верхнюю открытую ее часть. После этого грузовую единицу 1 подают в термоусадочную печь 10, где пленочная оболочка 8 сваривается с оболочками 6 и 7, Из термоусадочной печи 10 грузовую единицу 1 подают под второй механизм 12 обжатия, где на нее с помощью гидравлического Привода воздействуют силовой плитой 26. сжимающей грузовую единицу 1 вертикальной нагрузкой, равномерно распределенной по ее
верхней грани, грузовая единица 1 подается на транспортер 34. Описанный способ позволяет получить механически прочную грузовую единицу с уступами под вильчатый 31ахват, спрессованную под воздействием вертикальной сжимающей нагрузки, что позволяет отказаться от формирования грузовой единицы путем предварительного получения тарно-штучных предметов-и их индивидуальной упаковки. 1 з.п.ф-лы. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания бесподдонного штабеля и установка для его осуществления | 1988 |
|
SU1551585A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Способ бесподдонного упаковывания пакета штучных предметов и устройство для его осуществления | 1986 |
|
SU1391988A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1986 |
|
SU1406032A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1988 |
|
SU1551584A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| Способ упаковывания штучных изделий | 1990 |
|
SU1722957A1 |
| Способ упаковывания бесподдонного штабеля из мягких упаковок и устройство для его осуществления | 1990 |
|
SU1722951A1 |
Изобретение относится к установке для бесподдоного упаковывания сыпучего материала в пленку и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - повышение качества упаковывания и снижение расхода упаковочного материала. Порцию сыпучего материала спрессовывают в гидравлическом прессе 2 в грузовую единицу 1 с уступами трапецеидальной или треугольной формы сбоковых сторон ее верхнё^й грани. Затем грузовую единицу 1 проталкивают в камеру 3 упрочнения уступов и далее в устройство 4, где грузовую единицу 1 покрывают CHaMa-* ла короткой 6, а затем длинной 7 пленочными оболочками. После этого грузовую единицу подают в термоусадочную печь 9, где пленочные оболочки 6 и 7 нагреваются до пластичного состояний. Из термоусадочной печ>&1 грузовую единицу 1 подают под механизм 11 обжатия, где на нее с помощью гидравлического привода воздействуют силовой плитой 18, формирующей с пом01цью прижимов уступы трапецеидальной или треугольной формы. Силовая плита 18 сжимает грузовую единицу 1 вертикальной нагрузкой, равномерно распределенной по ее в^р- хней грани. Грузовую единицу 1 со сформированными уступами после механизма 11 обжатия подают на пару расположенных один над другим транспортеров 13 и 14 для поворота грузовой единицы 1 на 180° относительно горизонтальной оси 16 так, что уступы располагаются на нижней ее части. Затем грузовую единицу 1 подают в устройство 4 для покрытия третьей пленочной оболочкой 8, которая закрывает то/1ъко;0 27 12 261^VIо00 Ою а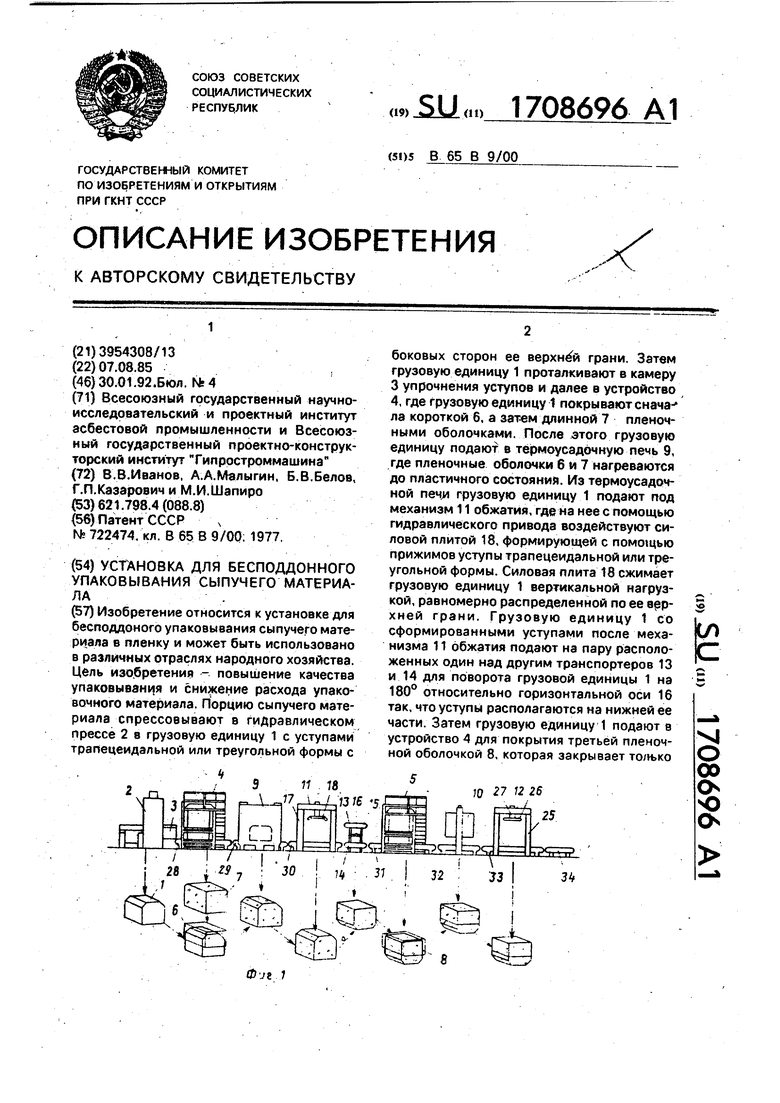
Изобретение Относится к технике упаковывания бесподдонной грузовой единицы сыпучего материала в пленочную
оболочку.;
Целью изобретения является повышение качества упаковывания и снижение расхода упаковочного материала.
На фиг. 1 схематично изображена установка для бесподдонного упаковывания сыпучего материала, на фиг. 2 - механизм обжатия грузовой единицы для формирования уступов трапецеидальной формы; на фиг. 3 - механизм обжатия грузовой единицы для формирования уступОв треугольной формы.
Установка содержит устройство для формирования грузовой единицы 1с уступами под вильчатый захват с боковых сто рон верхней грани, состоящее из гидравлического пресса 2 одноосного прессования с камерой 3 упрочнения уступов, устройства 4 и 5 для покрытия грузовой единицы 1 пленочными оболочками 6-В. термоусадочные печи камерного 9 и колпачкового 10 типов, механизмы 11 и 12 обжатия грузовой единицы 1, два расположенных один над другим транспортером 13 и 14, связанных между собой при помощи вертикальных направляющих 15 с возможностью их взаимного подъема, опускания и поворота относительно горизонтальной оси 16 на В0° для поворота Грузовой единицы 1.
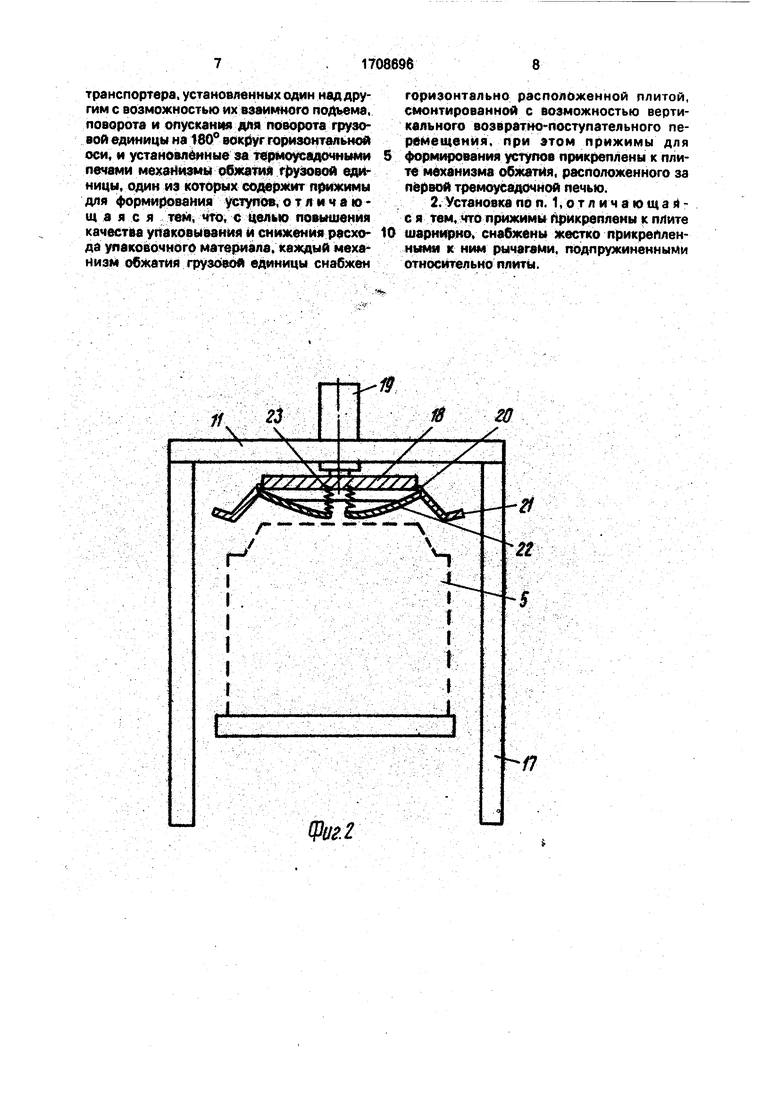
Механизм 11 обжатия (фиг. 1, 2) грузовой единицы 1, смонтированный после первой термоусадочной печи 9 на раме 17, снабжен горизонтально расположенной силовой плитой 18 с гидраёлическим приводом 19, обеспечивающим ее возвратно-поступательное перемещение в вертикальном направлении. Для формирования уступов трапецеидальной формы в поперечном сечении грузовой единицы 1 к силовой плите 18 с помощью шарниров 20 закреплены Г-образные прижимы 21 с жестко прикрепленными к ним рычагами 22,
подпружиненными пружинами 23 относительно силовой плиты 18, а для формирования уступов треугольной формы в поперечном сечении грузовой единицы 1
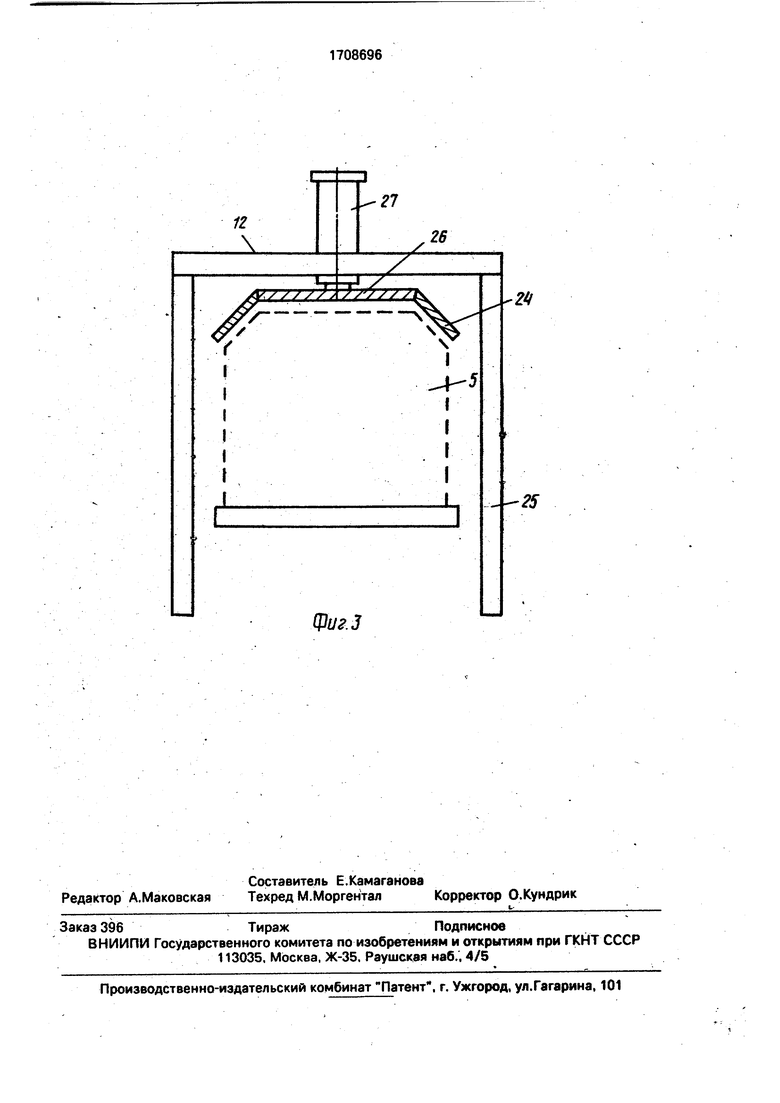
прижимы 24 крепятся к силовой плите жестко и образуют вместе с плитой поверхность, конгруэнтную верхней части грузовой 1.
Механизм 12 обжатия (фиг. 1), смонтированный после второй термоусадочной печи 10 колпачкового типа на раме 25, снабжен горизонтальной силовой плитой 26 (без прижимов) с гидравлическим приводом 27 для возвратно-поступательного перемещения СИЛОВОЙ плиты 26 в вертикальном направлении.
Все устройства и механизмы установки связаны между собой транспортерами 28. 29,30,31,32,33,34.
Установка работает следующим образом.
Порция асбестового волокна спрессовывается в гидравлическом прессе 2 в трузовую единицу 1 (крупногабаритный брикет) с уступами трапецеидальной V1ли треугольной формы в поперечном сечении грузовой единицы 1 с боковых сторон верхней ее грани. Затем грузовая единица 1 проталкивается 9 камеру 3 упрочнения уступов, где происходит релаксация напряжений в зоне уступов грузовой единицы 1, в течение следующего цикЛа уплотнения. Далее с помощью транспортера 28 грузовую единицу
1 подают в устройство 4, где ее накрывают сначала короткой 6, а затем длинной 7 пленочными оболочками. После этогогрузовую единицу 1 транспортером 29 подают в термоусадочную печь 9 камерного типа, где
циркулирующим в камере печи горячим воздухом пленочные оболочки 6 и 7 нагреваются до пластичного состояния. Из термоусадочной печи,9 транспортером 30 грузовая единица 1 подается под механизм
11 обжатия (фиг. 2, 3), смонтированный на
раме 17, где на нее воздействуют силовой плитой 18.
Силовая плита 18 посредством гидравлического привода 19 опускается на верхнюю грань грузовой единицы 1. При формировании уступов трапецеидальной формы в поперечном сечении грузовой единицы 1 (фиг. 2) в первоначальный момент с верхней гранью соприкасаются. рычагами 22 и, сжимая пружины 23, утапливаются в углубления. Поворачиваясь вокруг оси шарниров 20, жестко связанные с рычагами 22 Г-образные прижимы 21 вдавливают нагретые пленочные оболочки 6 и 7 в уступы. При формировании уступов треугольной формы в поперечном сечении грузовой единицы
1(фиг. 3) силовая плита 18 с жестко закрепленными к ней прижимами 24, образующими вместе с плитой поверхность, конгрузнтную верхней части грузовой единицы 1, посредством гидравлического привода 19 опускается на верхнюю грань грузовой единицы 1 и прижимает нагретые оболочки 6 и 7 к уступам.
Силовая плита 18 воздействует натрузовую единицу 1 вертикальной сжимающей нагрузкой, равномерно распределенной по верхней ее грани.
После усадки и охлаждения пленочных оболочек 6 и 7 силовую плиту 18 гидравлинес КИМ приводом 19 поднимают. При формировании уступов трапецеидальной формы в поперечном сечении пружины 23 разжимаются и выводят из уступов Г-образные пружины 21 с помощью жестко закрепленных к ним рычагов 22. Такие уступы выполняют для грузовых единиц 1, подвергающихся многократной перегрузке (более
2раза), так как такая форма уступов обеспечивает сохранность пленочной оболочки; кроме того, грузоподъемные машины в морских портах снабжены грузозахватными приспособлениями, предназначенными для грузовых единиц, имеющихуступы трапецеидальной формы.
При формировании уступов треугольной формы в поперечном сечении силовая плита t8 поднимается и выводит из уступов жестко соединённые с ней прижимы 24. Формирование уступов треугольной формы в поперечном сечении проще, чем формирование уступов трапецеидальной формы, но применение первых целесообразно только в тех случаях, когда количество перегрузок при доставке грузовой единицы потребителю не превышает двух.
Силы упругого расширения спрессованных волокон стремятся устранить деформацию грузовой единицы 1, но уравновешиваются силой натяжения усаженных пленочных оболочек.
После механизма 11 обжатия грузовую единицу 1 со формированными уступами подают на пару расположенных один над другим транспортеров 13 и 14 для поворота грузовой единицы 1 на 180° вокруг горизонтальной оси, при зтом оба транспортера 13 и 14 перемещаются навстречу один другому по направляющим 15 и фиксируют грузовую единицу 1 между обоими транспортными лентами, которые затем вместе с ней поворачиваются вокруг горизонтальной оси 16 так, что уступы располагаются с нижней стороны грузовой единицы 1.
Затем грузовую единицу 1 транспортером 31 подают во второе устройство 4 для накрь1вания третьей пленочной оболочкой 9 (которая накрывает только верхнюю открытую часть грузовой единицы 1) и далее транспортером 32-е термоусадочную печь 10 колпачкового типа. В печи 10 оболочка 9 нагревается до пластичного состояния и сваривается с оболочкой 6 и 7.
Из .термоусадочной печи 10 грузовую единицу 1 подают транспортером 33 под второй механизм 12 oбжafия(фиг. 1), смонтированный на раме 25, где силовая плита
26посредством гидравлического привода
27воздействует на грузовую единицу 1 вертикальной сжимающей нагрузкой, равномерно распределенной по верхней грани грузовой единицы 1, с одновременной усадкой пленочной оболочки 9.
Готовая упакованная грузовая единица 1 подается на транспортер 34, с которого снимается вильчатым погрузчиком.
Описанный способ позволяет получить механически прочную грузовую единицу с уступами под вильчатый захват, спрессованную и упакованную в пленочные оболочки, усаженные под воздействием вертикальной сжимающей нагрузки, равномерно распределенной по верхней грани грузовой единицы, что позволяет отказаться от формирования грузовой единицы путем предварительного получения тарно-штучных предметов, из асбеста и их индивидуальной упаковки с последующим бесподдонным формированием и в резул ьтате обеспечивает снижение себестоимости упаковки. . : Формула изобретения
транспортера, установленных один над другим с возможностью их взаишмого подъема, поворота и опускания дАЯ поворота грузовой едимицы на 180° вокруг горизонтальной оси, и установленные за термоусадочными печами механизмы обжатий фузовой едиг ницы, один из которых содар}|мт прмжимы для формирования уступов, о т л и ч а ю ща я с я те14, что, «целью повъшения качества упаковываний и снижения расхода улако1в1очнОгр материала, каждый меха ниэм обжатия грузовс единицы снабжен
Ш2
горизонтально расположенной плитой, смонтированной с возможностью вертикального возВратно-поступательного перемещения. При этом прижимы для форм фования уступов прикреплены к плите механизма обжатия, расположенного за первой тремоусадочной печью.
W
фиг.З
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
