Ј
V)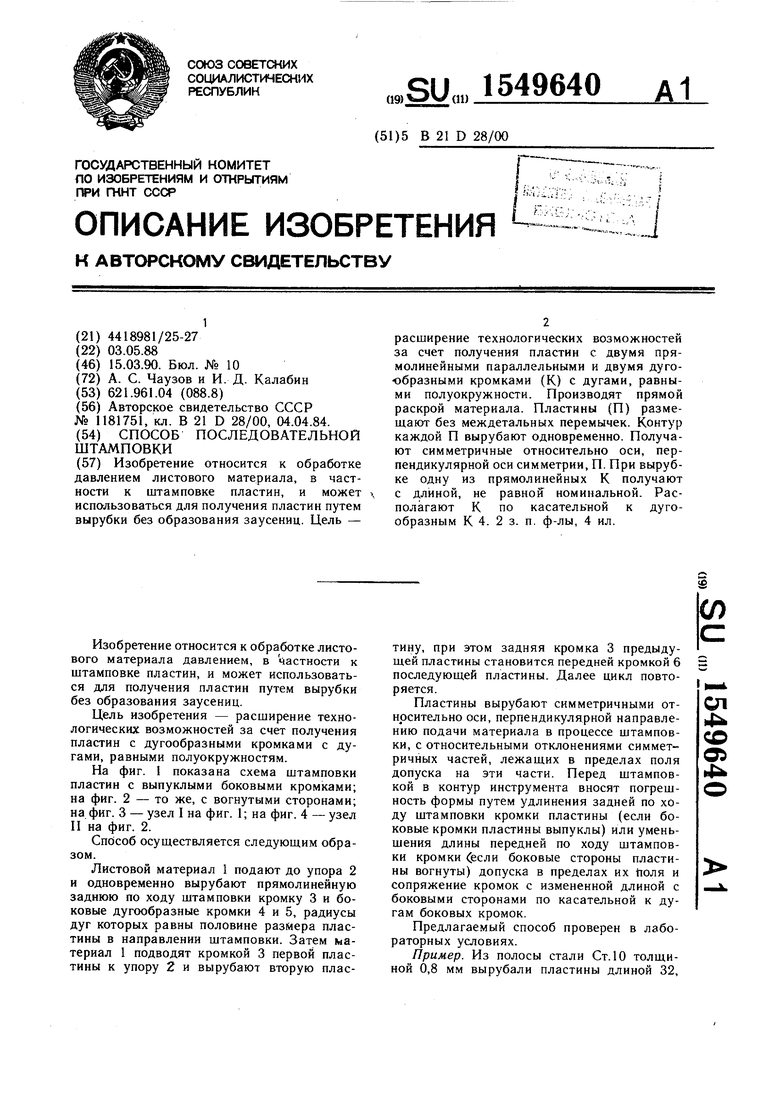
Изобретение относится к обработке давлением листового материала, в частности к штамповке пластин, и может использоваться для получения пластин путем вырубки без образования заусениц. Цель его - расширение технологических возможностей за счет получения пластин с двумя прямолинейными параллельными и двумя дугообразными кромками (К) с дугами, равными полуокружности. Производят прямой раскрой материала. Пластины (П) размещают без междетальных перемычек. Контур каждой П вырубают одновременно. Получают симметричные относительно оси, перпендикулярной оси симметрии, П. При вырубке одну из прямолинейных К получают с длиной, не равной номинальной. Располагают К по касательной к дугообразным К 4. 2 з.п. ф-лы, 4 ил.
Изобретение относится к обработке листового материала давлением, в частности к штамповке пластин, и может использоваться для получения пластин путем вырубки без образования заусениц.
Цель изобретения - расширение технологических возможностей за счет получения пластин с дугообразными кромками с дугами, равными полуокружностям.
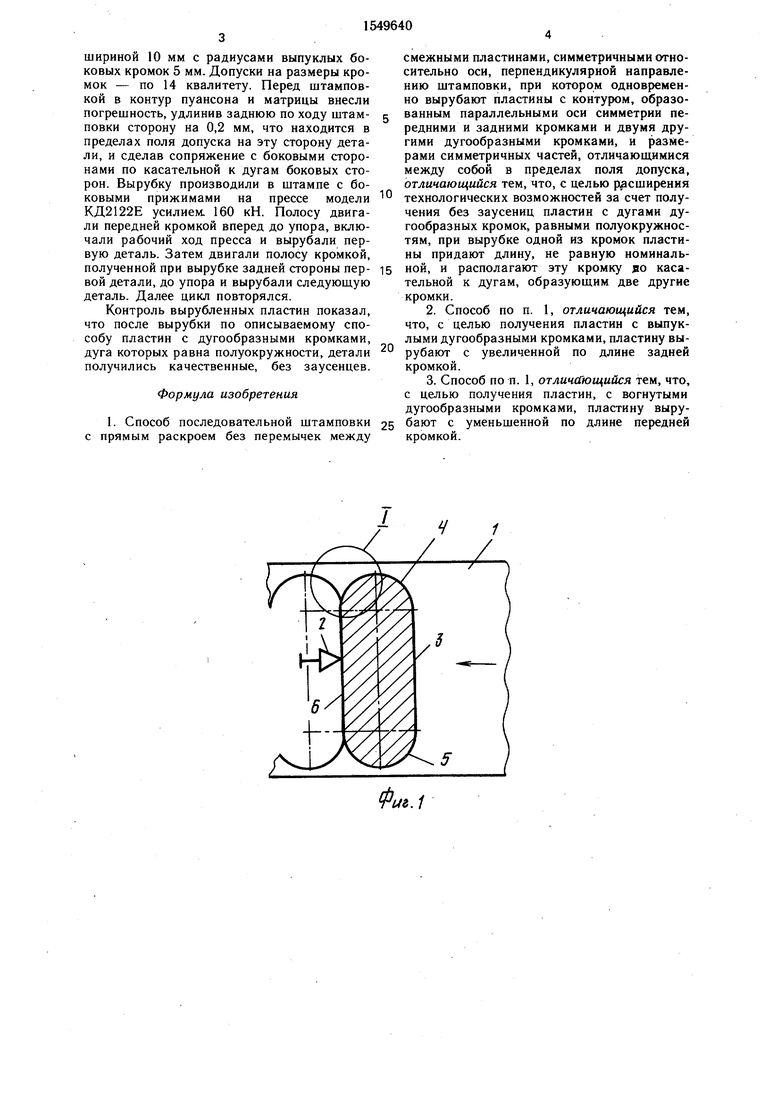
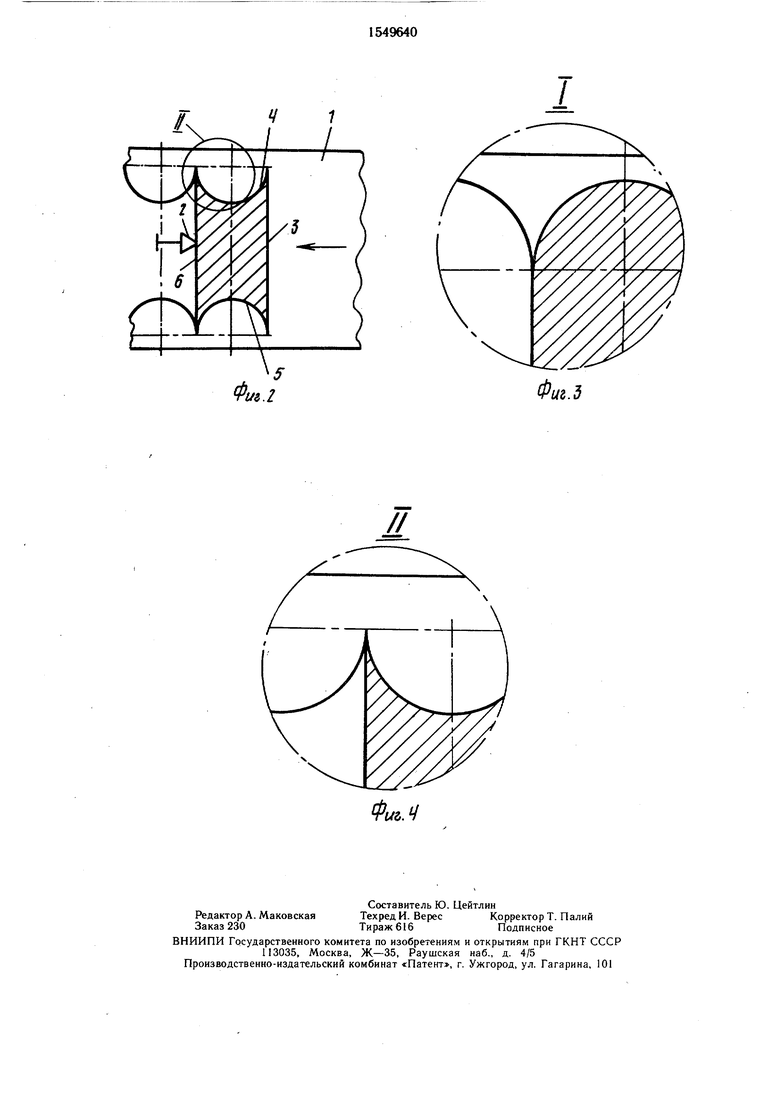
На фиг. 1 показана схема штамповки пластин с выпуклыми боковыми кромками; на фиг. 2 - то же, с вогнутыми сторонами; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. 2.
Способ осуществляется следующим образом.
Листовой материал 1 подают до упора 2 и одновременно вырубают прямолинейную заднюю по ходу штамповки кромку 3 и боковые дугообразные кромки 4 и 5, радиусы дуг которых равны половине размера пластины в направлении штамповки. Затем ыа- териал 1 подводят кромкой 3 первой пластины к упору 2 и вырубают вторую пластину, при этом задняя кромка 3 предыдущей пластины становится передней кромкой 6 последующей пластины. Далее цикл повторяется.
Пластины вырубают симметричными относительно оси, перпендикулярной направлению подачи материала в процессе штамповки, с относительными отклонениями симметричных частей, лежащих в пределах поля допуска на эти части. Перед штамповкой в контур инструмента вносят погрешность формы путем удлинения задней по ходу штамповки кромки пластины (если боковые кромки пластины выпуклы) или уменьшения длины передней по ходу штамповки кромки (если боковые стороны пластины вогнуты) допуска в пределах их поля и сопряжение кромок с измененной длиной с боковыми сторонами по касательной к дугам боковых кромок.
Предлагаемый способ проверен в лабораторных условиях.
Пример. Из полосы стали Ст. 10 толщиной 0,8 мм вырубали пластины длиной 32,
сл
-U
CD СЭ
u
шириной 10 мм с радиусами выпуклых боковых кромок 5 мм. Допуски на размеры кромок - по 14 квалитету. Перед штамповкой в контур пуансона и матрицы внесли погрешность, удлинив заднюю по ходу штамповки сторону на 0,2 мм, что находится в пределах поля допуска на эту сторону детали, и сделав сопряжение с боковыми сторонами по касательной к дугам боковых сторон. Вырубку производили в штампе с боковыми прижимами на прессе модели КД2122Е усилием. 160 кН. Полосу двигали передней кромкой вперед до упора, включали рабочий ход пресса и вырубали первую деталь. Затем двигали полосу кромкой, полученной при вырубке задней стороны первой детали, до упора и вырубали следующую деталь. Далее цикл повторялся.
Контроль вырубленных пластин показал, что после вырубки по описываемому способу пластин с дугообразными кромками, дуга которых равна полуокружности, детали получились качественные, без заусенцев.
Формула изобретения
s
смежными пластинами, симметричными относительно оси, перпендикулярной направлению штамповки, при котором одновременно вырубают пластины с контуром, образованным параллельными оси симметрии передними и задними кромками и двумя другими дугообразными кромками, и размерами симметричных частей, отличающимися между собой в пределах поля допуска, отличающийся тем, что, с целью расширения технологических возможностей за счет получения без заусениц пластин с дугами дугообразных кромок, равными полуокружностям, при вырубке одной из кромок пластины придают длину, не равную номинальной, и располагают эту кромку ро касательной к дугам, образующим две другие кромки.
Ч 1
//
Фм.1
/
Фиг.З
| Способ последовательной штамповки | 1984 |
|
SU1181751A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
