Изобретение относится к технике упаковывания транспортного пакета в пленочную оболочку и может быть использовано при транспортировании большегрузных пакетов, опрессова.н из волокнистого сыпучего материала.
Целью изобретения является сниже- вние энергозатрат, а также снижение материалоемкости установки и занимаемых производственных площадей.
Способ упаковывания бесподдонного штабеля заключается в формировании грузовой единицы с уступами под вильчатый захват с боковых сторон верхней грани, в подведении под сформированную грузовую единицу в средней части ее днища опоры и подъеме грузовой единицы, в надевании на грузовую единицу со стороны уступов последовательно двух пленочных оболочек, причем высота первой оболочки соответствует высоте грузовой единицы, а высота второй - сумме высоты грузовой единицы и половины ширины грузовой еди.ницы„ после чего провисающие концы старой оболочки подгибают под грузовую единицу с боковых сторон, свободных от опор, одновременно подводя под эти стороны захваты, освобождают от опоры среднюю часть днища грузовой единицы, формируют складки, обжимают и сваривают подогнутые концы плен5чной колпачковой оболочки, а затем производят термо0
5
0
5
0
5
усадку оболочек, обжатие верхней грани и кантование грузовой единицы на 180е .
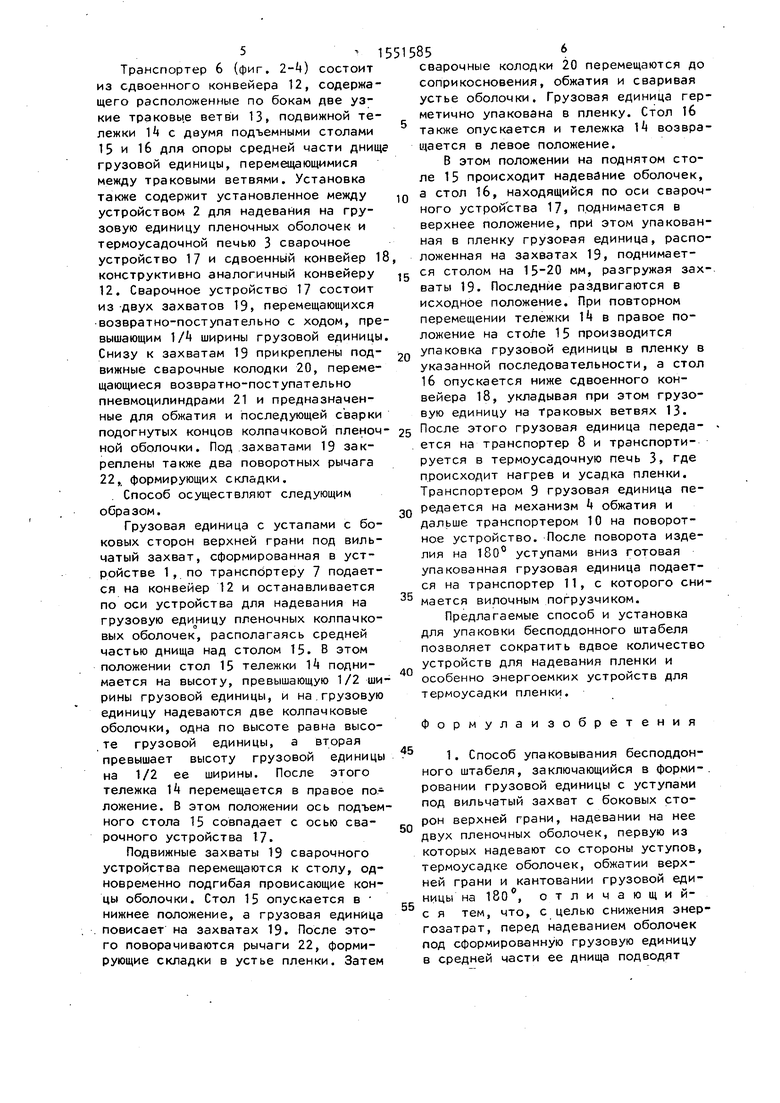
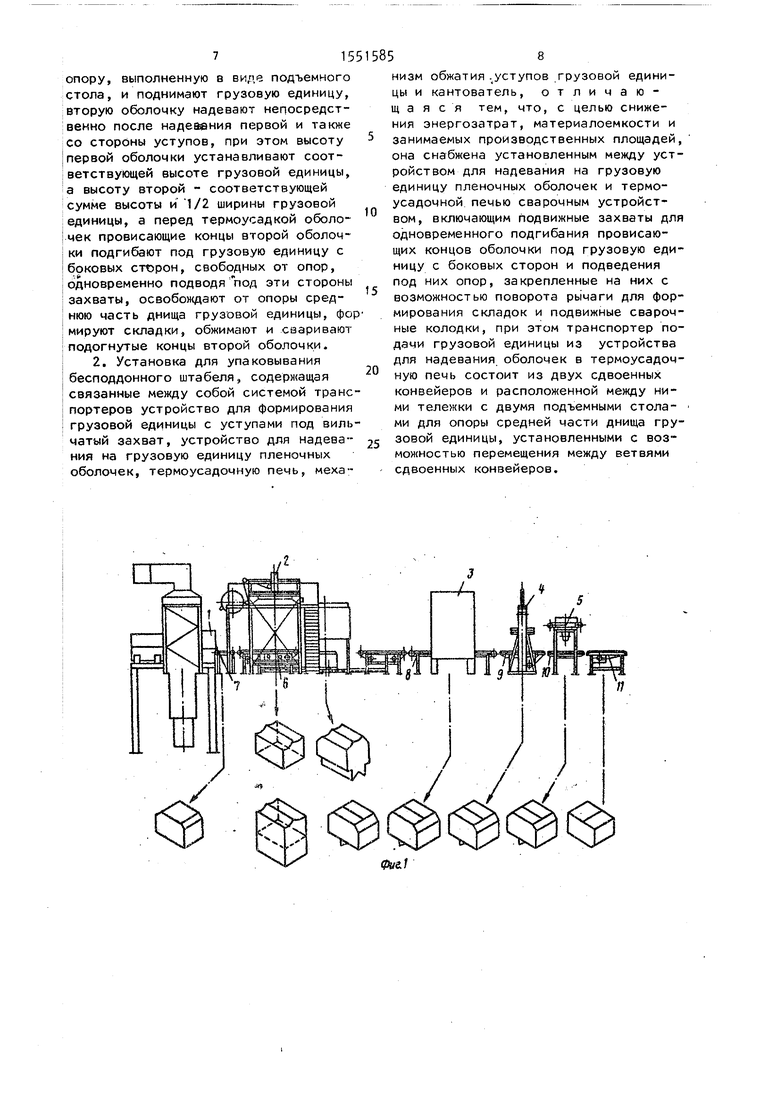
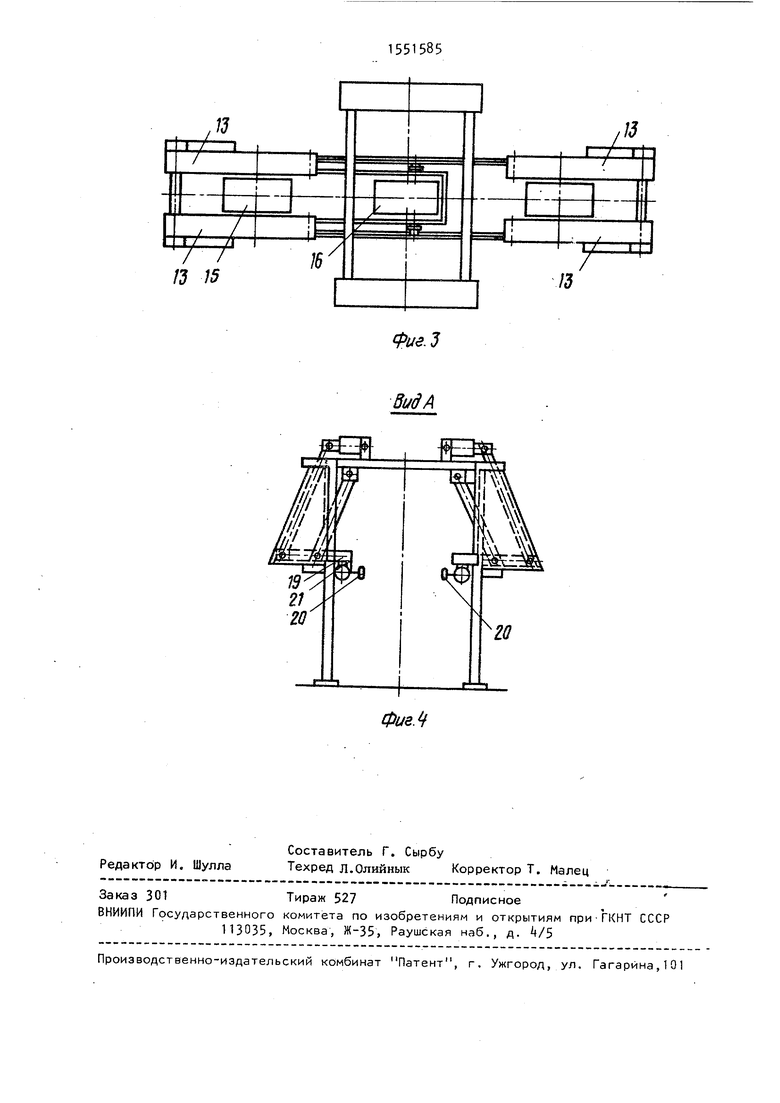
На фиг. 1 изображена установка, общий вид; на фиг. 2 - транспортер подачи грузовой единицы из установки надевания пленочной оболочки до термоусадочной печи, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. вид А на фиг. 2.
Установка содержит устройство 1 для формирования грузовой единицы, например гидравлический пресс с камерой для формирования уступов под вильчатый захват на верхней грани грузовой единицы, устройство 2 для надевания на грузовую единицу пленочных колпачковых оболочек, термоусадочную печь 3 камерного типа, механизм Ц обжатия уступов грузовой единицы и кантователь 5, связанные между собой системой транспортеров. Транспортер 6 подает грузовую единицу из устройства 2 для надевания оболочек до термоусадочной печи 3
Остальные транспортеры обеспечивают перемещение грузовой единицы соответственно от пресса к устройству 2 для надевания оболочек, в зонах термоусадочной печи 3 механизм k обжатия и кантоватегя 5, а также в зоне съема грузовой единицы вильчатым захватом.
5
Транспортер 6 (фиг. состоит из сдвоенного конвейера 12, содержащего расположенные по бокам две узкие траковые ветви 13, подвижной тележки k с двумя подъемными столами 15 и 16 для опоры средней части днищ грузовой единицы, перемещающимися между траковыми ветвями. Установка также содержит установленное между устройством 2 для надевания на грузовую единицу пленочных оболочек и термоусадочной печью 3 сварочное устройство 17 и сдвоенный конвейер 1 конструктивно аналогичный конвейеру 12. Сварочное устройство 17 состоит из двух захватов 19, перемещающихся возвратно-поступательно с ходом, превышающим /k ширины грузовой единицы Снизу к захватам 19 прикреплены под- вижные сварочные колодки 20, перемещающиеся возвратно-поступательно пневмоцилиндрами 21 и предназначенные для обжатия и последующей сварки подогнутых концов колпачковой пленоч ной оболочки. Под захватами 19 закреплены также два поворотных рычага 22, формирующих складки.
Способ осуществляют следующим обра зом.
Грузовая единица с устапами с боковых сторон верхней грани под вильчатый захват, сформированная в устройстве 1, по транспортеру 7 подается на конвейер 12 и останавливается по оси устройства для надевания на грузовую единицу пленочных колпачко- вых оболочек, располагаясь средней частью днища над столом 15. В этом положении стол 15 тележки 1 поднимается на высоту, превышающую 1/2 ширины грузовой единицы, и на грузовую единицу надеваются две колпачковые оболочки, одна по высоте равна высоте грузовой единицы, а вторая превышает высоту грузовой единицы на 1/2 ее ширины. После этого тележка 14 перемещается в правое по ложение. В этом положении ось подъемного стола 15 совпадает с осью сварочного устройства 17.
Подвижные захваты 19 сварочного устройства перемещаются к столу, одновременно подгибая провисающие концы оболочки. Стол 15 опускается в нижнее положение, а грузовая единица повисает на захватах 19. После этого поворачиваются рычаги 22, формирующие складки в устье пленки. Затем
0 5 n 5
0
5
0
5
5
585
сварочные колодки 20 перемещаются до соприкосновения, обжатия и сваривая устье оболочки. Грузовая единица герметично упакована в пленку. Стол 16 также опускается и тележка 1 возвращается в левое положение.
В этом положении на поднятом столе 15 происходит надевание оболочек, а стол 16, находящийся по оси сварочного устройства 17, поднимается в верхнее положение, при этом упакованная в пленку грузорая единица, расположенная на захватах 19, поднимается столом на мм, разгружая захваты 19. Последние раздвигаются в исходное положение. При повторном перемещении тележки 1 в правое положение на столе 15 производится упаковка грузовой единицы в пленку в указанной последовательности, а стол 16 опускается ниже сдвоенного конвейера 18, укладывая при этом грузовую единицу на Траковых ветвях 13. После этого грузовая единица передается на транспортер 8 и транспортируется в термоусадочную печь 3, где происходит нагрев и усадка пленки. Транспортером 9 грузовая единица передается на механизм 1 обжатия и дальше транспортером 10 на поворотное устройство. После поворота изделия на 180° уступами вниз готовая упакованная грузовая единица подается на транспортер 11, с которого снимается вилочным погрузчиком.
Предлагаемые способ и установка для упаковки бесподдонного штабеля позволяет сократить вдвое количество устройств для надевания пленки и особенно энергоемких устройств для термоусадки пленки.
Формулаизобретения
1. Способ упаковывания бесподдонного штабеля, заключающийся в формировании грузовой единицы с уступами под вильчатый захват с боковых сторон верхней грани, надевании на нее двух пленочных оболочек, первую из которых надевают со стороны уступов, термоусадке оболочек, обжатии верхней грани и кантовании грузовой единицы на 180°, отличающий- с я тем, что, с целью снижения энергозатрат, перед надеванием оболочек под сформированную грузовую единицу в средней части ее днища подводят
опору, выполненную в виде подъемного стола, и поднимают грузовую единицу, вторую оболочку надевают непосредственно после надевания первой и также со стороны уступов, при этом высоту первой оболочки устанавливают соответствующей высоте грузовой единицы, а высоту второй - соответствующей сумме высоты и 1/2 ширины грузовой единицы, а перед термоусадкой оболочек провисающие концы аторой оболочки подгибают под грузовую единицу с боковых сторон, свободных от опор, одновременно подводя под эти стороны захваты, освобождают от опоры среднюю часть днища грузовой единицы, фо мируют складки, обжимают и сааривакл подогнутые концы второй оболочки.
2. Установка для упаковывания бесподдонного штабеля, содержащая связанные между собой системой транспортеров устройство для формирования грузовой единицы с уступами под вильчатый захват, устройство для надевания на грузовую единицу пленочных оболочек, термоусадочную печь, меха
5
0
5
низм обжатия уступов грузовой единицы и кантователь, отличающаяся тем, что, с целью снижения энергозатрат, материалоемкости и занимаемых производственных площадей, она снабжена установленным между устройством для надевания на грузовую единицу пленочных оболочек и термоусадочной печью сварочным устройством, включающим подвижные захваты для одновременного подгибания провисающих концов оболочки под грузовую единицу с боковых сторон и подведения под них опор, закрепленные на них с возможностью поворота рычаги для формирования складок и подвижные сварочные колодки, при этом транспортер подачи грузовой единицы из устройства для надевания оболочек в термоусадочную печь состоит из двух сдвоенных конвейеров и расположенной между ними тележки с двумя подъемными столами для опоры средней части днища грузовой единицы, установленными с возможностью перемещения между ветвями сдвоенных конвейеров.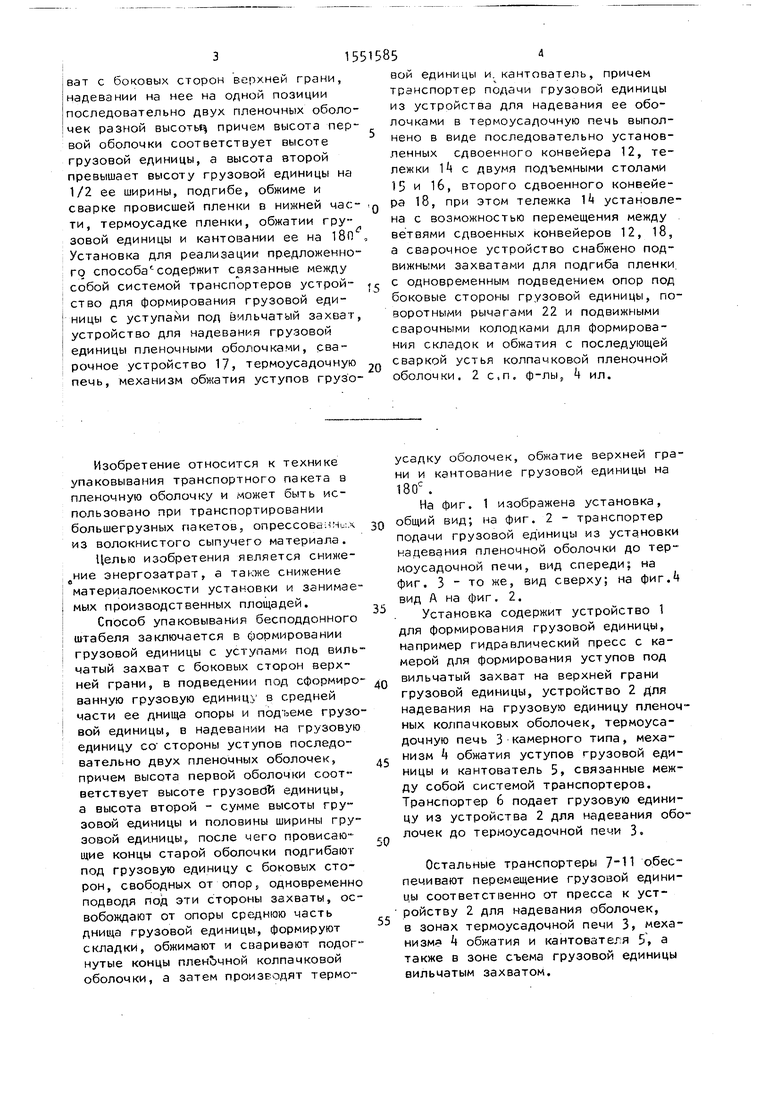
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для бесподдонного упаковывания сыпучего материала | 1985 |
|
SU1708696A1 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Способ упаковывания бесподдонного штабеля из мягких упаковок и устройство для его осуществления | 1990 |
|
SU1722951A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1988 |
|
SU1551584A1 |
| Способ бесподдонного упаковывания пакета штучных предметов и устройство для его осуществления | 1986 |
|
SU1391988A1 |
| Способ упаковки штучных предметов | 1981 |
|
SU986826A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1986 |
|
SU1406032A1 |
Изобретение относится к технике упаковки транспортного пакета в пленочную оболочку. Оно может быть использовано при транспортировании большегрузных пакетов, спрессованных из волокнистого сыпучего материала. Цель изобретения в части способа - снижение энергозатрат массы оборудования, а в части устройства - снижение энергозатрат, занимаемых производственных площадей. Сущность способа заключается в следующей последовательности операций: формировании грузовой единицы с уступами под вильчатый захват с боковых сторон верхней грани, надевании на нее на одной позиции последовательно двух пленочных оболочек разной высоты, причем высота первой оболочки соответствует высоте грузовой единицы, а высота второй - превышает высоту грузовой единицы на 1/2 ее ширины, подгибе, обжиме и сварке провисшей пленки в нижней части, термоусадке пленки, обжатии грузовой единицы и кантовании ее на 180°. Установка для реализации предложенного способа содержит связанные между собой системой транспортеров устройство для формирования грузовой единицы с уступами под вильчатый захват, устройство для надевания грузовой единицы пленочными оболочками, сварочное устройство 17, термоусадочную печь, механизм обжатия уступов грузовой единицы и кантователь, причем транспортер подачи грузовой единицы из устройства для надевания ее оболочками в термоусадочную печь выполнено в виде последовательно установленных сдвоенного конвейера 12, тележки 14 с двумя подъемными столами 15 и 16, второго сдвоенного конвейера 18, при этом тележка 14 установлена с возможностью перемещения между ветвями сдвоенных конвейеров 12, 18, а сварочное устройство снабжено подвижными захватами для подгиба пленки с одновременным подведением опор под боковые стороны грузовой единицы, поворотными рычагами 22 и подвижными сварочными колодками для формирования складок и обжатия с последующей сваркой устья колпачковой пленочной оболочки. 2 с.п. ф-лы, 4 ил.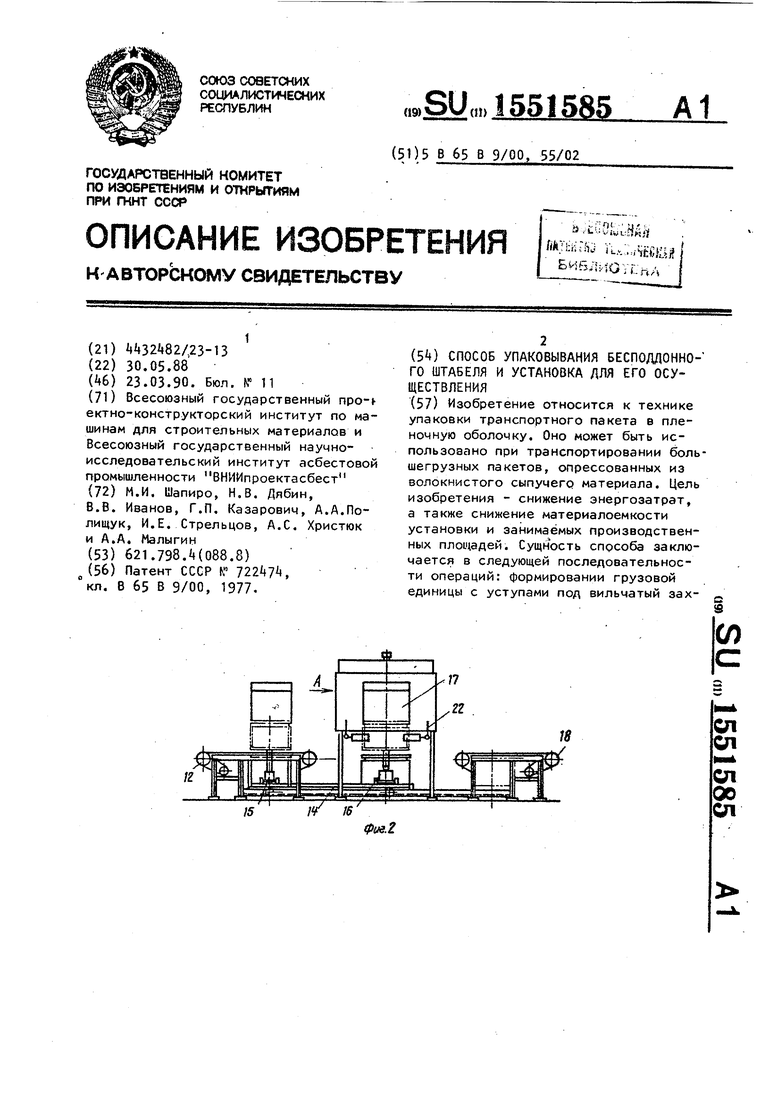
Й/е/
15
Фиг.З
дидА
V
№й
28
Фиг. Ц
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ( СПОСОБ УПАКОВЫВАНИЯ БЕСПОДДОННО- ГО ШТАБЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | |||
