Изобретение относится к измерительной технике и может быть использовано при контроле несоосности отверстий в детали при изготовлении, ремонте и проведении экспериментальных исследований.
Цель изобретения - повышение точности при контроле деталей с изменяющимся во времени взаимным расположением осей отверстий.
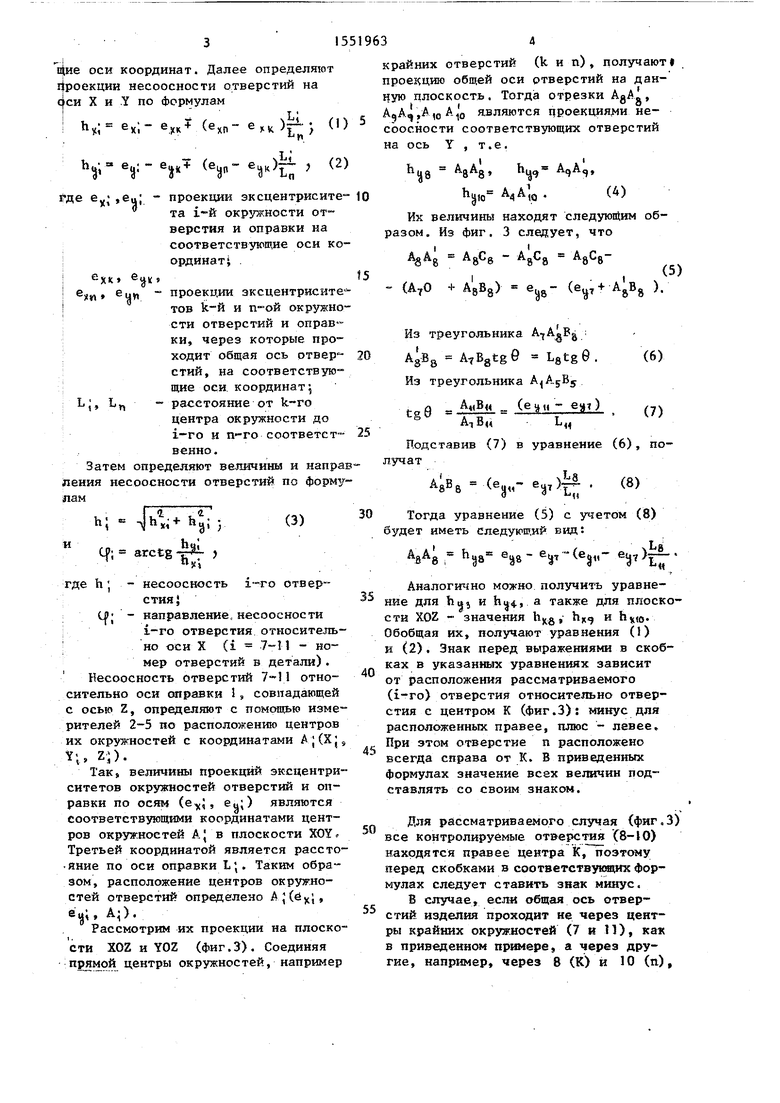
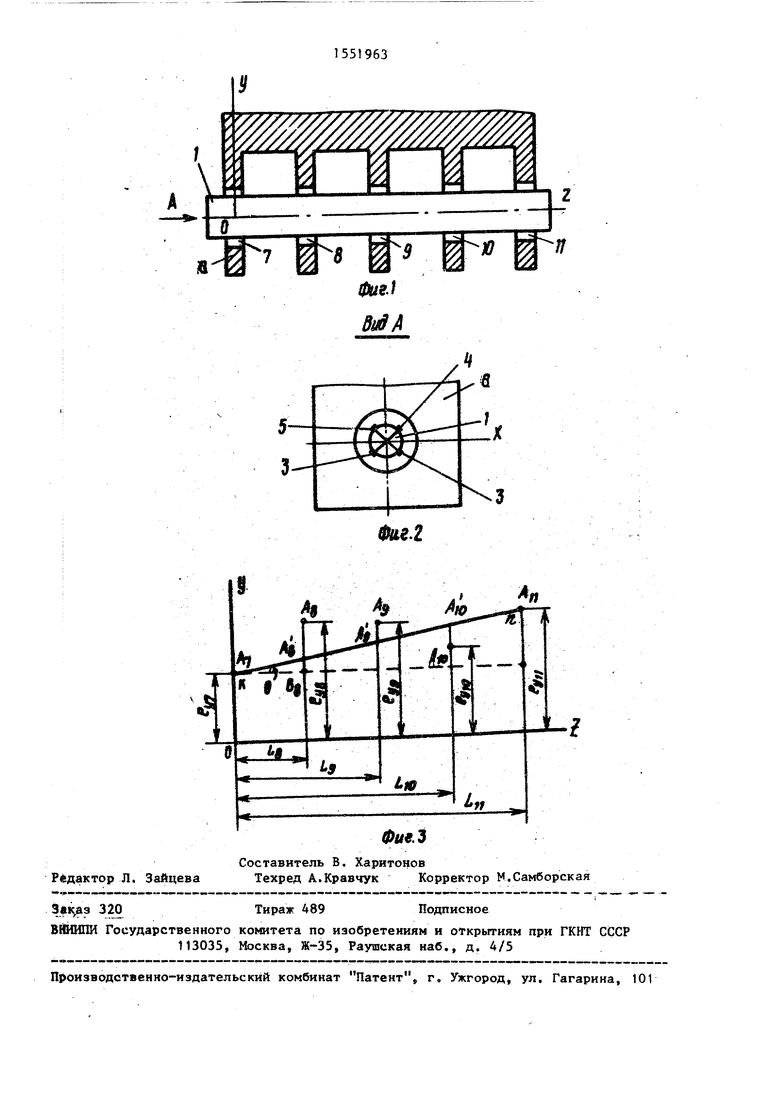
На Фиг. 1 показана схема определения несоосности последовательного ряда отверстий в детали; на фиг.2 - вид А на фиг. 1 , на фиг. 3 - схема геометрических построений при определении несоосности.
Схема содержит оправку 1 с измерителями 2-5, деталь 6, отверстия 7-11 детали 6.
Способ осуществляют следующим образом.
Контролируемую деталь 6 устанавливают в положение, соответствующее ее рабочему состоянию. Вводят в нее, оправку J так, чтобы измерители 2-5, расположенные в плоскости XOY, перпендикулярной оси оправки 1, находились во всех контролируемых отверстиях 7-11, и производят одновременное измерение проекций эксцентриситетов окружностей этих отверстий и оправки (е„;, ) на соответствуюо со
оси координат. Далее определяют кции несоосности отверстий на X и Y по формулам
vL;
Xi
Ч
е«;«х.
ea: +
(ехп(
e-)J
Ч
L;
(I) 5
ГЪ
)
(2)
де еу; ,
;хк
проекции эксцентрисите- 10 та i-й окружности отверстия и оправки на соответствующие оси координат;
15
проекции эксцентриситетов k-й и n-ой окружности отверстий и оправки, через которые проходит общая ось отверстий, на соответствующие оси координат - расстояние от k-ro центра окружности до 1-го и n-го соответственно .
Затем определяют величины и направения несоосности отверстий по формуам
20
1
25
hi
$
«;+ Ц; ;
О)
Cf; arctg -Ј
х
15519634
крайних отверстий (k и п) , получают проекцию общей оси отверстий на данную плоскость. Тогда отрезки AgA , . являются проекциями несоосности соответствующих отверстий
I) 5
ось
, т.е. i
Ј8
Ад Ад,
AqAq,
(4)
49
Мю Их величины находят следующим обом. Из фиг. 3 следует, что
AgCg - А8Св
А8С8(А70 + А8В8)
(5)
«У «V A8B8
).
Из треугольника AgBB A7B8tge - L8tg0. Из треугольника
tge - - (g еит) А-,В4« Ьц
Подставив (7) в уравнение (6), получат
(6)
(7)
А8В6 е
vbl
(8)
-u,
О «-)(
Тогда уравнение (5) с учетом (8)
будет иметь следуюший вид:
АйАв еа
- (е,„- 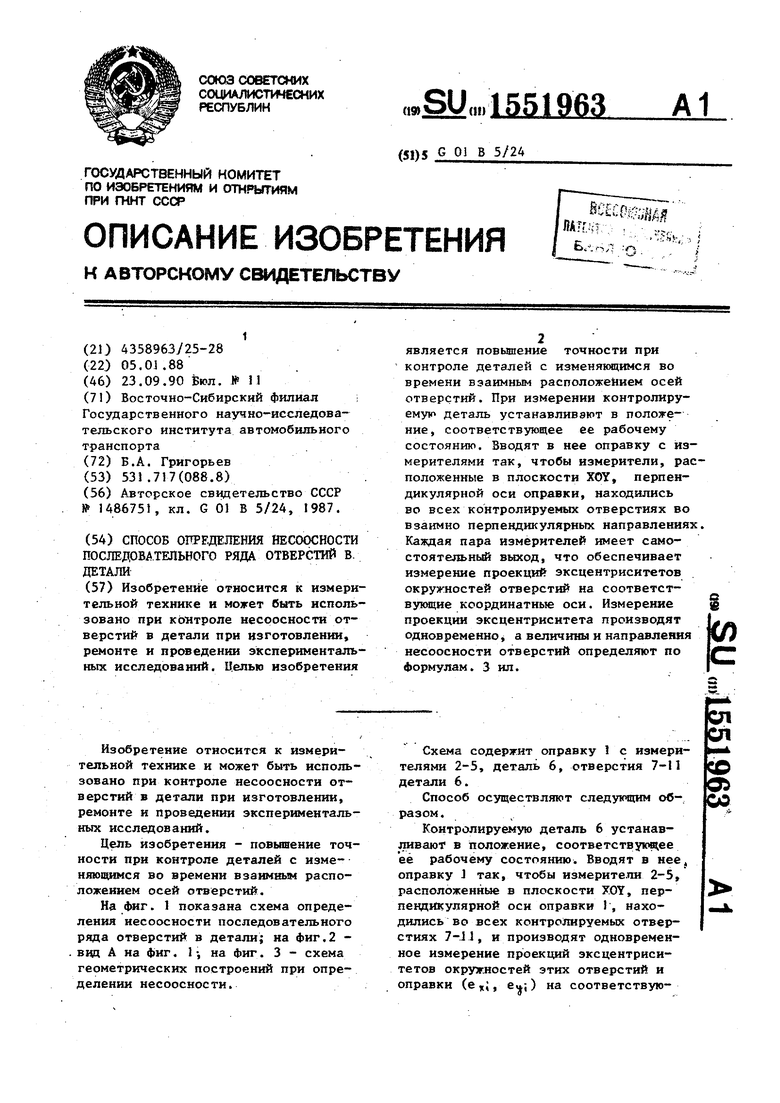
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКОЕ ТРЕХКООРДИНАТНОЕ УСТРОЙСТВО КОНТРОЛЯ ВИБРОСМЕЩЕНИЙ | 1996 |
|
RU2137097C1 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| Способ контроля размеров детали | 1988 |
|
SU1610225A1 |
| СПОСОБ НАСТРОЙКИ ИНКЛИНОМЕТРА И КОНТРОЛЯ ДОСТОВЕРНОСТИ РЕЗУЛЬТАТОВ | 1994 |
|
RU2085852C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ОТВЕРСТИЙ | 1992 |
|
RU2073826C1 |
| Способ определения несоосности ряда отверстий в детали | 1978 |
|
SU855374A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТРЕХМЕРНЫХ КООРДИНАТ | 1991 |
|
RU2015565C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ИЗДЕЛИЯ | 2003 |
|
RU2267088C2 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
Изобретение относится к измерительной технике и может быть использовано при контроле несоосности отверстий в детали при изготовлении, ремонте и проведении экспериментальных исследований. Целью изобретения является повышение точности при контроле деталей с изменяющимся во времени взаимным расположением осей отверстий. При измерении контролируемую деталь устанавливают в положение, соответствующее ее рабочему состоянию. Вводят в нее оправку с измерителями так, чтобы измерители, расположенные в плоскости XOY, перпендикулярной оси оправки, находились во всех контролируемых отверстиях во взаимно перпендикулярных направлениях. Каждая пара измерителей имеет самостоятельный выход, что обеспечивает измерение проекций эксцентриситетов окружностей отверстий на соответствующие координатные оси. Измерение проекции эксцентриситетов производят одновременно, а величины и направления несоосности отверстий определяют по формулам. 2 ил.
где h
Ч:
несоосность 1-го отверстия}
направление несоосности i-ro отверстия относительно оси X (i 7-И - номер отверстий в детали). Несоосность отверстий 7-11 относительно оси оправки 1, совпадающей с осью Z, определяют с помощью измерителей 2-5 по расположению центров их окружностей с координатами А|(Х|,
V;, z;).
Так, величины проекций эксцентриситетов окружностей отверстий и оправки по осям (, 9ц;) являются соответствующими координатами центров окружностей AJ в плоскости XOY. Третьей координатой является расстояние по оси оправки L;. Таким образом, расположение центров окружностей отверстий определено Aj(exi, е , А;).
Рассмотрим их проекции на плоскости XOZ и YOZ (Фиг.З). Соединяя прямой центры окружностей, например
Аналогично можно получить уравне- ние для huj и hu., а также для плоскости XOZ - значения hxe, hg и h««j. Обобщая их, получают уравнения (1) и (2). Знак перед выражениями в скобках в указанных уравнениях зависит от расположения рассматриваемого (1-го) отверстия относительно отверстия с центром К (фиг.З): минус для расположенных правее, плюс - левее. При этом отверстие п расположено всегда справа от К. В приведенных формулах значение всех величин подставлять со своим знаком.
Для рассматриваемого случая (фиг.З) все контролируемые отверстия (8-10) находятся правее центра 1К., поэтому перед скобками в соответствующих формулах следует ставить знак минус.
В случае, если общая ось отверстий изделия проходит не через центры крайних окружностей (7 и П), кап в приведенном примере, л через другие, например, через 8 (К) и 10 (п),
51
тогда отверстие 7 лежит левее центра К (отверстие 8). Поэтому при определении его проекций несоосности hXz и Ьц. перед выражениями в скобках следует ставить знак плюс. Для остальных отверстий (9 и П) - знак минус.
Проекции эксцентриситетов окружностей отверстии и оправки находят прямым измерением, например, с помощью четырех измерителей 2-5, расположенных по двум взаимно перпендикулярным диаметрам окружности оправки J. Каждая пара измерителей 2, 4 и 3, 5, расположенных на одном диаметре, имеет самостоятельный выход па усилитель, что позволяет сразу получать значения проекций эксцентриситетов на соответствующие оси (ех;,
е„;Ь
Практическая реализация предлагаемого способа осуществлена при исследовании динамики деформации блока двигателя внутреннего сгорания при его тепловой подготовке. Измерения проекций эксцентриситетов окружностей изделий осуществляют с помощью датчиков, расположенных во всех контролируемых отверстиях го двум взаимно перпендикулярным диаметрам. В кач ««,- (ез:
.L
/ Ijt
ея; ея ТТ
arctg -J1 LJtlL)
ек е,)
Ln
h; и
ч;
и
-величина и направление несоосности 1-го отвер- 45 стия
-проекции эксцентриситета
центра i-й окружности от- т, и L носительно оси оправки п
50
ехп ejn
на координатные осHi
проекции эксцентриситетов центров окружностей k-ro
5519636
честве оправки используют коленчатый вал, что позволяет измерить несоосность на полностью комплектном двигателе в реальных условиях экс- 5 плуатации: Показания датчиков записываются на регистрирующий прибор с последующей математической обработкой на ЭВМ.
10
Формула изобретения
Способ определения несоосности последовательного ряда отверстий в детали, заключающийся в том, что располагают оправку с измерителями в отверстиях детали и в каждом из отверстий определяют положения их осей относительно оси оправки, по которым судят о величинах несоосности, отличающийся тем, что, с целью повышения точности при контроле деталей с изменяющимся во времени взаимным расположением осей отвер- стий, положение этих осей определяют путем одновременного измерения проекции на координатные оси эксцентриситетов центров окружностей отверстий относительно оси оправки, а величины и направления несоосности отверстий определяют по формулам
- е,(еив- е
)
r;Lnj }
.L
Ijt
ТТ
т, и L п
и п-то отверстий относительно оси оправки, про- i ходящей через эти центры, на координатные оси;
расстояния от центра окружности k-ro отверстия до центров окружностей
соответственно 1-го и ито отверстий.
п
3
Фае.2
п
00. 3
| Авторское свидетельство СССР № 1486751, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
