(54) СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки прямоугольных пластин | 1982 |
|
SU1080903A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ | 1991 |
|
RU2026763C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Способ последовательной штамповки | 1988 |
|
SU1549640A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| Способ последовательной штамповки | 1984 |
|
SU1181751A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ИЗ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2573464C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
1
Изобретение относится к способам штамповки деталей из листового материала и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Известен способ последовательной штамповки прямоугольных пластин из листового материала, при котором переднюю по ходу подачи материала сторону каждой пластины получают путем вырубки задней стороны предыдуш,ей пластины, причем боковые стороны пластин вырубают под углом к задней стороне, меньшим 90° и лежащим в пределах, обеспечивающих получение передней стороны с размерами, лежащими в поле допуска 1.
Недостатком известного способа является невозможность получения пластин без заусениц в углах при многорядной вырубке.
Цель изобретения - исключение образования заусениц по углам заготовок при многорядной вырубке.
Цель достигается тем, что согласно способу последовательной штамповки прямоугольных заготовок из листового материала, при котором стороны получаемой заготовки вырубают с размерами, отличающимися
от номинальных, но лежащих в пределах поля допуска, а материал подают на шаг, кратный стороне заготовки, вырубку производят в шахматном порядке,-причем сначала вырубают по меньшей мере одну или несколько заготовок, расположенных в одном ряду, перпендикулярном направлению подачи материала, через одну с размерами, превышающими номинальные на величину, равную верхнему значению допуска, а на следующем переходе вырубают остальные заготовки ряда с размерами, меньше номинальных на величину, равную нижнему значению допуска, шаг подачи выбирают равным удвоенной длине стороны меньшей заготовки, лежащей вдоль направления подачи листового материала.
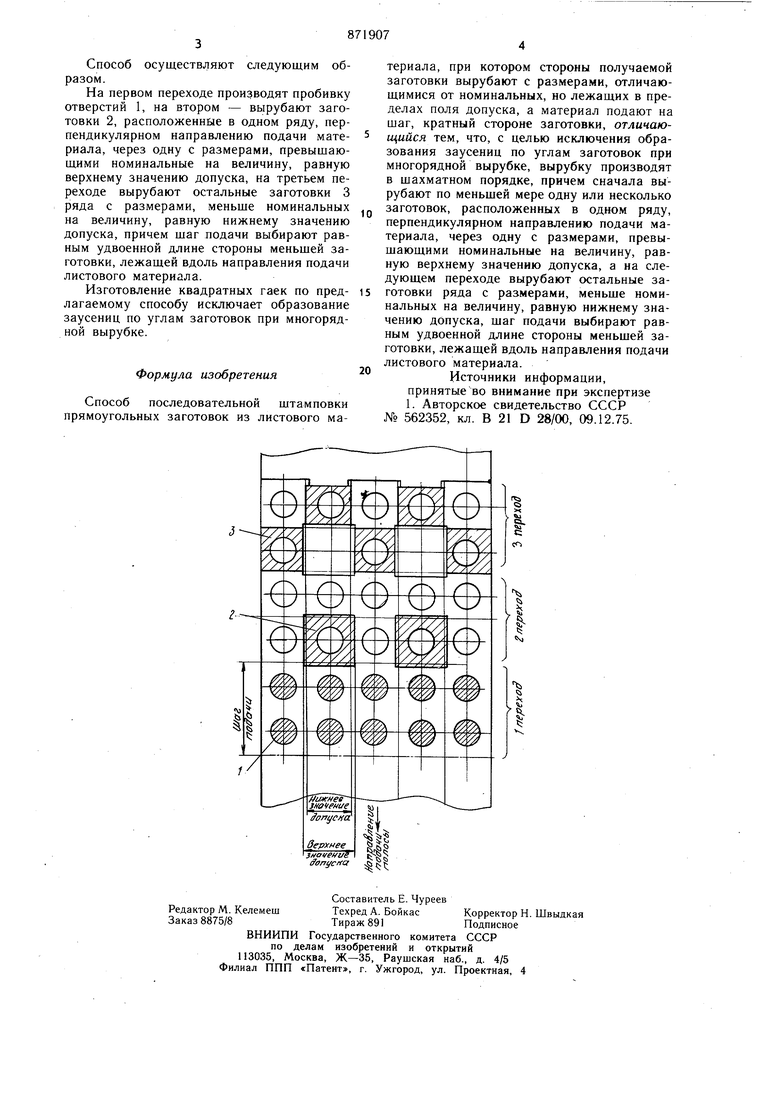
На чертеже схематично показан пример выполнения предложенного способа для получения, в частности, квадратных пластин с отверстиями за три перехода.
Позицией 1 обозначено отверстие, про20 биваемое на первом переходе позицией 2 -
заготовка, вырубаемая на втором переходе,
позицией 3 - заготовка, вырубаемая на
третьем переходе.
