t
(21)4429820/3J-08
(22)29.02.88
(46) 30.03.90. Бюл. N° 12
(71)Куйбышевский авиационный институт им. акад. С. П. Королева
(72)И. Г. Попов, Ю. А. Шебалин и С. II. Алимов
(53)621.922.029(088.8)
(56)Худобин Л. В. и др. Техника применения смазочно-охлаждающих средств в металлообработке. М.: Машиностроение, 1977, с. 132.
(54)ШПИФО ВАЛЬНЫЙ КРУГ
(57)Изобретение относится к станкостроению, а именно к шлифовальным кругам с внутренним подводом смазочно- охлаждающей жидкости (СОК). Целью
изобретения является повышение эффективности охлаждения о При обработке детали СОЖ подается по радиальным каналам 2 диаметром d в теле диска 1. В выходной части 3 каждого канала 2 СОЖ разгоняется за счет выполнения ее конической формы длиной 1 и углом /3 раствора. В месте выхода каждого ка- нала 2 на периферию 4 выполнена впадина 5 шириной В и глубиной Н. При этом ширина В выбрана из условия«В d + 2 (Н + 1) tg/3/2; /1Г 0,3 - 0,4. Интенсивное охлаждение детали - происходит за счет периодического взаимодействия ее с периферией 4 круга и зоной впадины 5, откуда поступает СОЖ. 1 ил.
а S
(Л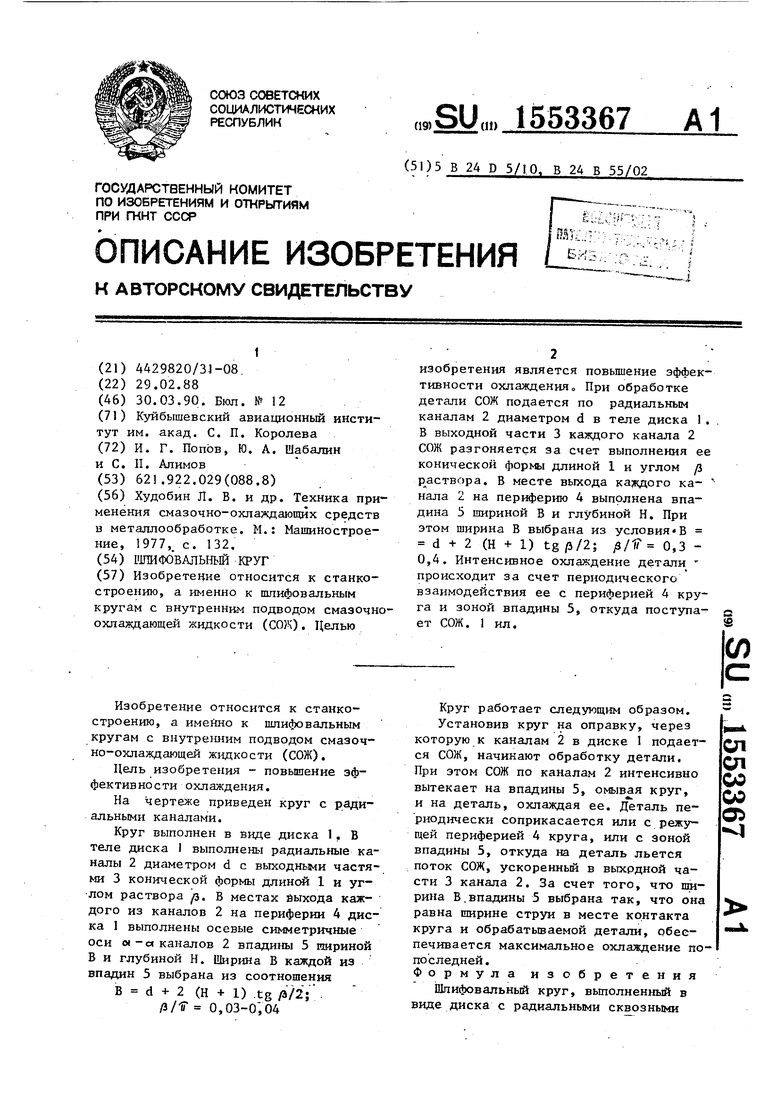
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2214326C2 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1989 |
|
SU1691085A2 |

Изобретение относится к станкостроению, а именно к шлифовальным кругам с внутренним подводом смазочно-охлаждающей жидкости (СОЖ). Целью изобретения является повышение эффективности охлаждения. При обработке детали СОЖ подается по радиальным каналам 2 диаметром D в теле диска 1. В выходной части 3 каждого канала 2 СОЖ разгоняется за счет выполнения ее конической формы длиной L и углом β раствора. В месте выхода каждого канала 2 на периферию 4 выполнена впадина 5 шириной B и глубиной H. При этом ширина B выбрана из условия B = D+2 (H+L)TGβ/2
β/φ=0,3-0,4. Интенсивное охлаждение детали происходит за счет периодического взаимодействия ее с периферией 4 круга и зоной впадины 5, откуда поступает СОЖ. 1 ил.
Изобретение относится к станкостроению, а именно к шлифовальным кругам с внутренним подводом смазоч- но-охлаждающей жидкости (СОЖ).
Цель изобретения - повышение эффективности охлаждения.
На чертеже приведен круг с радиальными каналами.
Круг выполнен в виде диска 1. В теле диска 1 выполнены радиальные каналы 2 диаметром d с выходными частями 3 конической формы длиной 1 и углом раствора р. В местах выхода каждого из каналов 2 на периферии 4 диска 1 выполнены осевые симметричные оси « - а каналов 2 впадины 5 шириной В и глубиной Н. Ширина В каждой из впадин 5 выбрана из соотношения
В d + 2 (Н + 1) tg ft/2; /3/Т 0,03-о;04
Круг работает следующим образом.
Установив круг на оправку, через которую к каналам 2 в диске 1 подается СОЖ, начинают обработку детали. При этом СОЖ по каналам 2 интенсивно вытекает на впадины 5, омывая круг, и на деталь, охлаждая ее. Деталь периодически соприкасается или с режущей периферией 4 круга, или с зоной впадины 5, откуда на деталь льется поток СОЖ, ускоренный в выхрдной части 3 канала 2. За счет того, что ширина В.впадины 5 выбрана так, что она равна ширине струи в месте контакта круга и обрабатываемой детали, обеспечивается максимальное охлаждение по- последней. Формула изобретения
Шлифовальный круг, выполненный в виде диска с радиальными сквозными
сл ел
00 00
оэ 1
цилиндрическими каналами, о т л и ) щ и и с я тем, что, с целью еличения эффективности охлаждения,
У1
выходная часть каналов выполнена коН1)меской, а в местах выхода каждого иЛ каналов выполнены осевые, симметричные оси канала, .соответствующие впадины шириной В и глубиной Н, при stoM ширина 1 выбрана по формуле
В d + 2 (Н + 1) tg Ј/2,
где d - диаметр цилиндрической части
канала; 1 (3-4)d - длина конической
части канала;
/)/7Г 0,03-0,04 - угол раствора конической части канала.
