фиг. 1 представлена схема проверки радиального биения внутреннего кольца собранного подшипника; на фиг. 2 - операция по фиксации внутреннего кольца относительно наружного в положении минимального радиального биения внутреннего кольца подшипника; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - монтаж подшипниковых опор на полуоси; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - установка полуоси в корпус и проверка биения полуоси; на фиг. 7 - схема углового биения полуоси в функции от угла поворота; на фиг. 8 - вид В на фиг.6; на Фиг. 9 - установка корпусов с полуосями на поворотную часть телескопа; на Лиг. 10 и 11 - виды Г и Д на фиг. 9 соответственно(положение полуосей перед закреплением на них трубы телескопа); на фиг. 12 - схема проверки углового биения наведения телескопа.
Способ осуществляют следукчцим образом.
Предварительно, проверяют каждый из четырех подшипников 1 на радиальное биение внутреннего кольца 2. Проверку производят на приборе по схе -
2
СЛ 00
со
ме приведенной на фиг. 1, с помощью индикатора 3. Наконечник устанавливают в среднем сечении контролируемого кольца и поворачивают это кольцо вокруг оси не менее чем на три оборота, принимая радиальное биение рав15
20
ньф наименьшему за цикл измерения. Биение полуоси определяется биением вращающегося внутреннего кольца и тех-jQ ноЛогическими допусками на биение са- моЯ полуоси, которые зависят от точности обработки посадочных мест под подшипники (например, зависят от биении патрона, шпинделя станка, в котором закрепляется полуось при ее обработке). Кроме того, биение полуоси зависит от размеров шариков в подшипнике. Шарик делает полный оборот вокруг своей оси при повороте внутрен-1 него кольца относительно наружного н два оборота - 720°.
Определив место наименьшего биения на внутреннем кольце, метят это место на торце внутреннего кольца, например, риской I (фиг. 3) и фиксируют в этом положении внутреннее кольцо относительно наружного, например, с помощью приспособления 4 Циг. 2).30
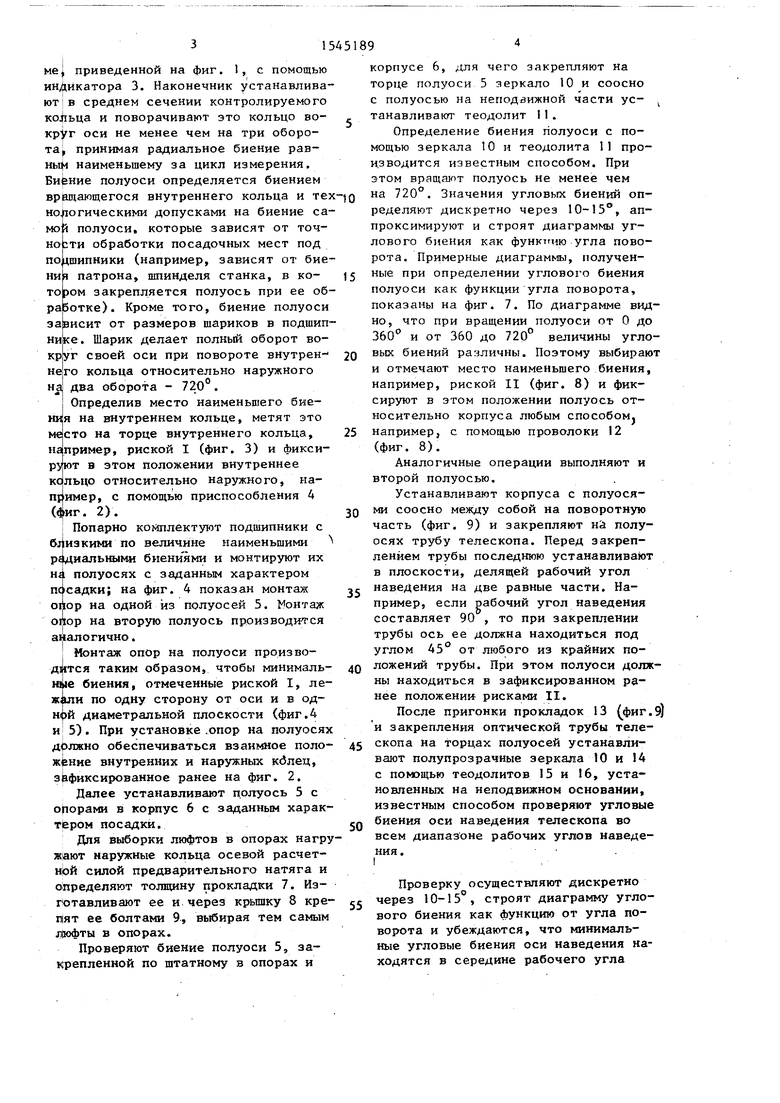
Попарно комплектуют подшипники с близкими по величине наименьшими радиальными биениями и монтируют их ни полуосях с заданным характером посадки; на фиг. 4 показан монтаж опор на одной из полуосей 5. Монтаж опор на вторую полуось производится аналогично.
Монтаж опор на полуоси производится таким образом, чтобы минималь- 40 кие биения, отмеченные риской I, ле- ж.ши по одну сторону от оси и в од- нрй диаметральной плоскости (фиг.4 и 5). При установке .опор на полуосях дОлжно обеспечиваться взаимное поло- 45 жёние внутренних и наружных кблец, зафиксированное ранее на фиг. 2.
Далее устанавливают полуось 5 с опорами в корпус 6 с заданным характером посадки.50
Для выборки люфтов в опорах нагружают наружные кольца осевой расчетной силой предварительного натяга и определяют толщину прокладки 7. Изготавливают ее и через крышку 8 кре- пят ее болтами 9, выбирая тем самым Люфты в опорах.
Проверяют биение полуоси 5, закрепленной по штатному в опорах и
15451894
корпусе 6, для чего закрепляют на торце полуоси 5 зеркало 10 и соосно с полуосью на неподвижной части ус- v танавливают теодолит 11.
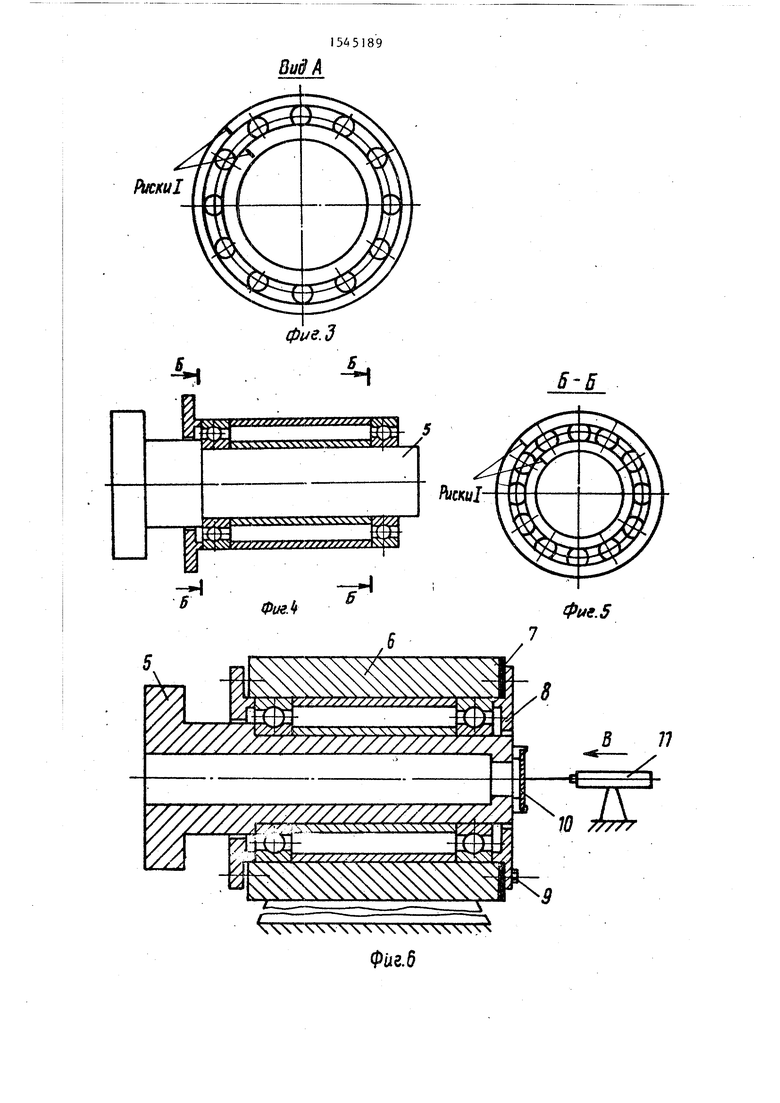
Определение биения полуоси с помощью зеркала 10 и теодолита 11 производится известным способом. При этом вращают полуось не менее чем на 720°. Значения угловых биений определяют дискретно через 10-15°, аппроксимируют и строят диаграммы yi- левого биения как функцию угла поворота. Примерные диаграммы, полученные при определении углового биения полуоси как функции угла поворота, показаны на фиг. 7. По диаграмме видно, что при вращении полуоси от 0 до 360° и от 360 до 720° величины угловых биений различны. Поэтому выбирают и отмечают место наименьшего биения, например, риской II (фиг. 8) и фиксируют в этом положении полуось относительно корпуса любым способом.
25 например, с помощью проволоки 12
Ч
35
(Фиг. 8).
Аналогичные операции выполняют и второй полуосью.
Устанавливают корпуса с полуосями соосно между собой на поворотную часть (фиг. 9) и закрепляют НА полуосях трубу телескопа. Перед закреплением трубы последнюю устанавливают в плоскости, делящей рабочий угол наведения на две равные части. Например, если рабочий угол наведения составляет 90 , то при закреплении трубы ось ее должна находиться под углом 45° от любого из крайних положений трубы. При этом полуоси должны находиться в зафиксированном ранее положении рисками II.
После пригонки прокладок 13 (фиг.9) и закрепления оптической трубы телескопа на торцах полуосей устанавливают полупрозрачные зеркала 10 и 14 с помощью теодолитов 15 и 16, установленных на неподвижном основании, известным способом проверяют угловые биения оси наведения телескопа во всем диапазоне рабочих углов наведения. I
Проверку осуществляют дискретно через 10-15°, строят диаграмму углового биения как Функцию от угла поворота и убеждаются, что минимальные угловые биения оси наведения находятся в середине рабочего угла
орооп ап i- во ния, ви д гл ра ия кт.
Ч
0
0 5
0
5
(Фиг. 8).
Аналогичные операции выполняют и второй полуосью.
Устанавливают корпуса с полуосями соосно между собой на поворотную часть (фиг. 9) и закрепляют НА полуосях трубу телескопа. Перед закреплением трубы последнюю устанавливают в плоскости, делящей рабочий угол наведения на две равные части. Например, если рабочий угол наведения составляет 90 , то при закреплении трубы ось ее должна находиться под углом 45° от любого из крайних положений трубы. При этом полуоси должны находиться в зафиксированном ранее положении рисками II.
После пригонки прокладок 13 (фиг.9) и закрепления оптической трубы телескопа на торцах полуосей устанавливают полупрозрачные зеркала 10 и 14 с помощью теодолитов 15 и 16, установленных на неподвижном основании, известным способом проверяют угловые биения оси наведения телескопа во всем диапазоне рабочих углов наведения. I
Проверку осуществляют дискретно через 10-15°, строят диаграмму углового биения как Функцию от угла поворота и убеждаются, что минимальные угловые биения оси наведения находятся в середине рабочего угла
5
наведения и удовлетворяют требованиям технического задания.
При совмещении, точек с минимальным радиальным биением колец, при посадке их на полуось, в одну ди- аметральную плоскость и по одну сторону от оси вращения происходит уменьшение углового биения оси, так как в основном ось вращения будет перемещаться плр. ллельно самой себе, что не приводит к появлению ошибки нападения оптического телегкопа.
При проверке углового биения каждой из полуосей при развороте ее на 720 определяют положение полуоси, при котором угловое биение будет минимально, т.е. в конечном итоге сводится к минимуму ошибка в наведении оптического телескопа за счет биения подшипника и технологического допуска (по биению) на изготовление полуоси. Если при проверке углового биения не находят точку с нулевым биением, то дело в том, что определяют угловое биение при развороте оси дискретно, через 10-15 . Показания теодолитов пересчитывают по формулам и получают величины угловых биений. При построении диаграмм аппроксимируют величи- ны биений и получают положение оси вращения, при котором значение биения минимально, с точностью до 2-3°. Это положение полуоси метится и фиксируется ось относительно корпуса.
При закреплении телескопа на полуосях трубу устанавливают в положение, при котором ось трубы находилась бы в середине рабочего угла наведения,
1896
при этом полуоси находятся в положении, при котором их угловые биения минимальны. После этого жестко закрепляют трубу оптического телескопа с полуосями. Тем самым сводят к минимуму угловые биения оси телескопа в рабочем угле наведения, что подтверждается проверкой углового биения полностью собранной оси. наведения телескопа.
Формула изобретения
Способ сборки оси наведения телескопа, выполняющий установку каждой из двух опор на полуоси, поспедующее размещение полуосей с опорами в корпусах с предварительным осевым натягом, установку корпусов соосно между собой на поворотной части, закрепление на полуосях трубы телескопа, проверку углового биения оси вращения трубы телескопа во всем диапазоне рабочих углов наведения, отличающийся тем, что, с целью повышения точности наведения, каждую из опор проверяют предварительно на радиальное биение и отмечают места с наименьшим биением, при монтаже их на полуосях размещают эти места по одну сторону от оси вращения в одной диаметральной плоскости, а после установки полуосей в корпуса находят их положения с наименьшим биением и фиксируют их от поворота, а трубу телескопа перед ее закреплением устанавливают в плоскости, делящей рабочий угол наведения на две равные части.

| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКОЕ УСТРОЙСТВО | 1999 |
|
RU2166783C2 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО | 1997 |
|
RU2137167C1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО С СИММЕТРИЧНОЙ МОНТИРОВКОЙ | 2001 |
|
RU2213363C2 |
| Способ контроля биений поверхностей деталей | 1990 |
|
SU1710991A1 |
| Опорное устройство орбитальной оси телескопа | 1984 |
|
SU1170406A1 |
| Опорное устройство телескопа | 1981 |
|
SU1032237A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО ПРЕИМУЩЕСТВЕННО ТЕЛЕСКОПА | 2014 |
|
RU2572218C9 |
| УСТАНОВКА ДЛЯ ГРАДУИРОВКИ И КАЛИБРОВКИ ИНКЛИНОМЕТРОВ | 2008 |
|
RU2364718C1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО | 1997 |
|
RU2119681C1 |
| Способ приработки подшипниковых опор осей наведения опорно-поворотного устройства телескопа | 1989 |
|
SU1698512A1 |
Изобретение относится к точному машиностроению, в частности к сборке оси наведения высокоточного оптического телескопа. Целью изобретения является повышение точности наведения путем учета величин угловых биений как функции от угла поворота при сборке оси наведения. Способ осуществляется следующим образом. Предварительно проверяют каждую опору на величину радиального биения, например, внутренних колец и отмечают места с наименьшим биением. Монтируют опоры на полуосях с учетом того, чтобы места с наименьшим биением располагались по одну сторону от оси вращения в одной диаметральной плоскости. Далее монтируют полуоси с опорами в корпусах, находят положение полуосей с наименьшим биением и фиксируют их от вращения. Устанавливают корпуса с полуосями на поворотную часть телескопа и закрепляют их. Трубу телескопа перед ее закреплением на опорах устанавливают в плоскости, делящей рабочий угол наведения на две равные части.
Фиг. 2
PlKKUl
фиг.д
-Ц
TrTTJJfffffffffffffffff.
ЙЕДЧАУЛ svvvv VvVirera
уу vv v J4vxxVXX4N чч ft
mtffWJMMMMK
7
ФигЛ
6
7///// / ///(//{///Z /
//Х//Л7 |7 лХ У х х : sjrsA
N NN N NNN N NN
5-5
hcKul
Фне.5
Фйе.б
Зона рабочего
Риски }
jI
/r/jr/r/r svs/A/,
W Jnzo
-хфие.7
Вид В
11
r/V//v//b s/r/
т г г г
Фиг.9
t Ось трибы Осыпрубы у
РискиЦ
W//SSSSS/YSS///
-- - Фие.Ю
15
JI
/хх/.
Л.
(S7/VS/4//
Видй
Риски
/У/ / s/////ySSSSSSS S22lL
Фие.11
16
У
| Обогреваемый отработавшими газами карбюратор для двигателей внутреннего горения | 1921 |
|
SU321A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
