Способ относится к области технических измерений и может быть использован при измерении диаметра изделия с учетом отклонений формы.
Для измерения диаметра изделия с учетом отклонений формы применяются, в основном, способы радиусного измерения на кругломерах и координатного измерения на координатно-измерительных машинах. Диаметром изделия считается диаметр средней окружности, полученной методом наименьших квадратов (см. Авдулов А.Н. Контроль и оценка круглости деталей машин. - М.: Изд-во стандартов, 1974. - 176 с.).
Типичным способом определения диаметра изделия является способ, при котором центр средней окружности располагается достаточно близко к центру измерительной системы (см. Spragg R.C. Accurate calibration of surface texture and roundness measuring instruments // Proc. Instr. Mech. Engrs., 1967-1968. - P.32). В этом случае диаметр изделия рассчитывается по формуле:
где ri - радиус-векторы i-x измеренных точек профиля изделия;
n - число измеренных точек профиля изделия.
Для реализации данного способа необходимо предварительное центрирование изделия с высокой точностью относительно измерительной системы. Выполнение операции центрирования осуществляется путем отыскания положения центра измерительной системы (см. British Standard 3770:1964. Methods for the assessment of departures from roundness) из условия минимума функции:
когда вначале определяются длина радиус-вектора ρ центра измерительной системы, а затем координаты (х,у), при которых Gmin принимает наименьшее значение.
Однако при методе радиусного измерения остаточный эксцентриситет всегда будет иметь место, так как центрирование изделия производится по ее радиальному биению. Поэтому при достижении эксцентриситета того же порядка, что и отклонение от круглости измеряемого изделия, дальнейшее центрирование становится уже практически невозможным (см., например, Лоповок Т.С. Стандартизация размерных параметров в машиностроении. - М.: Изд-во стандартов, 1969. - С.140).
Известен способ измерения диаметра отверстия изделия (а.с. СССР №1580140 МПК G 01 В 5/08). В способе предлагается измерять диаметр изделия как суммарный сигнал двух радиальных датчиков в момент достижения их разностного сигнала экстремального значения. В данном способе необходимо центрирование измерительной головки с радиальными датчиками относительно неопределенной оси отверстия, что вызывает такую же погрешность, что и в указанном выше способе. Кроме того, способ не может быть использован при измерении диаметра изделий типа валов.
Другим известным решением указанной проблемы является способ измерения на кругломерах с дополнительной математической компенсацией эксцентриситета центра средней окружности изделия и центра измерительной системы на основе гармонического анализа (см. Авдулов А.Н. Контроль и оценка круглости деталей машин. - М.: Изд-во стандартов, 1974. - С.125). Профиль изделия описывается тригонометрическим полиномом:

где r0 - радиус средней окружности;
е, Ψ - амплитуда и начальная фаза центра средней окружности;
αi, Ψi - амплитуда и начальная фаза гармоник изделия.
Полученные значения e, Ψ позволяют определить положение центра средней окружности изделия в измерительной системе координат, а величина 2r0 представляет собой диаметр изделия.
Установлено, что основная гармоника тригонометрического полинома e·cos(ϕ-Ψ) описывает эксцентриситет с определенной погрешностью (см., например, Исаков А.Э., Дорогина Т.А. Оценка точности контроля цилиндрических поверхностей на кругломерах // Измерительная техника, 1981, №8. - С.22-23). Поэтому указанный способ, хотя и способствует повышению точности измерений при грубом центрировании изделия, но не решает проблему в целом.
По совокупности сходных существенных признаков наиболее близким к заявленному способу может быть выбран, например, «Способ измерения диаметров цилиндрических поверхностей деталей» по а.с. СССР №1612203 МПК G 01 В 5/08.
В известном способе первоначально измеряют координаты четырех точек профиля изделия и определяют центр контура, затем измеряют радиус-векторы профиля относительно установленного центра, расположенные под одинаковым углом друг к другу. По измеренным радиус-векторам вычисляют доминирующую гармонику, характеризующую форму профиля, и расположение экстремальных точек доминирующей гармоники в системе координат измерительного устройства, по которым определяют диаметр изделия. То есть, в принципе, известный способ сводится к измерению координат (полярных или декартовых) точек профиля сечения изделия относительно измерительной системы, гармоническому анализу совокупности этих координат и математическому определению (на основании проведенного анализа) диаметра средней окружности изделия.
Известный способ имеет следующие недостатки. Невозможно заранее определить доминирующую гармонику профиля изделия. Более того, описание профиля изделия только гармоникой определенного порядка является трудно реализуемой вычислительной задачей, что не отражено в прототипе. Кроме того, необходимо предварительное измерение четырех точек для определения центра контура изделия, что увеличивает сложность и время измерения.
Перед заявленным изобретением была поставлена задача повысить точность измерения диаметра изделия с учетом отклонений формы при одновременном упрощении методики проведения измерения и обработки данных.
Поставленная задача решается тем, что предложен способ измерения диаметра изделия, в котором посредством измерительной системы с известными координатами центра измерения находят координаты точек профиля изделия и на основании гармонического анализа совокупности найденных координат математически определяют центр и диаметр средней окружности изделия.
Новым в предложенном способе является то, что расстояние от каждой точки до центра средней окружности корректируют по поправочному коэффициенту «Кi», а диаметр D изделия определяют по зависимости:
где n - число измеренных точек профиля изделия.
Сущность изобретения характеризуется также зависимостью, по которой определяется коэффициент «Кi»:

где ϕi - полярный угол i-й измеренной точки профиля изделия;
е, Ψ - амплитуда и начальная фаза центра средней окружности изделия;
r0 - радиус средней окружности.
Предпочтительнее также при выборе центра измерения располагать его координаты внутри контура изделия.
Технический результат заявленного изобретения заключается в повышении точности измерений за счет введения поправочного коэффициента и упрощении методики проведения измерения и обработки данных.
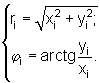
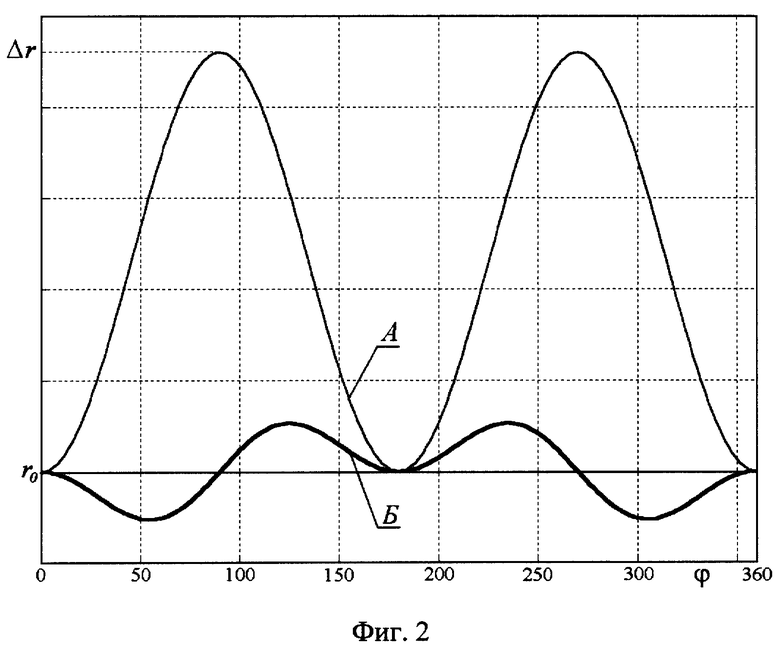
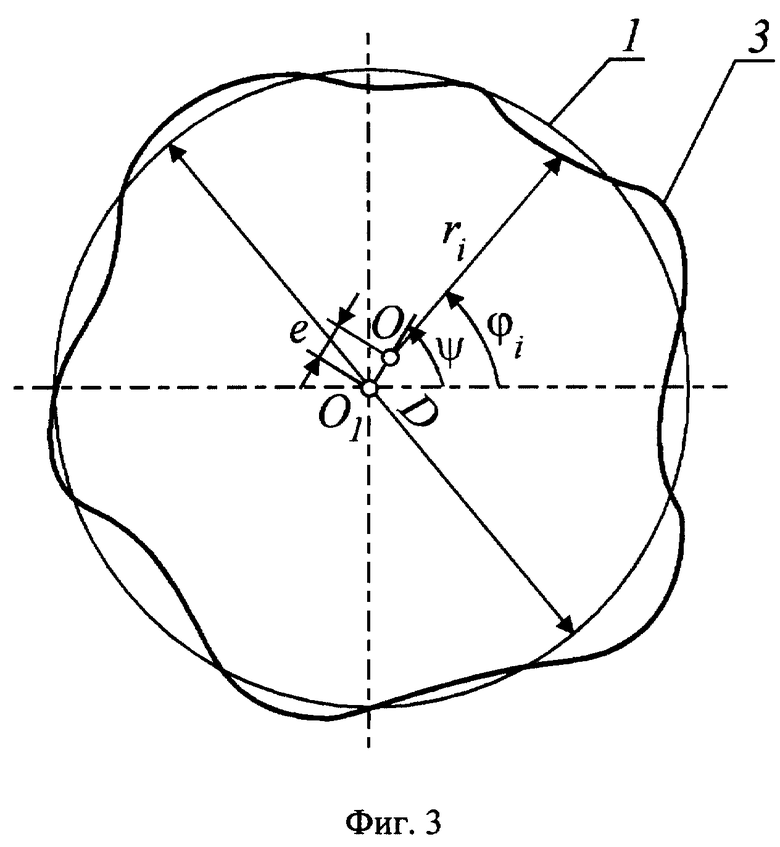
На фиг.1 показано относительное положение средней окружности и основной гармоники, на фиг.2 - отклонение основной гармоники от средней окружности без и с поправочным коэффициентом "Кi", на фиг.3 - принципиальная схема измерения диаметра изделия.
Теоретические предпосылки заявленного способа сводятся к следующему.
Уравнение средней окружности изделия, эксцентрично расположенной относительно начала измерительной системы:
где ϕi - полярный угол в системе координат с полюсом в центре средней окружности профиля изделия;
r0 - радиус средней окружности;
e, Ψ - амплитуда и начальная фаза центра средней окружности изделия.
Величины r0, e, Ψ определяются по известным формулам Бесселя (см., например, Серебренников М.Г. Гармонический анализ. - М.: Гостехиздат, 1948. - 504 с.).
Отсюда уравнение окружности в полярной системе координат с полюсом в центре измерительной системы:
где ϕ - полярный угол в системе координат с полюсом в центре измерительной системы.
Из второго уравнения получаем следующее выражение, связывающее углы ϕ и ϕ1:
Тогда выражения для sinϕ и cosϕ1 примут вид:
Обозначим
Учитывая, что e≪r0, получим K≈1. При этом
Тогда уравнение эксцентричной окружности после преобразований примет вид:

То есть, положив К=1, мы получили, что средняя окружность изделия и основная гармоника описываются одним и тем же выражением.
Характер действительного отклонения основной гармоники от средней окружности, обусловленный К≠1, показан на фиг.1. Из фиг.1 видно, что в измерительной системе средняя окружность 1 изделия не только не совпадает с основной гармоникой 2 тригонометрического полинома, но и располагается несимметрично относительно оси координат, т.е. не удовлетворяет принципу наименьших квадратов.
Установлено, что если выражение для г помножить на коэффициент К, то отклонение Δr основной гармоники от средней окружности уменьшится по величине примерно в пять раз и станет симметричным относительно оси координат. На фиг.2 кривая А представляет собой отклонение без введения коэффициента К, а кривая Б - отклонение с учетом коэффициента К.
Поэтому коэффициент К можно рассматривать как поправочный при определении эксцентриситета центра средней окружности изделия относительно измерительной системы и расчете диаметра изделия.
Таким образом, заявленный способ измерения диаметра изделия с учетом отклонений формы реализуется в следующей последовательности.
Центр измерительного устройства О располагается внутри контура изделия (фиг.3). Измеряются координаты точек профиля 3 изделия относительно центра измерительной системы. Производится гармонический анализ совокупности найденных координат точек, в результате которого определяются центр О1 средней окружности изделия через амплитуду e и начальную фазу Ψ, а также радиус r0 средней окружности. Затем рассчитывается поправочный коэффициент «Кi» для каждой точки по следующей формуле:

где ϕi - полярный угол i-и измеренной точки профиля изделия;
e, Ψ - амплитуда и начальная фаза центра средней окружности изделия;
r0 - радиус средней окружности.
Радиус средней окружности по формуле Бесселя равен
где ri - радиус i-й измеренной точки профиля детали;
n - число измеренных точек профиля изделия.
Диаметр D изделия определяют по следующей зависимости:
В случае измерения по предложенному способу на координатно-измерительных машинах координаты (хi,yi) точек профиля изделия пересчитываются по известным формулам:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НА КРУГЛОМЕРЕ | 2003 |
|
RU2243499C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2240496C1 |
| СПОСОБ РАЗНОСТНОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ КРУГЛОСТИ | 2002 |
|
RU2239785C2 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| Способ измерения диаметров цилиндрических поверхностей деталей | 1986 |
|
SU1612203A1 |
| СПОСОБ КОМПЛЕКСНОЙ ПОВЕРКИ КРУГЛОМЕРА И ОБРАЗЦОВАЯ МЕРА | 2001 |
|
RU2206063C2 |
| СПОСОБ КОМПЕНСАЦИИ ДИСТОРСИИ ОБЪЕКТИВА | 2022 |
|
RU2790055C1 |
Изобретение относится к области технических измерений и может быть использовано при измерении диаметра изделия с учетом отклонений формы. Измерительной системой с известными координатами центра измерения, расположенного внутри контура изделия, находят координаты точек профиля изделия и на основании гармонического анализа совокупности найденных координат математически определяют центр и радиус средней окружности изделия. Особенность способа состоит в том, что дополнительно для каждой измеренной точки профиля рассчитывают поправочный коэффициент, учитывающий эксцентриситет центра средней окружности изделия относительно центра измерительной системы, и определяют диаметр изделия по приведенной в описании математической зависимости. Способ позволяет упростить методику проведения измерений и обработки данных. 1 з.п. ф-лы, 3 ил.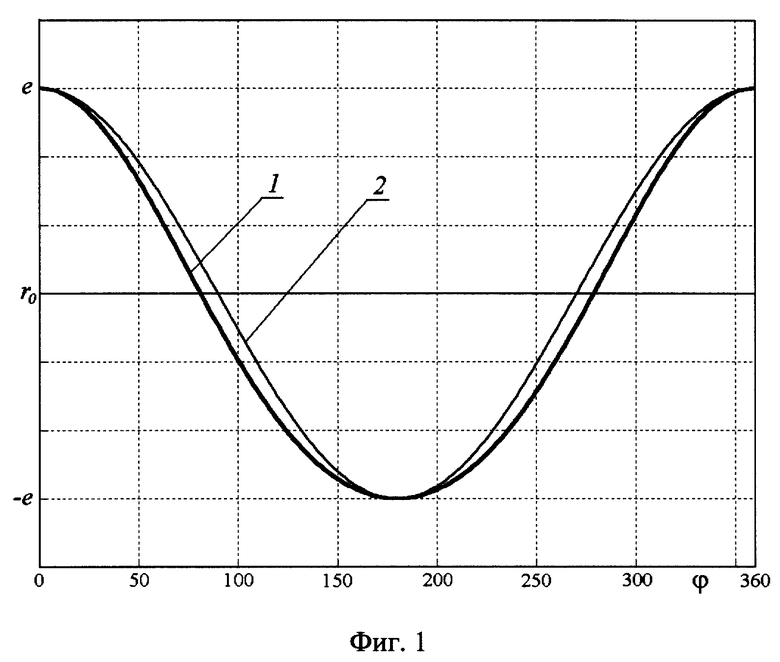


где ϕi - полярный угол i-й измеренной точки профиля изделия;
e, ψ - амплитуда и начальная фаза центра средней окружности изделия;
r0 - радиус средней окружности.
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |
| Способ измерения диаметров цилиндрических поверхностей деталей | 1986 |
|
SU1612203A1 |
| Способ ультразвукового контроля внутреннего диаметра и формы поперечного сечения каналов | 1984 |
|
SU1249439A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4268968 A, 26.05.1981 | |||
| US 4729174 A, 08.03.1988 | |||
| Экономайзер | 0 |
|
SU94A1 |

