СО
оо со ел
Фиг.1
с OOjLiiri.vi vi .:io; ,. (;ма оо1..аС;;ггь1Наекой розьбы.
Це, 1Ь 1-|;;:юротем;:;1 расиншоние rexiio.:1сгмческ; х 1юзмо ;; 1остсй и oiivi/KeHsie затрат i;a нарезание резьбы за счет искл10че1;1;и иеибхол1-;л1Пст;-1 ,1ене1;ия сгшциальпых (рре
подт;е.;а fjaposae.jo,. К;3ь01л.
г1а . 1 130бр КОН iiapCSaflUe В 1 Трепней резьоы в корпусной детали на пятиAOOpAHliuTHOiv; фрсЗГрНО , станке с 4;;,У,
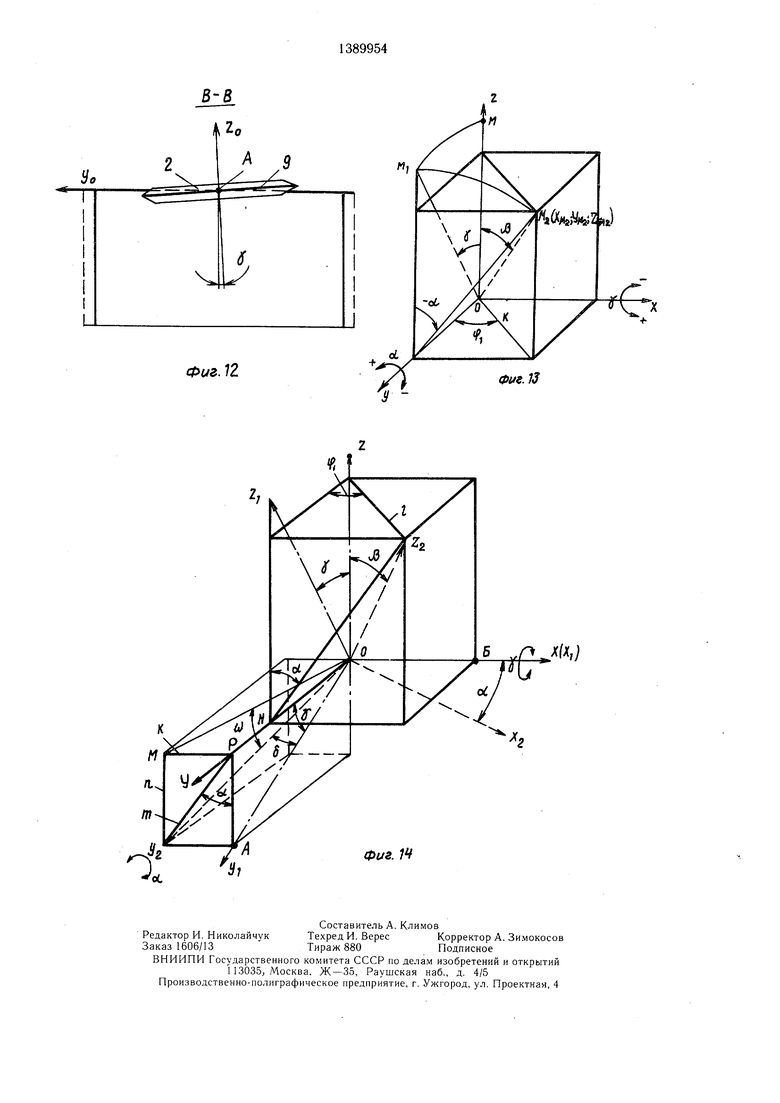
iia фаг. 2 - рез-;О( от;:ерс1че л (рсза п iipcuecce ii/-:e .,-i.: л pc:a,6;j, ьИ;х CBeib-;, Iia cpi-ir. )- : t ;-. :i; ;.-A на :p... 2 с раз- нчными аоло;;се-аЛ;,|;1 фдезь относнтелыю /1етали; i-ia ф111-. / -10 - се-юние Б-Б iia фиг. 2 с разлнчнь;. ли юложеииями фрезы относительно .цета.ли; на (Ьнг. I 1 - момент OKOH4aii -:ri 1 резаипи фрези R тело оезь6озо1 о отверстия; иа фиг. :2 -- сечение В-В иа фиг. И; ;ia q)Hr. i ; - cxeivia, -юясннюн ая . фор ЛЫ r;O3opOi-a стола с изде; иег-1 вокруг двух взаИ;,ни перпендикулярных оеей; i-a фиг. 14 - - cxci.ia определения косинуеоц углов между осями координат.
Способ осун.1ест.,ляется следу 1ои.;им образом.
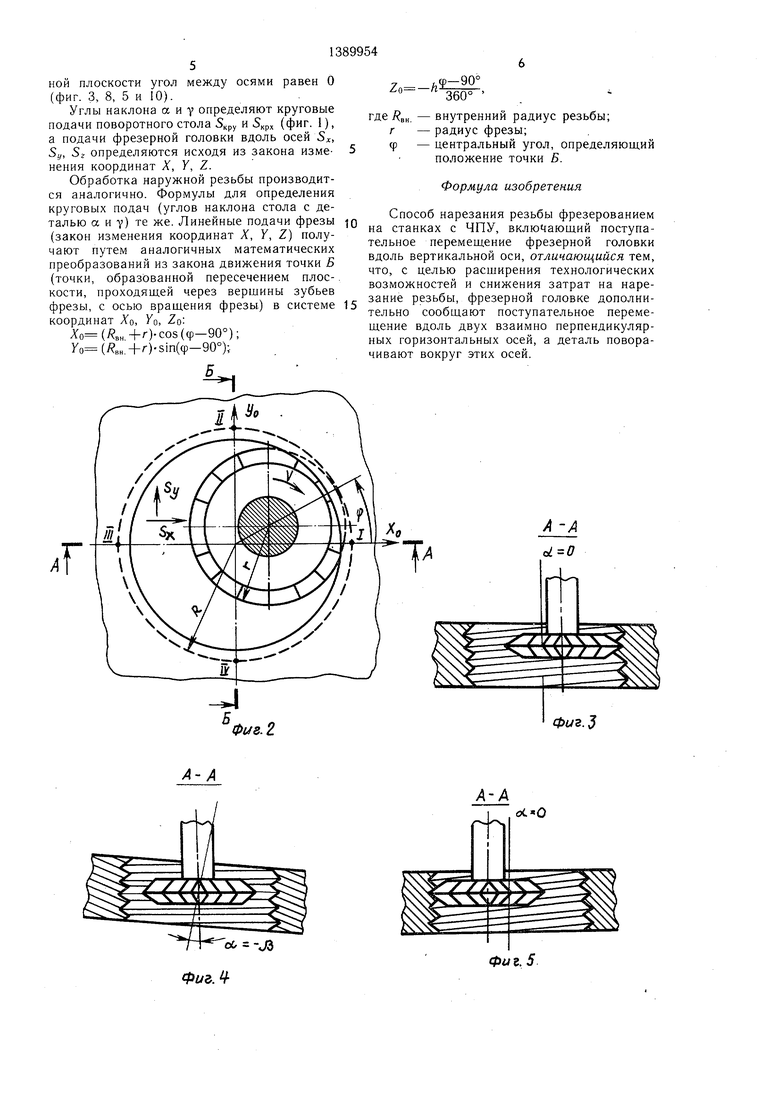
Устанавдиваюл- деталь иа столе ста1;ка так, что ось резьбового отверстия вертикальна, наралле.пьна оси 1:|}резы н новорачивают CTo;i вокруг одной из горизонтальных осей на yro;i резьбьн Линейными нереме- |.е11иямн фрезер 10н 1 оловки вдоль трех взаим;1О не)енд ;;улм )пых оеей (линейных координат станка) нол.водят фоезу на уровень первого iiiTxa резьбы и производят гзрезание. Затем неременхают фрезе.рну1С голов.чу с ;1)резой но ок1)у кност11 резьбово1 о отверетия нутем С Д110времеиного согласо- ван 01-о Д;ремен1сния вдол. двух взаимно яеонедГ Ку л;;рнн х го;)1301тга, (;сей, при эл ом за ка/лдый обход окр к1юсти переме- uiaiOT фрезерную го.ловку е фрезой вдо.ль вертикалы1ой оси :-« inar резьбы. Одновре- поьсрачив :.::, сто.л с л1,етал1дс Бокр /i дв /x пе;11,снлл-п у,лярг( горизон та.льных осей в зависимости от угла подъема резьбы н текулцего углового положения фрезы на окруж1:оетн резьбьн
рн описании нроцесса фрезерова1Д1)-: резьбы 1рименеьь; следукмдне енстемы киор динат: пе1ю.двпжнал ci-iCTena коог1динат А У/ с началом н неитре 1;оворолл:ого сто.ла (фиг. 1), вдоль осей X, Y, Z производятся иеремептеиия фрезы со скоростдгеи подач
Х-), 2, , которая нмеет то же на4а;1о коср- динат, что н cHCTei-sa XYZ, и 1:оворац1 ваетея вокруг оск X иа угол i: вокру) оси Y на се(. тг); смстезла хоордннат, ев с OTBCpCTiieM, /ioi ij/ ii, с и а коор.динат 3 точке (3 Мжг. 2 ; 11} и с о., i
1(оордпнат, параллельными Х2, УХ, Z-2, являю- (даяся неподвижной относительно системы координат Хз.Уг Zi и поворачивающаяся на углы У и а вокруг оеей А и } вместе с систе- мой координат Х У оСпособ может быть сеумлеетвлен на пяти- координатно.м фрезерно.м станке с ЧПУ (фиг. 1). Станок содержит фрезерную го- ловкх с (Ьрезой 2 и стойки 3 и 4, на которых е возл:(зх ;ность о поворота вокруг i-оризон- . л а.льиой оси л установлено оенование 5 стола, (УГОЛ 6 уетаповлен иа оеновании 5 с воз.мож- ностью новорота вокруг горизонтальной оси Y, перпендикулярной оеи Л поворота основания. На столе 6 закреплена деталь 7 гак., что ось резьбового отверстия 8 верти .ьна, параллельна оеи фрезы 2.
Ос11ование 5 стола поворачивают вокруг оси Л иа угол резьбы р. Фрезерную головку 1 перемещают по координатам X, У и Z в положение, когда фреза 2 расноложеQ на внутри резьбового отверстия 8 на уровне нервого витка резьбы. Перемещением голов- кн 1 1О оси X производят врезание на глубину витка резьбы на рабочей нодаче (положение I, фиг. 2). При это.м в нлоскости XOZ угол между осью фрезы и оеью отверстия
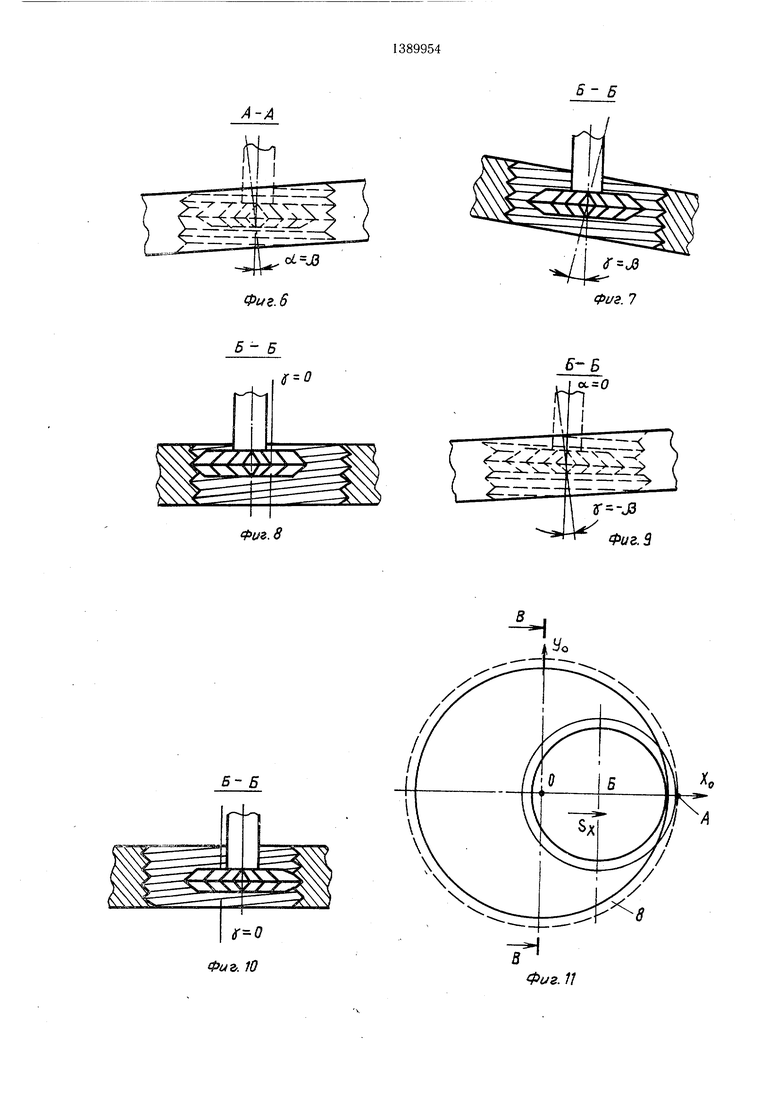
5 , а в плоскости YOZ угол между осью фрезы и оеью отверстия (фиг. 3 и 7). На фиг. 11 и 12 изображен момент окончания врезания фрезы 2 в тело резьбового отверстия 8. Обрабатываемая деталь повернута в плоекоетн YOZ на угол у в системе
координат XYZ. Е системе координат , связанной е резьбовым отверстием, ось Zo совпадает с оеью отверстия, оеи Хо и УО рае- положены в нлоскости торца резьбового отверетия. Перед началом врезания фреза установлена так, что ее ось раеноложена
- в плоскости Уи07о, а плоскость, образован- ая вернаннами зубьев 9 фрезы 2, пересекается с осью резьбового отверстия в точке О (нача;10 координат системы XoY .tZ. Врезание производится пере.мещением-фрезы вдоль
,-, оси А о, в данном случае параллельной оеи X, н заканчивается, когда фреза приходит в точку А, раснодо.женную на наружном.диаметре резьбы.
В дальнеЙ1Г е.м производится иеремеще- иие ф1резы 2 на рабочей подаче но винтовой
. л линии, которое складывается из перемещения по окружпости резьбы за счет подачи по осям X и У, в системе координат, связанной е резьбовым отверстием
Л о(. -r)-cos((f-90): 0У:;-()-51п(ф-90о),
где 1 - наружный радиус резьбы;
г --- радиус фрезы;
Ф -- текущее значение центрального угла. 1: Г одачи но оси Z на величину ujara резьбы /г ,, за один обход окружности резьбового от- .
Закон движения фрезь вдоль оси резьбового отверстия в системе координат, связанной с резьбовы.м отверстием (A oynZo)
Zo - текущее значение координаты, совпадающей с осью резьбового отверстия;Ф - текущее значение центрального
у та;
h - шаг резьбы.
Текущее значение центрального угла определяется по формуле
(рад),
где5
величина рабочей подачи фрезы (скорость перемещения фрезы относительно резьбы); t - время.
Связь между перемещениями вдоль осей , К, Z и вокруг осей X (угол Y) и У (угол а) осуществляется через угол ф, который зависит от времени /.
d 90°+w; п rt-sin6 n-sin6 sine
Sincu rrr
15
ОУг
п-tga cos(90° + co)-sinco; cosuf -
tga sin6
tga
Одновременно с подачей по линейным осям поворачивают стол 6 с деталью 7 вокруг
Согласование всех пяти координатных 20 оси Y на угол а, а основание 5 стола вокруг
оси X на угол у- Вывод формулы поворота стола с деталью вокруг двух взаимно перпендикулярных осей поясняется фиг. 13.
перемещений X, У, Z, а, у осуществляет управляющая система ЧПУ, которая в каждый момент времени / задает текущие значения координат X, Y, Z, а., у.
Для того, чтобы повернуть ось OZ в плосВ системе координат Хо, Уо, ZQ закон 25 AOZ на угол р, необходимо сначала
движения центра фрезы (точки Б)
;Го()-соз(ф-90°); Уо(--г)-51п(ф--90°).
По формулам преобразования координат при параллельном переносе находят закон ЗО движения точки Б в системе координат A 2y2Z2:
повернуть ее вокруг оси X на угол у. а потом на угол а вокруг оси У. Точка М занимает последовательно положения Mi и Мо.
tga
Д„ /fesiпфl-tgp
siпфl.tgp;
tgY
У;,-cosa fecosфl -cosK-tglS
MI
;(:2 (/ -г)- С05(ф -90°) + Л 2о;
Y2(R-r) 51п(ф-90°)+ Узо;
+ 220,
ф1 - угол между проекцией отрезка ОМ и осью О У. Поскольку ось резьбового отверстия наклоняется в плоскости, перпендикулярной
где Х-2о, , 7.40 - координаты точки О в системе координат 2y2Z2, затем по формулам преобразования координат при повороте осей определяют закон 40 плоскости, в которой произ водится фрезе- движения подвижных узлов станка в системе рование, угол ф,ф-90° (фиг. 2).
С учетом направления вращения (фиг. 13) угол а имеет знак «-, угол у - знак «+, тогда
а -aгctg(siпфl tgp); Y aгctg(cosф|cosatgp). При выполнении этих зависимостей, если в любой момент через точку резания провести плоскость, касательную к витку резьбы.
координат A yZ:
/C cosa-X2+cosc- y2+cosa-Z2; y cos90° A 2+cosY y2+cosi)Z2;
Z COS (90° + a/ X2 + COSuf У2 + СО5Р Z2.
45
Определение косинусов углов между осями координат Х, У, Z-i и X, У, Z показано на фиг. 14, где изображена система координат yZ, которая после поворота вокруг
угол между проекциями на эту плоскость
оси X на угол у занимает положение 50 ° и оси отверстия равен углу подъ(ось X совпадает с осью Х), а после поворота вокруг оси У на угол а - положение
2y2Z2.
Определение угла с (между осями координат X и YZ):
ема резьбы р, что позволяет избежать подрезания профиля резьбы. На фиг. 3-10 схематически показано взаимное положение фрезы и отверстия в положениях I - IV (фиг. 2) в сечении XOZ (фиг. 3-6) и yOZ 55 (фиг. 7-10), при этом на фиг. 7, 4, 9 и 6 плоскость сечения параллельна указанной касательной плоскости и угол между осями равен р. Соответственно, в перпендикуляр /( rt-tga-siny
ОЛ c 90°-f6.
tga-sinY;
Определение угла а (между осями координат X и Z i):
ОБ / Sinffii-sinB .. ,,
cosa 7 :- - г 81пф| -sirip.
и/2
Определение угла b (между осями координат У и Z2):
cos :;- 4: cos9i-sinp.
, ОЛ /-со5ф| -sinp
Определение угла d (между осями координат Z и /2):
d 90°+w; п rt-sin6 n-sin6 sine
Sincu rrr
ОУг
п-tga cos(90° + co)-sinco; cosuf -
tga sin6
tga
X на угол у- Вывод формулы поворота ла с деталью вокруг двух взаимно перпенулярных осей поясняется фиг. 13.
Для того, чтобы повернуть ось OZ в плости AOZ на угол р, необходимо сначала
AOZ на угол р, необходимо сначала
повернуть ее вокруг оси X на угол у. а потом на угол а вокруг оси У. Точка М занимает последовательно положения Mi и Мо.
tga
Д„ /fesiпфl-tgp
siпфl.tgp;
tgY
У;,-cosa fecosфl -cosK-tglS
MI
со5ф| cosa-tgp,
где А „ , , ZMJ-координаты точки 25k - проекция отрезка ОМ на
плоскость XOY;
ф1 - угол между проекцией отрезка ОМ и осью О У. Поскольку ось резьбового отверстия наклоняется в плоскости, перпендикулярной
40 плоскости, в которой произ водится фрезе- рование, угол ф,ф-90° (фиг. 2).
45
угол между проекциями на эту плоскость
° и оси отверстия равен углу подъема резьбы р, что позволяет избежать подрезания профиля резьбы. На фиг. 3-10 схематически показано взаимное положение фрезы и отверстия в положениях I - IV (фиг. 2) в сечении XOZ (фиг. 3-6) и yOZ (фиг. 7-10), при этом на фиг. 7, 4, 9 и 6 плоскость сечения параллельна указанной касательной плоскости и угол между осями равен р. Соответственно, в перпендикулярной плоскости угол между осями равен О (фиг. 3, 8, 5 и 10).
Углы наклона а и у определяют круговые подачи поворотного стола 5кру и , (фиг. 1), а подачи фрезерной головки вдоль осей S, Sy, 5г определяются исходя из закона изме- нения координат X, Y, Z.
Обработка наружной резьбы производится аналогично. Формулы для определения круговых подач (углов наклона стола с деталью а и Y) те же. Линейные подачи фрезы (закон изменения координат X, Y, Z) получают путем аналогичных математических преобразований из закона движения точки Б (точки, образованной пересечением плоскости, проходящей через вершины зубьев фрезы, с осью вращения фрезы) в системе координат 0, YO, Zo Xo(R,+r)-cos(ff-QO°);
} о(.+0-51п(ф-90°);
где . - внутренний радиус резьбы; г - радиус фрезы; Ф - центральный угол, определяющий положение точки Б.
Формула изобретения
Способ нарезания резьбы фрезерованием на станках с ЧПУ, включающий поступательное перемещение фрезерной головки вдоль вертикальной оси, отличающийся тем, что, с целью расширения технологических возможностей и снижения затрат на нарезание резьбы, фрезерной головке дополнительно сообщают поступательное перемещение вдоль двух взаимно перпендикулярных горизонтальных осей, а деталь поворачивают вокруг этих осей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Способ обработки конического отверстия | 1985 |
|
SU1379017A1 |
| Способ фрезерования деталей прессформ | 1976 |
|
SU654359A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Способ обработки рабочей поверхности отражательного щита зеркальной антенны | 1982 |
|
SU1033270A1 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
Изобретение относится к машиностроению и может ыть использовано при обработке крупногабаритных корпусных деталей с большим углом подъема обрабатываемой резьбы. Цель изобретения - расширение технологических возможностей и снижение затрат на нарезание резьбы. Достигается цель за счет исключения необходимости применения специальных фрезерных головок, имеющих поворот на угол подъема нарезаемой резьбы. Способ осуш,еств 1яется на 5- координатном фрезерном станке с ЧПУ. Основание 5 стола установлено с возможностью поворота вокруг горизонтальной оси А , а стол 6 установлен на основании 5 с возможностью поворота вокруг горизонтальной оси Y, перпендикулярной оси А . На столе 6 закрепляется деталь 7 так, что ось резьбового отверстия 8 вертикальна, параллельна оси фрезы 2. Фрезу 2 перемеш,ают на рабочей подаче по винтовой линии за счет согласованного перемещения по координатам А, У, Z: X -cosa-X2+coscY2+cosa-Z;; Y cos9Q°-X2+cosf-Y2+cosbZ2; (90° + +а)-А2-|-со5й - F2+cosf3-Z2. Одновременно поворачивают стол 6 с деталью 7 вокруг оси Y на угол а, а основание 5 стола вокруг оси X на угол у а -arctg(sin9i- tg|3); Y arctg(cos9i cosa tgp). Согласование всех пяти координатных перемещений осуществляет управляющая система ЧПУ. 14 ил. о
Фиг. 2
Фи&Л
0W3.J
А-А
оС«0
Фи г. 5
А-Л
Фиё.б
Б- Б
f 0
Фиг. 8
Б- Б
Физ. 7
I
Фиг. П
в-в
Фиг. 12
Hi
Фи. 13
F
€
фиг. 14
| Симпозиум о новых технологиях (INGERSOLL).-М.: Станкоимпорт, 1984, разд | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
