Фиг. 1
2. Способ по п. 1, отличающ и и с я тем, что, с целью повы,шеиия качества пластин с вьтуклым дугообразным участком, центр смещают в направлении задней по .ходу штамповки стороны.
3. Способ по п. 1, отличающийся тем, что, с целью повьшения качества пластин с вогнутым дугообразным участком, центр смещают в направлении передней по ходу штамповки стороны.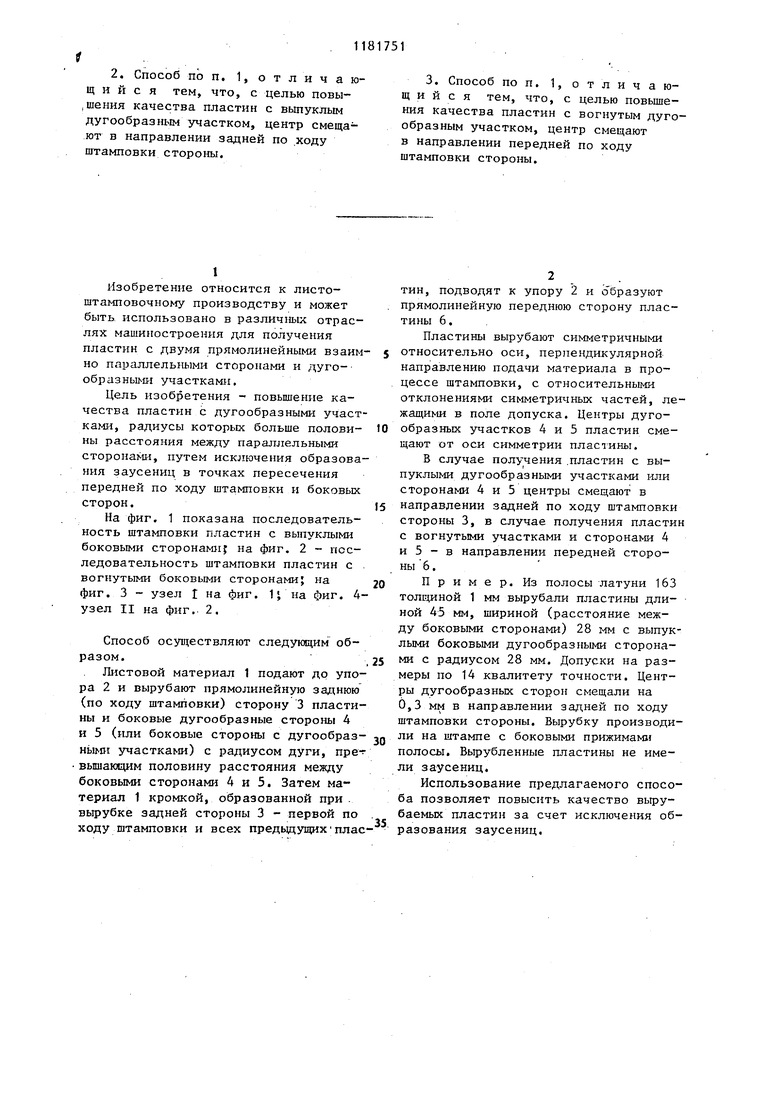
1. СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ с прямым раскроем без перемычек между смежными пластинами, преимущественно симметричными относительно оси, перпендикулярной направлению штамповки, имеющими параллельные оси симметрии передние и задние по ходу штамповки стороны и дугообразные участки на других сторонах, путем одновременной вырубки контура пластины на боковых и задней сторонах с размерами симметричных частей, отличающимися между собой на величину, находящуюся в пределах поля допуска на размеры частей, отличающийся тем, что, с целью повьшения качества пластин с радиусами дугообразных участков, большими половины расстояния между параллельнь1ми сторонами, i центр дугообразного участка смещают от оси симметрии пластины. (Л с / 00 СП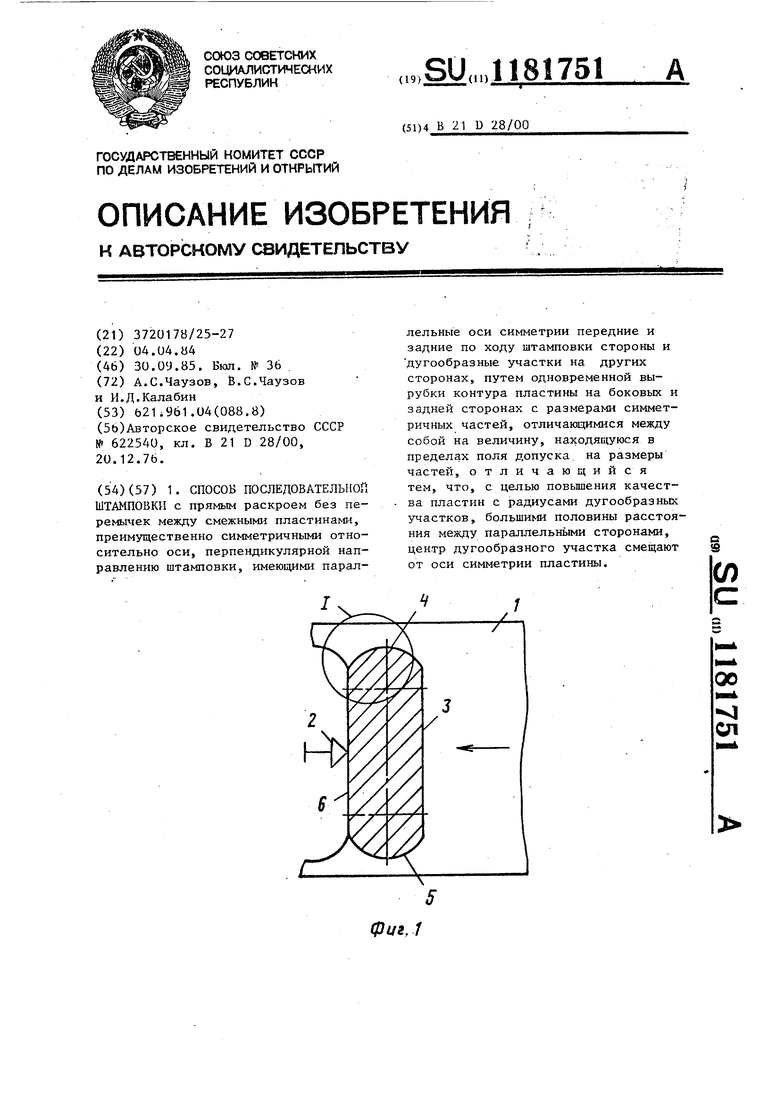
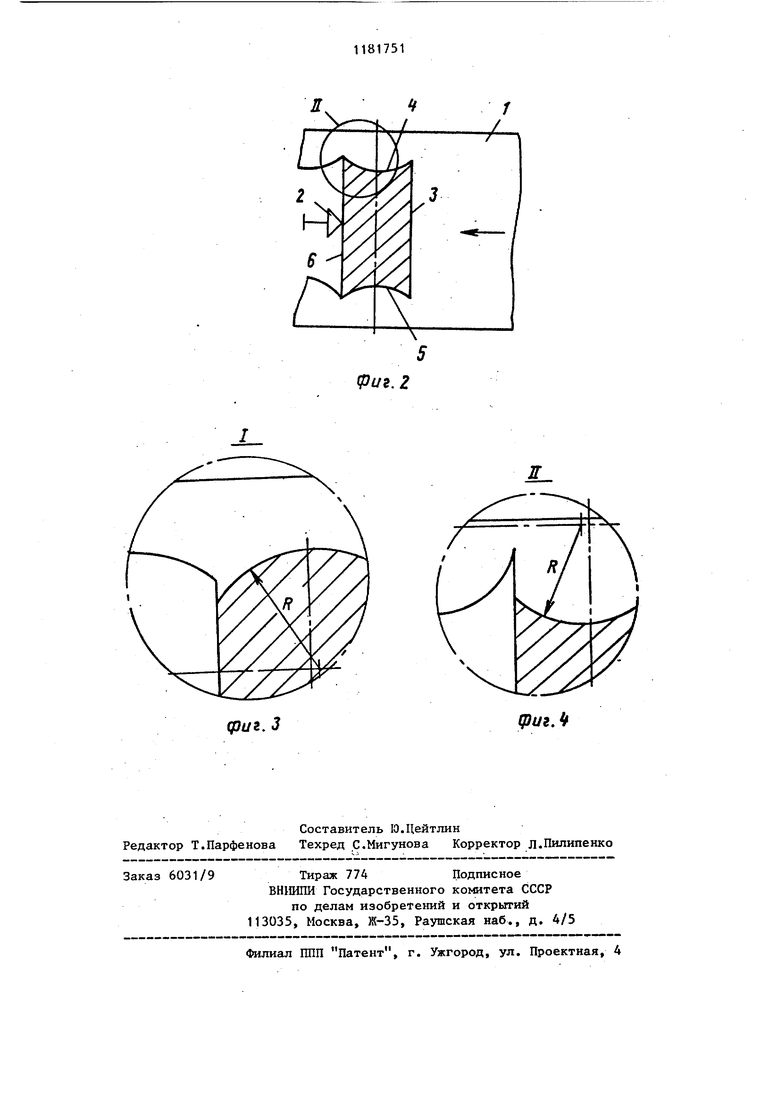
Изобретение относится к листоштамповочному производству и может быть использовано в различных отраслях машиностроения для получения пластин с двумя прямолинейными взаим но параллельными сторонами и дугообразными участками. Цель изобретения - повышение качества пластин с дугообразными участ ками, радиусы которых больше половины расстояния между паргшлельными CTopoHaNffl, путем исключения образова ния заусениц в точках пересечения передней по ходу штамповки и боковых сторон. На фиг. 1 показана последовательность штамповки пластин с выпуклыми боковыми сторонамиf на фиг. 2 - последовательность штамповки пластин с вогнутыми боковыми сторонами; на фиг. 3 - узел Г на фиг. 1 на фиг. 4 узел II на фиг. 2. Способ осуществляют следующим образом. Пнстовой материал 1 подают до упо ра 2 и вырубают прямолинейную заднюю (по ходу штамповки) сторону 3 пласти ны и боковые дугообразные стороны 4 и 5 (или боковые стороны с дугообраз ными участками) с радиусом дуги, пре вышающим половину расстояния между боковыми сторонами 4 и 5. Затем материал 1 кромкой, образованной при вьфубке задней стороны 3 - первой по ходу штамповки и всех предьщущихпла тин, подводят к упору 2 и образуют прямолинейную переднюю сторону пластины 6. Пластины вырубают симметричными относительно оси, перпендикулярной направлению подачи материала в процессе штамповки, с относительными отклонениями симметричных частей, лежащими в поле допуска. Центры дугообразных участков 4 и 5 пластин смещают от оси симметрии пластины. В случае получения .пластин с выпуклыми дугообразными участками или сторонами 4 и 5 центры смещают в направлении задней по ходу штамповки стороны 3, в случае получения пластин с вогнутыми участками и сторонами 4 и 5 - в направлении передней стороны 6. Пример. Из полосы латуни 163 толщиной 1 мм вырубали пластины длиной 45 мм, шириной (расстояние между боковыми сторонами) 28 мм с выпуклыми боковыми дугообразными сторонами с радиусом 28 мм. Допуски на размеры по 14 квалитету точности. Центры дугообразных сторон смещали на 0,3 мм в направлении задней по ходу штамповки стороны. Вырубку производили на штампе с боковыми прижимами полосы. Вырубленные пластины не имели заусениц. Использование предлагаемого способа позволяет повысить качество вырубаемых пластин за счет исключения образования заусениц.
(риг. 3
Ж
| Способ последовательной штамповки | 1976 |
|
SU622540A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
