Изобретение относится к машиностроению, а именно к устройствам для обработки металла резанием с применением смазочно-охлаждающей жидкости (СОЖ).
Известно устройство абразивного круга (Патент РФ 2137594, МПК 6 В 24 D 5/11, В 24 В 55/02, 1999), выполненное с возможностью размещения на шпинделе под углом α к плоскости вращения с образованием аксиально-смещенного режущего слоя, при этом на торце круга со стороны сопла выполнен круговой паз, протяженность которого определена условием равного времени нахождения сопла в этом пазу и вне его, а в указанном пазу выполнены конические отверстия, наклоненные под углом 2α к торцу круга и предназначенные для подачи СОЖ к противоположному от сопла торцу.
Недостатком описанного устройства является то, что сложно определить равное время нахождения сопла в круговом пазе и вне его при различных условиях обработки поверхностей из различного материала абразивным кругом, т.к. для этого необходимо иметь дополнительное приспособление, что усложняет устройство. Другим недостатком является то, что конические отверстия сложно технологически выполнить под углом 2α к торцу круга, т.к. угол α играет важную роль для образования аксиально-смещенного слоя и при обработке материалов с различными свойствами нужно переходить к другому углу α для соблюдения условий технологии обработки. Угол α приводит к увеличению толщины абразивного круга, что ограничивает область применения.
Наиболее близким по технической сущности и достигаемому результату является шлифовальный круг (Заявка на изобретение 98116975/02, БИ 17, 2000), на торцах которого выполнены радиальные пазы для подвода СОЖ в радиальном направлении и в поперечном сечении в форме равнобедренной трапеции с расположением большего основания трапеции в радиальном направлении со стороны посадочного отверстия круга, а в поперечном сечении - со стороны торца круга.
Недостатком данного шлифовального круга является то, что круг состоит из двух частей: первая часть круга с пазами, а другая часть круга без пазов, следовательно, он с обрабатываемой поверхностью соприкасается не равномерно по всей ширине рабочей поверхности, т.к. при вращении круга рабочая поверхность касается круга полностью по всей ширине, где нет трапецеидальных пазов для подвода СОЖ, а в другой момент времени касается частично за счет уменьшения ширины рабочей поверхности трапецеидальными пазами. Такое исполнение круга приводит к увеличению толщины круга и неэффективному использованию рабочей поверхности. Непостоянная ширина круга влияет на неравномерность снятия слоя металла при обработке. Другим недостатком является то, что поверхность круга между пазами будет изнашиваться быстрее за счет микроударов об обрабатываемую поверхность и приведет к быстрому разрушению этих частей круга, чем часть круга без пазов. Поэтому поверхность между пазами будет являться только разделителем для СОЖ, а рабочей поверхностью будет являться только та часть круга, где нет пазов. К недостаткам относится и то, что сложно производить доводку круга и выдержать требования по допускам формы, т. к. при доводке разрушаются углы пазов и рабочая поверхность круга не будет цилиндрической, появится неравномерность поверхности. Это приведет в свою очередь к понижению качества обработки деталей.
Технический результат направлен на повышение качества обработки, улучшение условий охлаждения и выноса отработанного материала и разрушенных абразивных частиц из зоны резания и расширение области применения.
Технический результат достигается тем, что шлифовальный круг, содержащий тело круга, закреплен в шпинделе посредством оправки, в теле шлифовального круга выполнены радиальные каналы, равномерно распределенные по объему тела, а боковые поверхности шлифовального круга покрыты гидроизоляционной пленкой, при этом круг закреплен на оправке, в которой выполнены две группы радиальных отверстий и осевой канал с заглушкой для центров, при этом первая группа отверстий соединяет осевой канал с радиальными каналами, а вторая - с СОЖ посредством скользящей муфты с сальниками, радиальные каналы в теле шлифовального круга выполнены цилиндрическими или радиальные каналы заполнены волокнистым материалом.
Отличительными признаками от прототипа является то, что в теле шлифовального круга выполнены радиальные каналы, равномерно распределенные по объему тела, а боковые поверхности тела шлифовального круга покрыты гидроизоляционной пленкой, при этом круг закреплен на оправке, в которой выполнены две группы радиальных отверстий и осевой канал с заглушкой для центров, при этом первая группа отверстий соединяет осевой канал с радиальными каналами, заполненными волокнистым материалом, а вторая - с СОЖ посредством скользящей муфты с сальниками, радиальные каналы в теле шлифовального круга выполнены цилиндрическими или радиальные каналы заполнены волокнистым материалом.
Все это позволяет повысить качество обработки поверхности и получить заданную шероховатость по всей поверхности полученных деталей за смену. Нет необходимости производить правку круга в течение длительного времени.
На чертеже показан главный вид предлагаемого шлифовального круга.
Предлагаемое устройство содержит тело шлифовального круга 1, радиальные каналы 2, равномерно распределенные по всему объему круга, или радиальные каналы, заполненные волокнистым материалом, гидроизоляционную пленку 3 на боковых поверхностях тела шлифовального круга, оправку 4 с осевым каналом 5 с заглушкой для центров 6 на другом конце канала и радиальными отверстиями 7 для подачи СОЖ к телу шлифовального круга 1, радиальные отверстия 8, соединяющие осевой канал со скользящей муфтой 9 с сальниками 10 и патрубком 11 для подачи СОЖ от насоса.
Устройство работает следующим образом. СОЖ с помощью насоса подается под давлением в патрубок 11 скользящей муфты 9, а затем через радиальные отверстия 8 и осевой канал 5 она поступает в радиальные отверстия 7, через которые СОЖ проходит по радиальным каналам 2, заполненным волокнистым материалом (например, стекловолокном, волокном из абразивного материала, базальтовым волокном и т. д. ), прочность которых близка к зернам абразива, или выполненным цилиндрическими без заполнения, и поступает на рабочую поверхность шлифовального круга, равномерно распределяясь по ее поверхности через поры между абразивными зернами. СОЖ подается к рабочей поверхности как по каналам 2, так и через поры между абразивными зернами. Это позволит удалять отработанные абразивные зерна и частицы обработанного материала за счет давления СОЖ и под действием центробежной силы, действующей на оторвавшиеся частицы круга и материала. В зависимости от вязкости СОЖ применяются радиальные каналы в теле шлифовального круга с заполнением волокнистым материалом (вязкость СОЖ низкая) или без заполнения цилиндрических радиальных каналов, когда СОЖ имеет большую вязкость (например, гели, пасты).
Предлагаемое устройство позволяет обрабатывать поверхность по всей ширине соприкасающихся поверхностей круга и заготовки. Это дает лучшую шероховатость поверхности за счет подачи через радиальные каналы и поры в теле круга СОЖ, которая своевременно удаляет частицы абразивного круга и обработанного металла, которые не засаливают рабочую поверхность круга, а также осуществляется равномерная подача СОЖ для охлаждения соприкасающихся поверхностей круга и заготовки. Это ликвидирует температурные деформации заготовки, что особенно важно при обработке тонких тонкостенных деталей и деталей, выполненных из материалов, чувствительных к незначительному изменению температуры. При доводке круга до рабочего состояния также может подаваться СОЖ через радиальные каналы и поры в теле круга для удаления оторванных частиц от тела круга, что увеличивает качество подготовки рабочей поверхности, следовательно и улучшает качество обработки деталей.
СОЖ подается под давлением равномерно по всей рабочей поверхности круга. Это приводит, по сравнению с прототипом, к равномерному охлаждению и выносу изношенных частиц за счет давления СОЖ и центробежной силы, действующих на изношенные частицы.
Предлагаемое устройство позволяет подавать СОЖ через скользящую муфту по осевому каналу оправки, через радиальные отверстия оправки к радиальным каналам в теле круга, что обуславливает равномерную подачу СОЖ в зону резания, равномерное охлаждение, обеспечивает своевременный вынос отработанных частиц шлифовального круга и обработанного материала. Это позволяет обеспечить первоначальную чистоту поверхности шлифовального круга и ликвидирует затирание (засаливание) пор между абразивными частицами круга.
Подача СОЖ через скользящую муфту позволяет значительно экономить ее вследствие подачи через муфту и радиальные каналы непосредственно в зону обработки. Это позволяет ликвидировать возможность засаливания, что уменьшает количество правок круга в течение длительного времени, что уменьшает время подготовки круга к выполнению технологической операции, а также снижается потребность в шлифовальных кругах. Равномерная подача СОЖ к поверхностям деталей, чувствительных к перегреву (например, пластины термодатчиков, объемных тонкостенных деталей и т.д.), обеспечивает своевременное охлаждение и поддержание постоянной температуры всей детали в течение всего технологического цикла, что снижает количество брака и повышает точность обработки деталей данного вида и получения заданной постоянной шероховатости по всей поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| Устройство для установки заготовки на обрабатывающем станке | 2020 |
|
RU2758976C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
Изобретение может быть использовано для обработки металлов. Оно состоит из закрепленного на оправке шлифовального круга с радиальными каналами. Последние распределены равномерно по объему шлифовального круга, боковые поверхности которого покрыты гидроизоляционной пленкой. В оправке выполнены осевой канал с заглушкой для центров и две группы радиальных отверстий, первая из которых соединяет осевой канал с радиальными каналами, а вторая служит для подачи смазочно-охлаждающей жидкости. Изобретение позволяет повысить качество обрабатываемой поверхности. 2 з.п. ф-лы, 1 ил.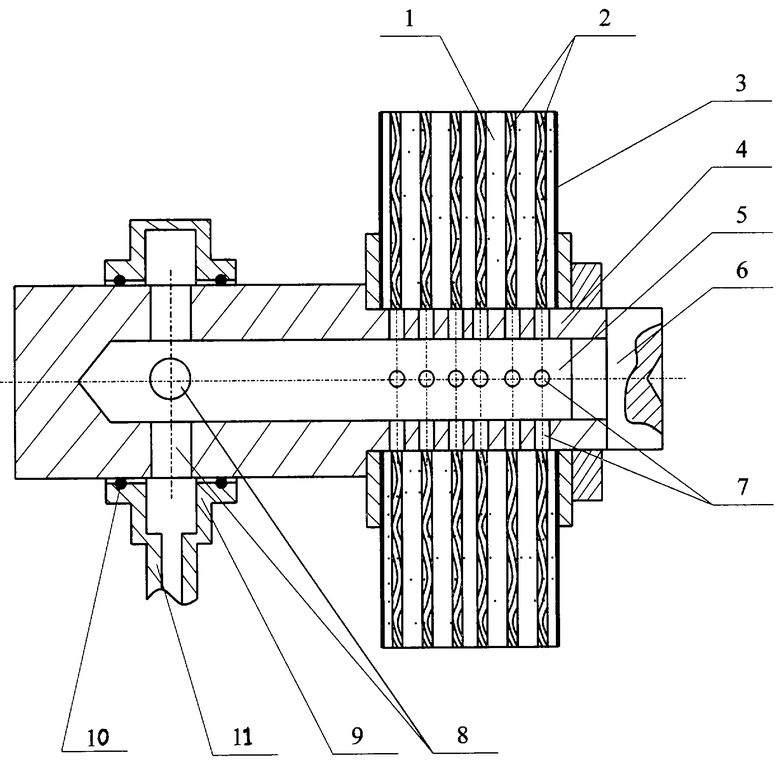
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| DE 3415498 A1, 29.11.1984 | |||
| DE 19846765 A1, 06.05.1999 | |||
| 1979 |
|
SU826461A1 | |

